

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Автоматическая Сварочная Каретка Инструкция
Модель:HIT-8SS
 |
АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ КАРЕТКА
www.aurora-online.ru
HIT-8SS А Автоматическая Сварочная Каретка
Руководство
1、ПЛАН
1-1 ПРЕИМУЩЕСТВА КАРЕТКИ HIT-8SS
1-2 ОСОБЕННОСТИ
1-3 СТАНДАРТНАЯ УПАКОВКА
1-4 ПРИМЕРЫ ПРИМЕНЕНИЯ В ТАБЛИЦАХ
2、УСТАНОВКА ПОДКЛЮЧЕНИЯ И ПРОЦЕСС СВАРКИ
2-1 ПОДГОТОВКА К СВАРКЕ
2-2 УСТАНОВКА
2-3 ПРОЦЕСС СВАРКИ
2-4 ПАНЕЛЬРАБОТЫ КАРЕТКИ
3、ОБСЛУЖИВАНИЕ
4、ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
4-1 ПОДГОТОВКА К СВАРКЕ
4-2 ПРОЦЕСС СВАРКИ
1 ПЛАН
1-1 ПРЕИМУЩЕСТВА КАРЕТКИ HIT-8SS
1) Легкий вес. Благодаря своему небольшому объему и весу аппарат достаточно мобилен и легок при работе в различных ситуациях.
2) Возможность работы. Обладая высоким потенциалом безопасной эксплуатации - изделие оснащено четырьмя колесами.
3) Простота использования. Благодаря автоматизации аппарата для работы достаточно нажать на кнопку пуска и сварки запуститься автоматически.
4) Сварочная каретка оснащена электродвигателем, который позволяет производить непрерывное перемещение по всей протяженности сварочного шва.
5) Сокращение числа работников. Один рабочий может работать с 3-5 каретками в одно и то же время, в связи с тем, что каретки оснащены функцией автоматической остановки и датчиком обнаружения.
6) Позволяет минимизировать затраты на сварочные работы.
7) Не требует специальной подготовки сварщика. Оборудование обладает минимальным размером и небольшим весом, а также простота в работе в автоматическом режиме, таким образом, новичок может выполнить работу лучше, чем опытный сварщик.
8) Горелка сварочной каретки HIT-8SS располагается в середине с одной стороны каретки.
9) Вы можете осуществлять двустороннюю сварку в одно и то же время.
10) Возможно использование для сварки встык.
11) Используйте для сварки трубы большого диаметра, минимальный диаметр для сварки - 250 мм.
12) Каретка может сваривать в обоих направлениях. (Вперед и назад)
1-2 ОСОБЕННОСТИ
Модель | HIT-8SS |
Входное напряжение(В) | AC 220~DC 24 |
Скорость (мм/мин) | 0~900 |
Вес(Кг) | 8 |
Мощность(Вт) | 22 |
Сила притяжения (Кг) | 25 |
Диапазон регулировки горелки | Вверх/вниз, лево/право 50 мм |
Регулировка угла горелки | 360 |
Размер (мм) | 215×275×250 |
1-3 СТАНДАРТНАЯ УПАКОВКА
No. | Описание | Кол-во |
1. | Каретка HIT-8SS(с блоком управления) | 1набор |
2. | Безопасный источник постоянного тока мощностью 24В (AC220V to DC24V) | 1шт. |
3. | Входной корд x 3м | 1шт. |
4. | Соединительный корд x 20м | 1шт. |
5. | Триггер кабель x 5м | 1шт. |
6. | Инструкция | 1шт. |
7. | Держатель горелки 1056 | 1шт. |
1-4 ПРИМЕРЫ ПРИМЕНЕНИЯ В ТАБЛИЦАХ
 |  |
 |
 |
 |
(1) Каретка работает в горизонтальном положении, двойные стороны сварки.
(2) Сварка H балки, работать в горизонтальном положении, одна горелка.
(3) Структура U сварки, каретка работает в горизонтальном положении, односторонняя сварка.
(4) Круглый шов сварки горизонтального хода, минимальный радиус 800мм.
(5) Плоский внахлест для толстого листа.
2. УСТАНОВКА ПОДКЛЮЧЕНИЯ И ПРОЦЕСС СВАРКИ
2-1 ПОДГОТОВКА К СВАРКЕ
А. Поступление питания для каретки.
Б. Подача проволоки.
С. Контроль поступления питания AC 220В.
Д. HIT-8SS Авто-каретка.
Е. Газ CO2.
2-2 УСТАНОВКА
А. Подключение питания AC 220V к блоку сетевого питания.
Б. Подключите DC 24В от блока источника питания к каретке HIT-8SS (ссылка. График 2).
C. Подключите шнур переключателя горелки к каретке HIT-8SS.
Д. Отрегулируйте положения для сварки, в том числе сварочное напряжение / ток, зафиксируйте сварочную горелку и отрегулируйте ее угол.
