


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тема 3. МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
1. Классификация методов управления качеством
2. Характеристика простых инструментов (методов) контроля качества
3. Эволюция методов управления качеством
1. Классификация методов управления качеством
Метод – совокупность правил, приемов, операций освоения деятельности.
Методы управления качеством — способы и приемы, с помощью которых субъекты управления воздействуют на организацию для достижения поставленных целей в области качества.
Управление качеством в социальных системах осуществляется следующими методами:
Экономические методы управления - создание экономических условий, побуждающих работников и коллективы предприятий систематически повышать и обеспечивать необходимый уровень качества.
Организационно-распорядительные методы осуществляются посредством обязательных для исполнения директив, приказов, указаний руководства и других документов, направленных на повышение и обеспечение необходимого уровня качества.
Социально-психологические методы влияют на социально-психологические процессы, протекающие в трудовых коллективах, для достижения целей в области качества. К ним в области менеджмента качества могут быть отнесены:
· моральное стимулирование высокого качества результатов труда;
· приемы улучшения психологического климата (ликвидация конфликтов, подбор и обеспечение психологической совместимости сотрудников);
· формирование мотивов трудовой деятельности персонала, направленных на достижение требуемого качества;
· сохранение и развитие традиций предприятия по обеспечению необходимого качества и др.
Указанные методы предполагают прямое воздействие менеджеров на работников и коллектив с целью обеспечения необходимого уровня качества выпускаемой продукции.
Для получения информации, необходимой для управления качеством, и ее последующего применения используются информационно-статистические методы управления качеством. Эти методы подразделяются на 2 группы:
1) методы получения информации о качественных и количественных характеристиках продукции;
2) методы обработки и анализа полученной информации. Это - методы математической статистики или инструменты контроля качества. Наиболее распространены из них 7 простых инструментов (методов) контроля качества. Основное их назначение — контроль протекающего процесса и предоставление участнику процесса фактов для корректировки и улучшения процесса.
2. Характеристика простых инструментов (методов) контроля качества
Семь основных («простых») инструментов контроля качества - это набор простых графических методов, которые были определены как наиболее полезные для решения повседневных вопросов, связанных с качеством. Они называются основными, потому что даже люди с недостаточной квалификацией или без статистической подготовки будут в состоянии понять эти принципы и применить их в своей повседневной работе. Последовательность применения семи методов может быть различной в зависимости от цели, которая поставлена перед системой. Их применение помогает решить 95 % всех проблем, возникающих на производстве.
1) Контрольный листок, лист сбора данных применяется для сбора первичной информации, для облегчения дальнейшего использования собранной информации и ее анализа. Предназначен для регистрации возникающих событий. Представляет собой бумажный бланк, на котором заранее напечатаны контролируемые параметры. Например, график температуры больного - один из возможных типов контрольных листков.
Заполнение листка сводится к добавлению в соответствующую ячейку вертикального штриха при наступлении того или иного события. Первые четыре события отмечаются вертикальными штрихами, а каждое пятое - горизонтальной чертой, пересекающей первые четыре штриха. Таким образом, каждая связка черточек обозначает 5 событий.
На рисунке приведен пример листа сбора данных, в котором регистрировались жалобы покупателей молочной продукции на отдельные виды несоответствий в разные дни недели.
|
2) Гистограмма - это диаграмма в виде столбцов, на которой графически показано изменение какой-либо величины с учетом частоты распределения. Это визуальное изображение распределения. Применяют для наглядного представления тенденции изменения наблюдаемых значений, позволяющий зрительно оценить закон распределения статистических данных.
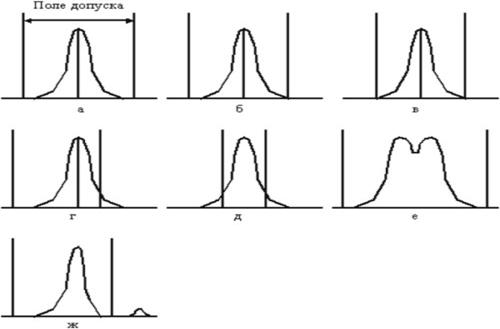
При исследовании гистограммы можно выяснить, в удовлетворительном ли состоянии находятся партия изделий и технологический процесс.
