

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение
высшего профессионального образования
Омский Государственный Университет Путей Сообщения
(ОмГУПС (ОмИИТ))
Кафедра «Экономика транспорта, логистика и управление качеством»
ПРИМЕНЕНИЕ КОНТРОЛЬНЫХ КАРТ В ПРОИЗВОДСТВЕ МЕТЕООБОРУДОВАНИЯ
Пояснительная записка к курсовой работе
по дисциплине
«Статистические методы в управлении качеством»
Студент гр. 53 К
_______
_______
Доцент
кафедры «ЭТЛиУК»
_______
«______» ____________ 2015
Омск 2015
Оглавление
ВВЕДЕНИЕ..............................................................................................................3
1. Теоретическая часть ...........................................................................................4
1.1. Контрольные карты.........................................................................................4
1.2. Контрольные карты для количественных данных........................................9
1.3. Контрольные карты по альтернативным признакам...................................10
1.4. Специальные контрольные карты.................................................................11
1.5. Замечания по применению контрольных карт............................................12
2. Практическая часть...........................................................................................15
2.1. Построение контрольных карт средних значений......................................15
2.2. Индексы возможностей процесса.................................................................17
2.3. Построение контрольных карт по альтернативному признаку..................18
2.4. Построение EWMA-карты..............................................................................21
ЗАКЛЮЧЕНИЕ.....................................................................................................24
Библиографический список .................................................................................25
ВВЕДЕНИЕ
«Одним из базовых принципов стандартов ISO серии 9000 является подход к принятию решений, основанный на фактах. Для реализации этого подхода стандарты ориентируют на разработку механизма применения статистических методов на всех стадиях жизненного цикла продукции, начиная с исследования рынка и заканчивая обслуживанием потребителей и окончательной утилизацией изделия. Статистические методы играют важную роль в объективной оценке количественных и качественных характеристик процесса и являются одним из важнейших элементов системы обеспечения качества продукции и всего процесса управления качеством». [1]
К основным статистическим методам для оценки характеристик процесса относятся контрольные карты Шухарта.
Контрольные карты находят применение во многих областях промышленности; не исключением является и метеорологическое производство. Для осуществления качественного прогноза или какого-либо измерения необходимо, чтобы метеооборудование находилось в исправном состоянии, поэтому большое значение имеют контрольные карты как инструмент статистического контроля качества. При организации любого производственного процесса возникает задача установки пределов характеристик изделия, в рамках которых произведенная продукция удовлетворяет своему предназначению, а контрольные карты позволяют оценить, находится ли процесс в статистически управляемом состоянии.
Целью данной работы является исследование применения контрольных карт в метеорологическом производстве.
В ходе работы должны быть выполнены следующие задачи:
- изучить, что представляют собой контрольные карты и их разновидности;
- выяснить, какое применение находят контрольные карты в производстве метеооборудования;
- построить и продемонстрировать графики контрольных карт.
Объектом изучения станет метеорологическое оборудование предприятия , основанного в 2006 году и являющегося ведущим российским разработчиком и производителем на рынке гидрологического и метеорологического оборудования.
1. Теоретическая часть.
1.1. Контрольные карты.
«Практически все процессы, с которыми люди сталкиваются в своей деятельности, подвержены явлению, называемому вариабельностью (изменчивостью). У. Шухарт предложил разделить вариабельность любого процесса на две компоненты, обусловленные принципиально разными причинами: собственно системную (Шухарт называл эту компоненту «случайной») — ответственность менеджмента; и временную (мимолетную) причину, которую Э. Деминг назвал «особой (специальной)», характерную для некоторого временного явления, которое обычно можно выявить и устранить. Процесс находится в статистически управляемом состоянии, когда на него не действуют специальные причины. У. Шухарт создал целостную концепцию статистического управления процессами и разработал соответствующий инструмент для анализа любых процессов. Этот инструмент называют контрольной картой Шухарта». [2]
Контрольная карта - это графическое средство представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости.