Е. Очистите грязь на дороге в области работы каретки.
2-3 ПРОЦЕСС СВАРКИ
А. Здесь предполагается, что источник питания каретки HIT-8SS был подключен правильно, и лампа L1 горит.
Б. Выберите направление работs каретки переключателем, N4: FOR. / REV.
В. Выберите метод осуществления работы каретки, N5: RUN / OFF / AUTO
Г. Отрегулируйте скорость движения каретки HIT-8SS, через ручку N1: СКОРОСТЬ (SPEED).
Д. Выберите положение переключателя сварочной горелки, N2: WELD / OFF.
Е. Нажмите "START" кнопка N7, сварка начнется, каретка заработает,: Нажмите "STOP" нажав кнопку N6, дуга погаснет и каретка остановится.
2-4 ПРОЦЕСС СВАРКИ
Скорость работы горелки.
Шкала ручки | Скорость работы(мм/мин) |
1. | 80 |
2. | 160 |
3. | 300 |
4. | 440 |
5. | 580 |
6. | 740 |
7. | 820 |
8. | 900 |
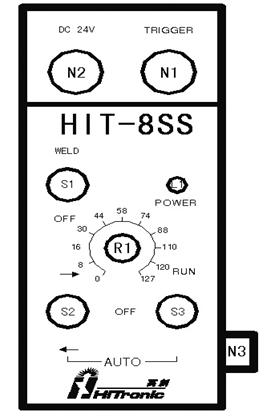
ПАНЕЛЬ РАБОТЫ КАРЕТКИ
|
R1: Скорость
S1: Сварка вкл\выкл
S2: Направление движения
S3: Автоматическая сварка вкл\выкл
L1: Индикатор включения
N1: разъем для подключения горелки
N2: Разъем для подключения блока питания 24В
 |
|
3. ОБСЛУЖИВАНИЕ
--Пожалуйста, выполняйте периодически осмотр каретки, чтобы убедиться в ее корректной работе.
<1> Депонирование грязи?
Удалите грязь на блоке управления, горелке, переключателях и т. д.
<2> Является ли металлическая пыль депонированием?
Удалить металлическую пыль по верху, с сопла, с части для перемещения, подвижной части и т. д.
<3> Ослабляются ли винт зажима горелки и направляющий рычаг?
Это может стать причиной не желательной формы обрабатываемой поверхности или причиной нестабильного хода аппарата.
<4> Разрушаются ли разъемы, кабели, шланги, горелка?
Проверьте надежность подключения кабеля, проводов.
4. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
4-1 ПОДГОТОВКА К СВАРКЕ
- Сигнальная лампа питания блока управления не загорается.
Причина неисправности | Контрмеры |
|
1 Проблемы контрольного кабеля. 2. Расплавление предохранителя в блоке управления. 3 AC 110В поступление питания не осуществляется. | 1. Замените контрольный кабель. 2. Замените предохранитель. 3. Проверьте поступление питания и мощность. | |
4-2 ПРОЦЕСС СВАРКИ
(1) При нажатии на кнопку "WELD START" (начало сварки), дуга не продувает.
Причина неисправности | Контрмеры |
|
1. "Weld / non-weld" переключатель выбран "non-weld". 2. Проблема в контакте проводов. 3. Проблема в кнопке "weld start". | 1. Выберите “weld”. 2. Замените провода. 3. Проверьте и замените кнопку “weld start”. | |
(2) КОГДА КНОПКА "WELD START" НАЖАТА, КАРЕТКА НЕ НАЧИНАЕТ ХОД.
Причина неисправности | Контрмеры |
1) Проблема в части вождения. 2) Проблема в кнопке " weld start ". | 1. Проверьте и отремонтируйте двигатель, печатную плату. 2. Проверьте и отремонтируйте кнопку «weld start». |
(3) Необходимая позиция горелки не устанавливается.
Причина неисправности | Контрмеры |
Винт зажима горелки установлен не плотно. | Проверьте и подтяните винт. |
1 Резкий ход каретки
Причина неисправности | Контрмеры |
Депонирование металлической пылью и грязью. | Почистить и заменить масло. |
2 Каретка останавливается в режиме автоматической сварки.
Причина неисправности | Контрмеры |
1) Расплавление предохранителя. 2) Герметичность кабелей. | 1) Замените предохранитель. 2) Проверьте кабель. |
3 При нажатой кнопке “WELD STOP”, дуга работает.
Причина неисправности | Контрмеры |
1) Проблема в кнопке “weld stop”. 2) “Crater/non-crater” переключатель на источнике питания для сварки стоит в положении “crater”. | 1) Проверьте и замените кнопку “weld stop”, обратитесь в сервис. 2) Установите положения переключателя на “non-crater”. |