Если:
а) форма распределения симметрична, то имеется запас по полю допуска, центр распределения и центр поля допуска совпадают — качество партии в удовлетворительном состоянии;
б) центр распределения смещен вправо, то есть опасение, что среди изделий в партии могут находиться дефектные изделия, выходящие за верхний предел допуска;
в) центр распределения расположен правильно, однако ширина распределения совпадает с шириной поля допуска. Есть опасения, что при рассмотрении всей партии появятся дефектные изделия. Необходимо исследовать точность оборудования, условия обработки и т. д. либо расширить поле допуска;
г) центр распределения смещен, что свидетельствует о присутствии дефектных изделий.
д) ситуация аналогична предыдущей, аналогичны и меры воздействия;
е) в распределении 2 пика. Объясняется это либо тем, что сырье было 2-х разных сортов, либо в процессе работы была изменена настройка станка, либо в партию соединили изделия, обработанные на 2-х разных станках;
ж) и ширина, и центр распределения — в норме, однако незначительная часть изделий выходит за верхний предел допуска и, отделяясь, образует обособленный островок. Возможно, эти изделия — часть дефектных, которые вследствие небрежности были перемешаны с доброкачественными в общем потоке технологического процесса. Необходимо выяснить причину и устранить ее.
3) Схема Исикавы (причинно-следственная диаграмма) позволяет выявить и систематизировать различные факторы и условия, оказывающие влияние на рассматриваемую проблему (на показатели качества).
Схема была предложена профессором Токийского университета Каору Исикава в 1953 г. при анализе различных мнений инженеров. Иначе схему называют диаграммой "рыбий скелет". Она состоит из показателя качества, характеризующего результат и факторных показателей.
Построение диаграмм включает следующие этапы:
1. выбор показателя, характеризующего качество изделия (процесса и т. д.);
2. выбор главных причин, влияющих на показатель качества ("большие кости");
3. выбор вторичных причин ("средние кости");
4. выбор (описание) причин, которые влияют на «средние кости»;
5. ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Все возможные (основные категории причин) классифицируются по принципу 5М.
1. Man (Человек) - причины, связанные с человеческим фактором.
2. Machines (Машины, оборудование) - причины, связанные с оборудованием. Любое оборудование, компьютеры, инструментарии и т. д., необходимые для выполнения работы.
3. Materials (Материалы) - причины, связанные с материалами - сырье, детали, ручки, бумага и т. д., используемые для производства конечного продукта.
4. Methods (Методы) - причины, связанные с технологией работы, с организацией процессов, такие как стратегии, процедуры, правила, инструкции и законы.
5. Measurements (Измерения) - причины, связанные с методами измерения.
4. Диаграмма рассеивания (корреляции) - графическое отображение отношения между переменными величинами, связанными между собой. Слово «корреляция» (correlation) означает соотношение, соответствие.
Диаграмма призвана обнаружить принцип, по которому изменяется условно зависимая переменная величина при изменении значения независимой переменной. Инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
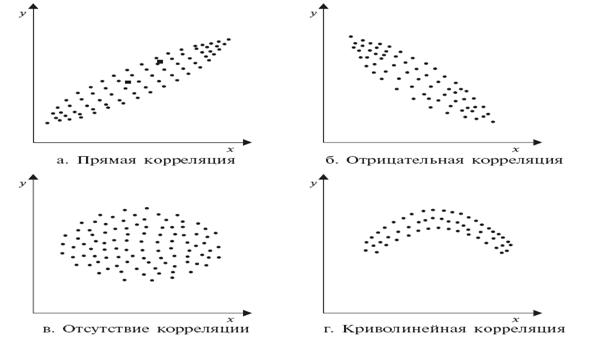
На рисунке показаны различные варианты диаграмм рассеивания. В случае:
а) можно говорить о положительной корреляции (с ростом x увеличивается у);
б) проявляется отрицательная корреляция (с ростом x уменьшается у);
в) говорят об отсутствии корреляции, при росте x у может как расти, так и уменьшатьс;.