«Впервые контрольные карты Шухарта были предложены в 1924 году. Контрольные карты представляют простой графический метод оценки управляемости процесса по результатам сравнения отдельных измерений с заданными контрольными границами. Отклонения показателя качества могут быть классифицированы по двум видам: случайные отклонения, как правило, обусловленные большим количеством различных случайных факторов (вибрации, колебания питающих напряжений, температуры, влажности и т. п.) и неслучайные отклонения, вызванные особыми причинами (сдвиг шкалы измерительного прибора, станка, несоответствие сырья или комплектующих техническим условиям по номинальному значению). С помощью контрольных карт выявляются неслучайные отклонения и, следовательно, воздействие на процесс особых причин». [3]
Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить.
«Задача статистического управления процессами - обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствия продукции и услуг установленным требованиям.
Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов». [4]
В общем виде процесс построения контрольных карт состоит из следующих этапов:
1) выбирается контролируемая характеристика изделия;
2) производится выборка изделий заданного объема через приблизительно равные интервалы времени;
3) определяются центральная линия, соответствующая эталонному значению характеристики, а также верхняя (UCL) и нижняя (LCL) контрольные границы, в пределах которых изделие находится в статистические управляемом состоянии. Контрольные границы отстоят от центральной линии на расстоянии 3σ;
4) строится графическое изображение, на основании которого делают выводы о состоянии контролируемого процесса: если процесс протекает в пределах рассчитанных границ, это доказывает его стабильность; если значения результата не попадают в заданные пределы, то процесс нестабилен, необходимы выявление и ликвидация причин нестабильности.
При управлении процессом эталонным служит долговременное значение характеристики, установленное в технических условиях, или ее номинальное значение, основанное на предыдущей информации о процессе, или намеченное целевое значение характеристики продукции или услуги. Обычно в качестве эталонного значения выбирается среднее арифметическое рассматриваемых данных.
Также контрольные карты могут классифицироваться по некоторым признакам; например, в зависимости от типа данных контрольные карты могут быть качественными (альтернативными) и количественными (для непрерывных переменных). В свою очередь, количественные подразделяются на карту средних (![]() ), размахов (R), медиан (М), выборочных стандартных отклонений (S) и т. д. Качественные делятся на с-, u- , p- и np-карты. Также существуют специальные карты и другие их разновидности, некоторые из которых будут рассмотрены ниже.
), размахов (R), медиан (М), выборочных стандартных отклонений (S) и т. д. Качественные делятся на с-, u- , p- и np-карты. Также существуют специальные карты и другие их разновидности, некоторые из которых будут рассмотрены ниже.
Преимущество контрольных карт по альтернативному признаку состоит в возможности быстро получить общее представление о различных аспектах качества анализируемого изделия; то есть на основании различных критериев качества инженер может сразу принять или забраковать продукцию. Далее контрольные карты по альтернативному признаку иногда позволяют обойтись без применения дорогих точных приборов и требующих значительных затрат времени измерительных процедур. Кроме того этот тип контрольных карт более понятен менеджерам, которые не разбираются в тонкостях методов контроля качества. Таким образом, с помощью таких карт можно более убедительно продемонстрировать руководству наличие проблем с качеством изделий.
Контрольные карты для непрерывных переменных обладают большей чувствительностью, чем контрольные карты по альтернативному признаку. Благодаря этому, контрольные карты для непрерывных переменных могут указать на существование проблемы ухудшения качества, прежде чем в потоке продукции появятся настоящие бракованные изделия, выделяемые с помощью контрольной карты по альтернативному признаку. Контрольные карты для непрерывных переменных иногда называют основными индикаторами ухудшения качества, которые предупреждают об этих проблемах задолго до того, как в процессе производства резко возрастет доля бракованных изделий.
Для каждой контрольной карты встречаются две ситуации:
а) стандартные значения не заданы;
б) стандартные значения заданы.
Стандартные значения - значения, установленные в соответствии с некоторыми конкретными требованиями или целями.
1) Контрольные карты, для которых не заданы стандартные значения. Цель таких карт - обнаружение отклонений значений характеристик, которые вызваны иными причинами, чем те, которые могут быть объяснены только случайностью. Эти контрольные карты основаны целиком на данных самих выборок и используют для обнаружения вариаций, которые обусловлены неслучайными причинами.
2) Контрольные карты при наличии заданных стандартных значений. Целью таких карт является определение того, отличаются ли наблюдаемые значения для нескольких подгрупп с определенным объемом наблюдений от соответствующих стандартных значений больше, чем можно ожидать при действии только случайных причин.
Особенностью карт с заданными стандартными значениями является дополнительное требование, относящееся к положению центра и вариации процесса. Установленные значения могут быть основаны на опыте, полученном при использовании контрольных карт без априорной информации, или на заданных стандартных значениях, а также на экономических показателях, установленных после рассмотрения потребности в услуге и стоимости производства, или указаны в технических требованиях на продукцию.
Для определения типа контрольных карт можно воспользоваться диаграммой потока, заметно упрощающей их выбор. Блок-схема диаграммы потока приведена на рис. 1 [5]:
|

Рис. 1. Алгоритм выбора типа контрольной карты.
Рассмотрим кратко характерные черты вышеперечисленных видов контрольных карт.
1.2. Контрольные карты для количественных данных.
Количественные данные представляют собой наблюдения, полученные с помощью измерения и записи значений некоторой характеристики для каждой единицы, рассматриваемой в подгруппе, например длина в метрах, сопротивление в омах, шум в децибелах и т. д.
Контрольные карты для количественных данных имеют следующие преимущества:
а) большинство процессов и их продукция на выходе имеют характеристики, которые могут быть измерены, так что применимость таких карт потенционально широка;
б) измеренное значение содержит больше информации, чем простое утверждение "да - нет";
в) характеристики процесса могут быть проанализированы безотносительно установленных требований. Карты запускаются вместе с процессом и дают независимую картину того, на что процесс способен. После этого характеристики процесса можно сравнивать с установленными требованиями;
г) хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее. Это позволяет в некоторых случаях снизить общую стоимость контроля и уменьшить временной разрыв между производством продукции и корректирующим воздействием.
Для контрольных карт, использующих количественные данные, предполагается нормальное (гауссово) распределение для вариаций внутри выборок, причем отклонения от этого предположения влияют на эффективность карт. Коэффициенты для вычисления контрольных границ выведены при условии нормальности. Поскольку контрольные границы используются только как эмпирические критерии при принятии решений, целесообразно пренебрегать малыми отклонениями от нормальности. Благодаря центральной предельной теореме выборочные средние имеют распределение, приближающееся к нормальному с ростом объема выборки, даже когда отдельные наблюдения не подчиняются нормальному закону.
Для эффективного использования контрольных карт стандартные значения должны быть сопоставимы с присущей процессу изменчивостью. Карты, основанные на таких стандартных значениях, особенно полезны для управления процессами и поддержания однородности продукции на желаемом уровне
Рассмотрим характеристики основных видов контрольных карт по количественным данным.
1) X-карты. Откладываются средние значения выборок с целью контроля отклонения процесса от среднего значения непрерывной переменной, указанного в спецификации.
2) R-карты. Откладываются значения размахов выборок. Служат для определения степени изменчивости (разброса значений) контролируемого показателя относительно среднего значения.
3) M-карты. Карты медиан - альтернатива картам![]() и R-картам для управления процессом с измеряемыми данными. Они обеспечивают аналогичные выводы и имеют определенные преимущества. Такие карты просты в применении и не требуют больших вычислений, что может облегчить их внедрение в производство. Поскольку на карты наносят значения медиан наряду с индивидуальными значениями, карта медиан дает разброс результатов процесса и подробную картину вариаций. Карту медиан строят таким же образом, как и X- и R-карты
и R-картам для управления процессом с измеряемыми данными. Они обеспечивают аналогичные выводы и имеют определенные преимущества. Такие карты просты в применении и не требуют больших вычислений, что может облегчить их внедрение в производство. Поскольку на карты наносят значения медиан наряду с индивидуальными значениями, карта медиан дает разброс результатов процесса и подробную картину вариаций. Карту медиан строят таким же образом, как и X- и R-карты
4) S-карты строятся аналогично вышеперечисленным. Для контроля над степенью изменчивости непрерывной переменной в контрольных картах данного типа рассматриваются значения выборочных стандартных отклонений.