г) представлена очевидная нелинейная (экспоненциальная) зависимость.
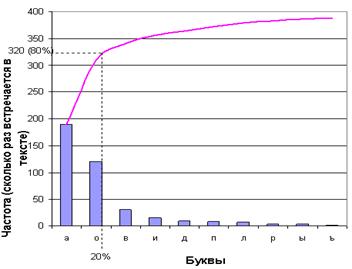
5) Диаграмма Парето позволяет выявить основные причины, оказывающие наибольшее влияние на возникновение той или иной ситуации и распределить усилия для разрешения проблем качества. Принцип Парето гласит, что 20% причин порождает 80% следствий. Другими словами, из всех возможных причин всего лишь 20% являются особенно значимыми, так как они влияют на результаты, которые составляют 80% от всего количества.
Этот принцип назван так в честь итальянского экономиста Вильфредо Парето, который в конце XIX-го века обратил внимание на тот факт, что 80% итальянского капитала сосредоточено в руках 20% населения Италии. Позднее справедливость этого правила была подтверждена наблюдениями и последующими подсчетами результатов в различных отраслях жизни. Таким образом, сосредоточив свое воздействие на 20% причин, мы оказываем влияние на 80% последствий.
Например, если взять произвольный текст и посчитать, сколько раз в нем встречается каждая буква, то с большой долей вероятности окажется, что буквы, составляющие 20% алфавита, образуют около 80% всего текста.
|
арето
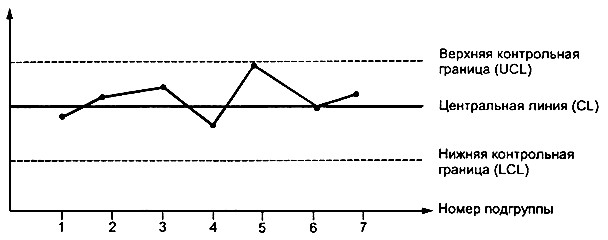
6. Контрольные карты — инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. Представляет собой особый вид диаграммы. Точками на карте обозначаются результаты измерений показателя качества. Если точки, наносимые на контрольную карту, не входят за границы регулирования, то технологический процесс протекает стабильно. Если точки на карте выходят за контрольные границы (за их пределами находится зона брака), то в технологическом процессе возникли какие-то погрешности, которые должны быть выявлены и устранены. Каждый выход за контрольные границы должен фиксироваться и тщательно анализироваться.
 Контрольные карты основываются на положениях:
Контрольные карты основываются на положениях:
- все процессы с течением времени отклоняются от заданных характеристик;
- отклонения отдельных точек являются непрогнозируемыми;
- стабильный процесс изменяется случайным образом, но так, что группы точек стабильного процесса имеют тенденцию находиться в прогнозируемых границах;
- нестабильный процесс отклоняется в силу неслучайных факторов, и неслучайными обычно считаются те отклонения, которые находятся за пределами прогнозируемых границ.
7. Стратификация (расслаивание). Это метод расслаивания статистических данных, т. е. группировка данных в зависимости от условий их получения и обработка каждой группы данных в отдельности. Данные, разделенные на группы, называют слоями (стратами), а сам процесс разделения на слои (страты) — расслаиванием (стратификацией).
Этот инструмент позволяет произвести селекцию данных, отражающую требуемую информацию о процессе. Например, данные, относящиеся к изделию, производимому в цехе на рабочем месте, могут различаться в зависимости:
· от исполнителя — квалификация, пол, стаж работы;
· от используемого оборудования — новое/старое, марка, конструкция;
· от материала — место производства сырья, фирма-производитель, партия;
· от способа производства — температура, технологический прием и т. д.
Для осуществления расслоения применяют метод 5М (Man, Machines, Materials Methods, Measurements). Однако пользоваться этим методом не так просто. Иногда расслаивание по, казалось бы, очевидному параметру не дает ожидаемого результата. В этом случае нужно продолжить анализ данных по другим возможным параметрам в поисках решения возникшей проблемы.