1.3. Контрольные карты по альтернативным признакам.
Альтернативные данные представляют собой наблюдения, фиксирующие наличие или отсутствие некоторых характеристик (или признаков) у каждой единицы рассматриваемой подгруппы. На основе этих данных производится подсчет числа единиц, обладающих или не обладающих данным признаком, или число таких событий в единице продукции, группе или области. Альтернативные данные в общем случае могут быть получены быстро и дешево, для сбора их не требуется специального обучения.
1) p-карты – карты долей несоответствующих единиц продукции, применяются при постоянном и переменном объеме выборки. Строятся на основе биноминального распределения для большого числа единиц продукции и используются, когда появление дефекта нельзя считать редким событием. Отображают относительную частоту дефектов.
2) np-карты – карты числа несоответствующих единиц, применяются при постоянном объеме выборки. Используются для определения годности или дефектности изделия. Строятся аналогично p-картам, на основе биноминального распределения (дефект присутствует в более 5% продукции); отображают число дефектов.
3) с-карты – карты числа несоответствий. Контрольные пределы для данного типа карт рассчитываются на основе распределения Пуассона, исходя из предположения о том, что дефекты контролируемой продукции встречаются относительно редко. Служат для оценки числа дефектов на единицу продукции.
4) u-карты – карты числа несоответствий на единицу продукции (объем выборки переменный). Возможно использование для анализа партий разного объема, поскольку данные карты не требуют постоянного числа единиц контролируемых изделий. Рассчитываются на основе распределения Пуассона, как и с-карты. Отображают относительную частоту дефектов.
В случае контрольных карт для количественных данных принято ведение пары контрольных карт: для управления средним и управления рассеянием, так как исходное распределение предполагается нормальным и зависит от этих двух параметров. При использовании контрольных карт для альтернативных данных достаточно одной карты, так как предполагаемое распределение имеет только один независимый параметр - средний уровень.
1.4. Специальные контрольные карты.
К ним относятся регрессионная контрольная карта, карта Хотеллинга, EWMA-карта, карты Парето, карта кумулятивных сумм и т. д.
1) Регрессионные контрольные карты применяются для исследования взаимосвязи между двумя линейно связанными параметрами производственного процесса при помощи коэффициента корреляции Пирсона. На регрессионной контрольной карте строится линия регрессии, которая выражает линейную взаимосвязь между двумя рассматриваемыми переменными. На карту также наносятся точки данных для всех наблюдений. Вокруг линии регрессии строится доверительный интервал, в который должна попадать определенная доля выборки (например, 95%). Присутствие выбросов на этом графике будет свидетельствовать о том, что для некоторых выборок не соблюдается общая тенденция взаимосвязи, которая характерна для рассматриваемых переменных.
2) Карта Хоттелинга T**2 впервые предложена в 1947 г. Используется, когда исследуется несколько взаимосвязанных характеристик качества, заданных в виде нескольких переменных.
3) EWMA-карта, карта экспоненциально взвешенных скользящих средних, существует с 1960-х гг. и предназначена для оценки изменчивости процесса по экспоненциально сглаженным скользящим средним арифметическим значениям. Используется, когда необходима большая чувствительность к малым возмущениям процесса. EWMA-карта позволяет обнаружить малые сдвиги исследуемых средних значений и, следовательно, ухудшение качества производственного процесса.
4) «Диаграмма Парето – один из семи инструментов контроля качества, являющийся графическим изображением правила Парето; это столбчатая диаграмма, на которой интервалы (столбики) упорядочены по нисходящей линии. На такой диаграмме интервалы могут представлять виды дефектов, их локализацию, ошибки и пр. А высота интервалов (высота столбиков) - частоту возникновения дефектов, их процентное соотношение, стоимость, время и пр. Используется диаграмма Парето при выявлении наиболее значимых и существенных факторов, влияющих на возникновение несоответствий или брака. Это дает возможность установить приоритет действиям, необходимым для решения проблемы. Кроме того, диаграмма Парето и правило Парето позволяют отделить важные факторы от малозначимых и несущественных». [6]
5) КУСУМ-карта предназначена для проверки процесса на отклонение чаще всего от среднего арифметического значения, равного некоторому опорному значению. КУСУМ-карты являются одним из распространенных статистических методов обнаружения изменения показателя качества и установления причин этого изменения. Метод кумулятивных сумм служит визуальным средством обнаружения изменения показателя качества и последующего установления причин этого изменения.
1.5. Замечания по применению контрольных карт.
При применении контрольных карт возможны два вида ошибок: первого и второго рода.
Ошибка первого рода возникает, когда процесс находится в статистически управляемом состоянии, а точка выскакивает за контрольные границы случайно. В результате неправильно решают, что процесс вышел из состояния статистической управляемости, и делают попытку найти и устранить причину несуществующей проблемы.
Ошибка второго рода возникает, когда рассматриваемый процесс не управляем, а точки случайно оказываются внутри контрольных границ. В этом случае неверно заключают, что процесс статистически управляем и упускают возможность предупредить рост выхода несоответствующей продукции. Риск ошибки второго рода - функция трех факторов: ширины контрольных границ, степени неуправляемости и объема выборки. Их природа такова, что можно сделать лишь общее утверждение о величине ошибки.
Система карт Шухарта учитывает только ошибки первого рода, равные 0,3% в пределах границ 3σ. Поскольку в общем случае непрактично делать полную оценку потерь от ошибки второго рода в конкретной ситуации, а удобно произвольно брать малый объем подгруппы (4 или 5 единиц), целесообразно использовать границы на расстоянии ±3σ и сосредоточивать внимание в основном на управлении и улучшении качества самого процесса.
Ниже приведем предварительные замечания перед введением контрольных карт:
1) Выбор показателей качества: основными являются показатели, влияющие на эксплуатационные характеристики продукции или услуги. Статистические методы управления должны быть введены в первую очередь там, где контрольные карты будут помогать в сборе информации о процессе во времени, что позволит корректировать процесс и производить лучшую продукцию или услугу. Показатели качества продукции или услуги должны быть выбраны таким образом, чтобы оказывать решающее влияние на их качество и обеспечить стабильность процессов.
2) Анализ процесса производства проводят для того, чтобы определить:
а) вид и локализацию причин, которые могут возникнуть нерегулярно;
б) влияние вводимых норм;
в) методы и место контроля;
г) все другие существенные факторы, которые могут влиять на процесс производства.
Анализ следует также проводить для определения стабильности производственных процессов, точности производственного и контрольного оборудования, качества производимой продукции или услуги и характера связи между типами и причинами несоответствий.
3) Выбор рациональных подгрупп. В основе контрольных карт лежит идея Шухарта о разделении наблюдений на так называемые "рациональные" подгруппы, внутри которых могут возникнуть вариации, обусловленные только случайными причинами, в то время как различия между ними могут быть обусловлены особыми причинами, которые контрольные карты и должны обнаружить. Следует помнить, что анализ сильно упрощается, если при планировании сбора данных обращать внимание на то, чтобы данные от каждой подгруппы можно было рассматривать именно как отдельную рациональную подгруппу. Необходимо, насколько это возможно, объем подгрупп поддерживать постоянным, чтобы избежать ошибок в пересчетах и интерпретации.
4) Частота и объем подгрупп. Нет общих правил для выбора частоты отбора подгрупп и их объемов. Частота может зависеть от стоимости процедур взятия и анализа выборки, а объем подгрупп - от ряда практических
соображений. Например, большие подгруппы, берущиеся с меньшей частотой, могут обнаружить малый сдвиг среднего процесса более точно, но малые подгруппы, берущиеся чаще, обнаруживают большие сдвиги быстрее. Часто объем подгруппы берется из 4 или 5 единиц, а частота отбора обычно выше в начале работы, чем при достижении состояния статистической управляемости. Обычно 20-25 подгрупп объема 4 или 5 рассматриваются как приемлемые для получения предварительных оценок.