3.ЭВОЛЮЦИЯ МЕТОДОВ УК
Развитие теории и практики управления качеством наглядно можно представить следующим образом

Исторически методы управления качеством можно разделить на следующие периоды.
Фаза отбраковки
Она началась вместе с ремеслом и вошла в практику отдельных мастеров, которые проверяли свою собственную работу, мастеров, которые наблюдали за работой подмастерьев, покупателей, которые тщательно перебирали изделия, чтобы сделать покупку. Цеховые организации средневековых городов, если выражаться современным языком, сертифицировали мастеров - присуждали звание мастера после серьезных испытаний качества изделия. Каждое изделий было индивидуальным.
В 70х гг. XIX века в оружейном производстве (заводы Сэмюэля Кольта) родилась идея стандартного качества - изделия собирались не из подогнанных друг к другу деталей, а из случайно выбранных из партии, то есть взаимозаменяемых деталей. Перед сборкой эти детали проверялись с помощью калибров, и негодные отбраковывались. Контроль и отбраковку осуществляли специально обученные контролеры.
Выдающийся вклад в развитие этой фазы внесли американские автомобилестроители - Генри Леланд (основатель фирмы "Кадиллак") и Генри Форд.
Леланд впервые применил в автомобильном производстве работу по калибрам и придумал пару "проходной" и "непроходной" калибр. В марте 1908 г. эксперты Британского автомотоклуба отобрали случайным образом 3 экземпляра из экспортной партии автомобилей "Кадиллак", прибывшей в Англию, и разобрал их до последнего винтика. Все детали свалили в кучу, а затем кое- какие детали из этой кучи изъяли и заменили запчастями, позаимствованными наугад в местном агентстве по продаже и обслуживанию автомобилей "Кадиллак". Потом группа механиков, вооруженная только отвертками и гаечными ключами, собрала машины заново и запустила моторы. Две машины завелись с первой попытки, а одна - со второй, и все они отправились на длительную обкатку по только что сданному в эксплуатацию автодрому Бруклэндс. И когда вновь собранные машины подтвердили полную идентичность своих ходовых характеристик параметрам автомобилей заводской сборки, Британский автомотоклуб выдал фирме "Кадиллак" диплом и серебряный кубок с надписью "За стандартизацию". После этого на табличке с гербом фирмы на автомобилях "Кадиллак" появилась надпись "Standart of the world" - образец для подражания для всего мира.
Форд применил сборочный конвейер и ввел вместо входного контроля комплектующих на сборке выходной контроль на тех производствах, где эти комплектующие изготавливались, то есть на сборку стали поступать только годные, качественные изделия. Он также создал отдельную службу технического контроля, независимую от производства.
Тейлор, соратник Г. Форда, предложил концепцию научного менеджмента, включившую системный подход, кадровый менеджмент, идею разделения ответственности между работниками и управленцами в обеспечении качественной и эффективной работы организации, идею научного нормирования труда. Он разработал основные идеи иерархической структуры управления организацией, которые в окончательном виде сформулировали Анри Файоль и Макс Вебер. Благодаря деятельности и Г. Форда была создана концепция организации машинного производства (производственная система Форда - Тейлора), которая в основных чертах просуществовала до настоящего времени и является моделью организации производства большинства современных предприятий. Только в 70-е годы ей на смену стала приходить другая концепция (производственная система Тойота).
Основу концепции обеспечения качества этой фазы можно сформулировать так:
"Потребитель должен получать только годные изделия, т. е. изделия, соответствующие стандартам. Основные усилия должны быть направлены на то, чтобы не годные изделия (брак) были бы отсечены от потребителя".
Последовательное воплощение в жизнь этой концепции привело уже в 20-е годы к тому, что численность контролеров в высокотехнологичных отраслях (авиационная, военная промышленность) стала составлять до 30 - 40% от численности производственных рабочих, иногда и более. В рамках этой концепции повышение качества всегда сопровождается ростом затрат на его обеспечение.