5) Предварительный сбор данных После решения о выборе характеристики (показателя) качества, которую следует контролировать, частоты и объема подгрупп должны быть собраны и проанализированы некоторые первоначальные данные контроля или измерений, чтобы определить предварительные параметры контрольных карт: центральную линию и контрольные границы. Предварительные данные могут быть собраны последовательно, пока не будет получено 20-25 подгрупп при непрерывном ходе производственного процесса. При их сборе важно позаботиться, чтобы процесс не подвергался особым внешним влияниям, таким как изменения в подаче материалов, операциях, режимах станков и т. п. Другими словами, процесс должен быть достаточно стабилен в период сбора предварительных данных.
2. Практическая часть.
2.1. Построение контрольных карт средних значений.
Одним из видов оборудования, производимых в , является бур ледовый ГР-7.
Бур ледовый служит для сверления отверстий, необходимых при измерении толщины ледяного покрова водоемов и водотоков ледомерной рейкой, прилагаемой к буру. Ледовый бур состоит из спирального сверла и коловорота с патроном для крепления сверла. Работа ледового бура основана на принципе сверления льда, для чего буру сообщается вращательное движение посредством коловорота, укрепленного на верхнем конце сверла.
Основными характеристиками бура ГР-7 являются его диаметр, глубина сверления льда, точность отсчета по рейке и др.
Ниже приведены данные по изготовлению партии буров (рис. 2):
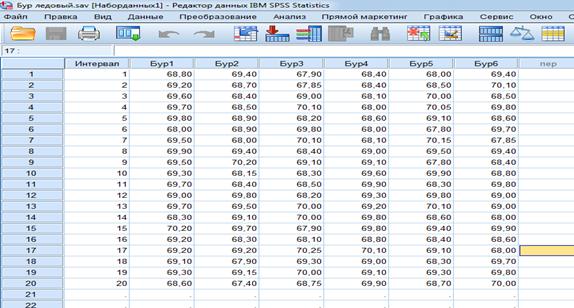
Рис. 2. Измерения диаметров буров ледовых ГР-7.
Изделия производились в течение 20 дней по 6 изделий в день. Контролируемой характеристикой является диаметр бура, который должен быть равен 69±1 мм. В качестве нижней и верхней границ спецификации заданы значения 68 и 70 мм соответственно.
Контрольная диаграмма для средних значений (X-карта) приведена на рис. 3:

Рис. 3. Карта средних значений (X-карта).
Исходя из вышеприведенной диаграммы, можно сделать вывод о том, что процесс находится в статистически управляемом состоянии, так как точки не выходят за пределы верхней и нижней линий, а также не наблюдается тренда к нарушению стабильности процесса. Следовательно, все буры были произведены в соответствии с требованиями спецификации.
В случае, когда процесс нестабилен, наблюдаются множественные выходы за пределы UCL и LCL, свидетельствующие о сбоях в производственном процессе. Такой процесс нуждается в отладке (рис. 4).
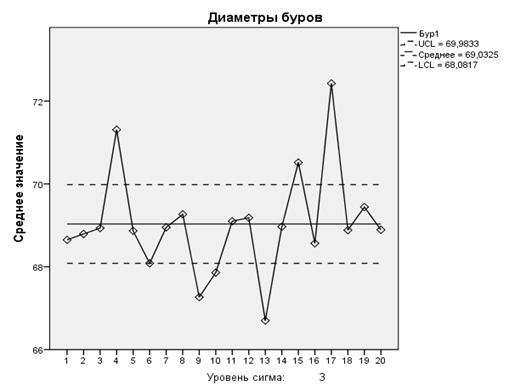
Рис. 4. Нестабильный процесс.
2.2. Индексы возможностей процесса.
К индексам возможностей процесса относятся:
1) CP: общая пропускная способность процесса, измеряемая коэффициентом разности между пределами спецификации и наблюдаемой вариации процесса. Значения CP более или равные 1 указывают возможный процесс. Значения менее 1 указывают, что процесс слишком изменчив. Индекс, обратный CP, называют CR.
2) CpU, CpL: определяют, является ли изменчивость процесса симметричной с использованием расстояния между средним процесса и верхним пределом спецификации или нижним пределом спецификации, масштабированном по сигме возможностей. Если это значение является близким к CP, тогда изменчивость процесса является относительно симметричной.
3) K: измеряет отклонение среднего процесса со средней точки пределов спецификации. Это измерение вычисляется независимо от оцененной сигмы возможностей.
4) CpK: способность процесса, связанная с дисперсией и центрированностью. Это минимум CpU и CpL. Если предоставлен только один предел спецификации, вычисляется и сообщается унилатеральная CpK вместо взятия минимума.
5) CpM: индекс, связанный с сигмой возможностей и разницей между средним процесса и целевым значением.
6) Z-верхнее и Z-нижнее: число сигм возможностей между средним процесса и верхним пределом спецификации (Z-верхнее) или нижним пределом спецификации (Z-нижнее).
7) Z-мин и Z-макс: минимальное число (Z-мин) или максимальное число (Z-макс) сигм возможностей между средним процесса и границами спецификации.
8) Z-вне: оцененный процент вне пределов спецификации. Стандартное нормальное приближение основано на индексах Z-верхнее и Z-нижнее.
Индексы возможностей процесса для вышеприведенных данных по диаметрам буров показаны в табл. 1.
Таблица 1
Статистика процессов
Индексы возможностей | CP | 0,462 |
CpL | 0,484 | |
CpU | 0,440 | |
K | 0,047 | |
CpK | 0,440 | |
CR | 2,163 | |
Z-нижнее | 1,453 | |
Z-верхнее | 1,321 | |
Z-мин | 1,321 | |
Z-макс | 1,453 |
Предполагается нормальное распределение. LSL = 68 и USL = 70. Оценка сигмы возможностей основана на среднем значении диапазонов групп выборки.
Индекс CpM вычисляется при наличии целевого значения. Если задать целевое значение, равное 69 мм, то индекс CpM получится равным 0,461.
2.3. Построение контрольных карт по альтернативному признаку.
После анализа данных о производстве стержней были построены следующие контрольные карты по альтернативному признаку:
1) np-карта:
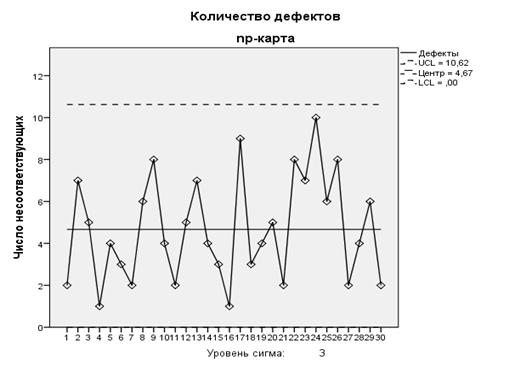
Рис. 4. Карта числа несоответствующих изделий.
Объем выборки равен 100. На приведенном графике можно проанализировать число несоответствующей (дефектной) продукции и сделать соответствующие выводы.
2) p-карта:

Рис. 5. Карта относительной частоты дефектов.
В данном случае карта была составлена для переменного объема выборки. На графике изображена относительная частота появления дефектной продукции. Если она превышает определенное значение, то это значит, что процесс нуждается в отладке и необходимо принять определенные меры по приведению процесса в стабильное состояние.
3) u-карта:
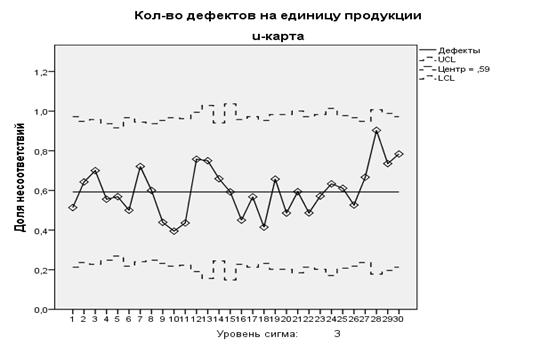
Рис. 6. Карта доли несоответствий.
Карта изображает количество дефектов на единицу продукции. В данном случае видно, что это число довольно велико, следовательно, рекомендуется принять меры по устранению ошибок/сбоев в процессе производства для снижения уровня дефектности изделий.