Фаза управления качеством
Эта фаза начинается с 20х гг. ХХ века как попытка если не разрешить, то ослабить противоречие, свойственное предыдущей фазе. Точкой отсчета считаются работы, выполненные в отделе технического контроля фирмы Вестерн Электрик, США.
В мае 1924 г. сотрудник отдела доктор Шухарт передал своему начальнику короткую записку, которая содержала метод построения диаграмм, известных нынче по всему миру как контрольные карты Шухарта. Статистические методы, предложенные Шухартом, дали в руки управленцев инструмент, который позволил сосредоточить усилия не на том, как обнаружить и изъять негодные изделия до их отгрузки покупателю, а на том, как увеличить выход годных изделий в техпроцессе.
Одним из замечательных достижений практики управления качеством стало создание аудиторской службы по качеству, которая в отличие от отделов технического контроля занималась не разбраковкой продукции, а путем контроля небольших выборок из партий изделий проверяла работоспособность системы обеспечения качества на производстве.
Ядром концепции обеспечения качества на этой фазе стало: основные усилия следует сосредоточить на управлении производственными процессами, обеспечивая увеличение процента выхода годных изделий".
Внедрение концепции обеспечения качества в практику позволило значительно повысить эффективность производства при достаточно высоком качестве изделий и услуг, что создало условия для формирования глобального рынка товаров и услуг. В то же время, росло понимание того, что каждый производственный процесс имеет определенный предел выхода годных изделий, и это предел определяется не процессом самим по себе, а системой, то есть всей совокупностью деятельности предприятия, организации труда, управления, в которой этот процесс протекает.
Фаза менеджмента качества
Начало фазы менеджмента качества принято отсчитывать с 1950 г. Поворотным событием стало выступление с лекциями перед ведущими промышленниками Японии американского специалиста Эдвардса Деминга. За 12 лекций доктор Деминг встретился с сотнями ведущих менеджеров японских фирм. Им, а также жураном, другим американцем, также приглашенным в порядке правительственной технической помощи в Японию, была разработана программа, основной идеей которой было: "Основа качества продукции - качество труда и качественный менеджмент на всех уровнях, то есть такая организация работы коллективов людей, когда каждый работник получает удовольствие от своей работы".
Программа базировалась уже не на совершенствовании только производственных процессов, а на совершенствовании системы в целом, на непосредственном участии высшего руководства компаний в проблемах качества, обучении всех сотрудников компаний сверху донизу основным методам обеспечения качества, упора на мотивацию сотрудников на высококачественный труд. Основное место заняла концепция "0 дефектов".
Именно благодаря последовательному осуществлению идей Деминга, Джурана и Каори Ишикавы Япония, страна, более чем бедная природными ресурсами и разоренная войной, стала одной из богатейших стран мира.
Фаза планирования качества
Эта фаза стала зарождаться в середине 60-х гг. как развитие идей предыдущей фазы в направлении более полного удовлетворения запросов потребителей. Необходимость развития этой фазы связана с развитием мирового рынка товаров и услуг, резким обострением конкуренции на этом рынке и политикой государственной защиты интересов потребителей.
Данный период связан с одной стороны, с развитием теории надежности изделий, с другой стороны, с широким внедрением вычислительной техники и автоматических систем в процессе разработки изделий. Основой концепции новой фазы стали:
1) большая часть дефектов изделий закладывается на стадии разработки из-за недостаточного качества проектных работ;
2) перенос центра тяжести работ по созданию изделия с натурных испытаний опытных образцов на математическое моделирование свойств изделий, а также моделирование процессов производства изделий, что позволяет обнаружить и устранить конструкторские и технологическое дефекты еще до начала стадии производства;
3) место концепции "0 дефектов" заняла концепция "удовлетворенного потребителя";
4) высокое качество необходимо предоставить потребителю за приемлемую цену, которая постоянно снижается, т. к. конкуренция на рынках очень высока.
Основные идеи новой фазы высказаны в работах Генити Тагути, доктора Мицуно, в научных разработках компаний "Тойота" и "Мицубиси". Тагути предложил функцию потерь качества, разработал методику планирования промышленных экспериментов.
Можно сказать, что именно на этой фазе обеспечения качества сложился менеджмент качества в его современном понимании.