4) c-карта:

Рис. 7. Карта числа несоответствий.
Данный вид карт применяется для обнаружения общего числа дефектов, а не для определения годности изделия, как это делается в np-картах. В зависимости от величины выборки и количества дефектов делаются соответствующие выводы о состоянии процесса.
2.4. Построение EWMA-карты.
Центральная линия для EWMA-карт рассчитывается как среднее арифметическое наблюдений:
где μ – значение центральной линии, Xi – наблюдаемые значения, а n – количество наблюдений
Расчетное значение (значение, откладываемое на карте) вычисляют следующим образом:
![]()
где Zi – расчетное значение, λ – фактор сглаживания, а Zi-1 – предыдущее расчетное значение.
Наличие расчетного значения предполагает отличие величин, откладываемых на карте, от результатов наблюдений. Тем не менее, это значение тесно связанно с наблюдением, а его отличие призвано сгладить естественную вариацию процесса.
Расчет контрольных пределов карты:
Толщина материала (металла), из которого изготавливаются ледовые буры, согласно требованиям должна находиться в пределах 5±0,5 мм. Построим для данных значений EWMA-диаграмму.
Таблица 2
Данные для построения EWMA-карты.
Интервал | Данные | Расчетные значения |
1 | 5,20 | 5,060 |
2 | 4,70 | 4,952 |
3 | 5,30 | 5,056 |
4 | 4,93 | 5,018 |
5 | 5,01 | 5,016 |
6 | 4,70 | 4,921 |
7 | 5,10 | 4,975 |
8 | 5,01 | 4,985 |
9 | 5,12 | 5,026 |
10 | 5,05 | 5,033 |
11 | 4,96 | 5,011 |
12 | 4,76 | 4,936 |
13 | 4,99 | 4,952 |
14 | 5,13 | 5,050 |
15 | 4,78 | 4,938 |
16 | 5,12 | 4,992 |
17 | 5,26 | 5,073 |
18 | 5,24 | 5,123 |
19 | 5,36 | 5,194 |
20 | 5,21 | 5,199 |
Рис. 8. EWMA-диаграмма.
Кривая показывает EWMA-статистику с течением времени. Исходя из полученной диаграммы, можно сделать вывод, что процесс стабилен, так как все рассчитанные значения EWMA лежат в пределах границ.
EWMA-диаграмма служит для обнаружения малейших отклонений исследуемых величин от центральной линии. На графике можно наблюдать восходящую линию тренда за последние 5 измерений, что свидетельствует о возможном нарушении процесса. Поэтому рекомендуется провести наблюдение за состоянием процесса и при необходимости предпринять соответствующие действия.
ЗАКЛЮЧЕНИЕ
Контрольные карты Шухарта играют важную роль в производстве любого вида продукции и являются незаменимым инструментом управления качеством процессов, главной проблемой которых предстает изменчивость. Использование контрольных карт Шухарта и их постоянный анализ ведут к лучшему пониманию и совершенствованию производственных процессов. Их основная задача - выявление особых причин изменчивости в ходе технологического процесса за анализируемый период. И как раз благодаря этим картам можно построить эффективный процесс контроля качества производимой продукции и тем самым достигнуть успехов в деятельности предприятия.
Библиографический список
1) , . Проблемы применения статистических методов контроля и управления качеством. – Томск : Вестник науки Сибири, 2011 - 203 с.
2) , . Исследование эффективности работы контрольных карт Шухарта. – М. : Стандарты и качество, 2010 – 19 с.
3) Статистические методы управления качеством по моделям стандартов ISO 9000 в системе TechnologiCS. – М. : CADmaster, 2014 – 13 с.
4) Государственный стандарт Российской Федерации ГОСТ Р 50779-99 «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1». 1999 – 2 с.
5) К. Бемовски, Б. Стрэттон. Как создать совершенный бизнес. – М., 2006 – 37 с.
6) Семь инструментов качества. - М. : справочник, 2014.
7) Statsoft [Электронный ресурс]. Режим доступа: http://www. statsoft. ru/home/textbook/modules/stquacon. html
8) [Электронный ресурс]. Режим доступа:
http://www.