Основной вклад в развитие 3-4 фаз, внесли:
Кросби (Crosby, Philip B.) - в 1964 г. предложил программу "0 дефектов"; являлся в течение многих лет вице-президентом компании ITT, был президентом американского общества по управлению качеством (ASQS).
Деминг (Deming W. Edwards) - один из ведущих специалистов по статистическим методам обеспечения качества. В 1950 г. получил приглашение от японского союза ученых и инженеров (JUSE) принять участие в программе восстановления японской промышленности. Там он предложил программу менеджмента качества из 14 пунктов, разработал принцип постоянного улучшения качества, которые произвели революцию в японской промышленности. В его честь JUSE в 1951 г. учредил очень престижную ежегодную премию его имени. С 1980 г. американская ассоциация статистики также присуждает премию имени Деминга. Деминг был одним из наиболее известных в мире консультантов в области менеджмента качества, автор более 200 книг в этой области, почетный доктор десятков американских университетов. Умер в 1995 г.
Фейгенбаум (Feigenbaum Armand V.) - разработал принципы тотального управления качеством и параллельного (одновременного) инжиниринга; более 10 лет проработал в General Electric, затем основал собственную консалтинговую фирму General Systems Company. Эта фирма - один из мировых центров консультаций в области менеджмента качества.
Исикава (Ishikawa, Kaori) - придумал "круг качества", предложил диаграммы "причины - следствие" (диаграмма Исикавы), разработал концепцию управления качеством, в котором участвует весь коллектив предприятия. С начала 50 - х годов принимал активнейшее участие в программе JUSE по качеству. Явлется одним из разработчиков новой концепции организации производства, воплощенной на фирме "Тойота".
Джуран (Juran, Joseph M.) - разработал принцип "триад качества"; является одним из ведущих бизнес - консультантов в области качества.
ПРАКТИЧЕСКИЕ ЗАДАНИЯ
1. Составьте причинно-следственную диаграмму Исикавы для проблемы «Опоздания на занятия» в нашей группе. Определите состав главных факторов/причин («большие кости») и подфакторов («средние» и «мелкие» кости). Главное при построении схемы - обеспечить правильную соподчиненность и взаимозависимость факторов. Можно воспользоваться предложенным самим Исикавой правилом «пяти М».
2. Определите инструмент контроля качества. Сделайте вывод по нему.

3. Ответьте на вопросы тестов.
1. Для сбора первичной информации применяется:
а) гистограмма;
в) контрольный листок;
с) диаграмма рассеивания.
2. Для наглядного представления тенденции изменения контролируемого параметра качества применяется:
а) диаграмма Парето;
в) гистограмма;
с) причинно-следственная диаграмма.
3. Для определения вида связи между характеристикой качества и влияющим на нее фактором используют:
а) диаграмма рассеивания;
в) метод стратификации;
с) причинно-следственная диаграмма.
4. Для определения тесноты связи между характеристикой качества и влияющим на нее фактором применятся:
а) диаграмма рассеивания;
в) метод стратификации;
с) причинно-следственная диаграмма.
5. Для выявления и разделения факторов, влияющих на качество продукции, используется:
а) диаграмма Парето;
в) контрольная карта;
с) метод стратификации.
6. В сфере производства для осуществления стратификации применяется:
а) 5Р;
в) 5М;
с) причинно-следственная диаграмма.
7. Распределить усилия для разрешения проблем качества и выявить основные причины, позволяет:
а) причинно-следственная диаграмма;
в) диаграмма Парето;
с) контрольный листок.
8. Отслеживать ход протекания процесса и воздействовать на него, предупреждая отклонения от установленных требований, дает возможность:
а) контрольная карта;
в) контрольный листок;
с) метод стратификации.
9. Выявить и систематизировать различные факторы и условия, оказывающие влияние на рассматриваемую проблему (на показатели качества), позволяет:
а) контрольный листок;
в) контрольная карта;
с) причинно-следственная диаграмма.
10. Инструменты контроля качества основаны на применении методов:
а) логистики;
в) математической статистики;
с) диалектики.
