
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ОСОБЕННОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ И МИКРОТВЕРДОСТИ АМОРФНОГО МЕТАЛЛИЧЕНСКОГО СПЛАВА Fe75Ni2Si10B13
1, 1, 1, 1, 1, 1, 1, 1
1ФГАОУ ВО «Дальневосточный федеральный университет,
E-mail: *****@***ru
Проведено исследование характера изменения микротвёрдости быстрозакалённого сплава Fe75Ni2Si10B13 по ширине фольги от края к центру. Выявлено оптимальное значение нагрузки для образца – 0,5Н. Обнаружено образование зоны деформирования, наблюдается ступенчатая деформационная структура с радиально расходящимися деформационными полосами.
Многокомпонентные аморфные сплавы, полученные методами быстрой закалки из жидкого состояния, обладают механическими свойствами, существенно превосходящими свойства кристаллических материалов. Характерной отличительной чертой для аморфных сплавов является высокая прочность, близкая к теоретически возможному пределу, а также достаточно высокие пластичность и вязкость разрушения [1]. Получение информации о природе структурных неоднородностей таких быстрозакаленных сплавов, характере морфологии спиннингованных лент необходимо для определения физических и механических свойств данных материалов. В данной работе представлено исследование микротвердости спиннингованной ленты Fe75Ni2Si10B13.
Образцы в виде ленты толщиной около 20 мкм и шириной 20 мм были получены методом закалки из расплава. Исследование механических свойств проведено с использованием микротвердомера. Микротвердость измерялась на микротвердомере Shimadzu HMV-G по методу микро-Виккерса. Контроль отпечатков микроиндтентора производился на растровом электронном микроскопе Carl Zeiss Ultra.
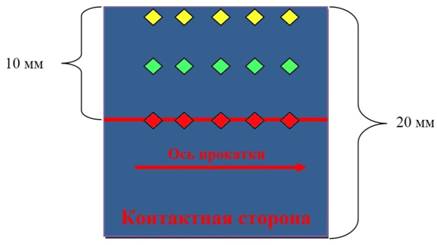
Рис. 1. Принципиальная схема измерения микротвердости, где (цветом выделены различные серии испытаний)
Измерение микротвёрдости производилось тремя сериями как показано на Рис.1. Первая серия у края (желтые метки), вторая - на расстоянии 5 мм от первой (зеленые метки) и третья - по центру фольги (красные метки). В каждой серии проводилось по 10 тестов поверхности с нагрузками 0,25Н, 0,5Н и 1Н (рис. 2а) всего 30 измерений в серии. Затем на микротвердомере в полуавтоматическом режиме производилось измерение микротвёрдости по отпечатку. На последнем этапе осуществлялся контроль формы и размеров отпечатков с помощью растрового электронного микроскопа, а также производился пересчет значения микротвёрдости по формуле указанной в документации микротвердомера:
![]() (1)
(1)
Где HV – значение микротвёрдости (по Виккерсу), F – испытательная нагрузка в Ньютонах нагрузка при испытаниях [Н], d – среднее из диагональных длин отпечатка в миллиметрах среднее значение диагонали отпечатка [мм].
|
|
Рис. 2. РЭМ - изображения фольги Fe75Ni2Si10B13 а) типичный вид отпечатков при нагрузках 0,25Н, 0,5Н и 1Н сверху вниз, соответственно, б) вид отпечатка при нагрузке 1Н
После проведения измерений на стадии контроля были выбраны пробы которые удовлетворяют условиям указанным в ГОСТ Р 8.748— 2011 (ИСО 14577-1:2002) дальнейшие расчеты производились только по ним. При этом наблюдалась интересная закономерность, среднее значение микротвредости для разных нагрузок в пределах серии одинаково, однако для нагрузки в 0,5Н количество “хороших” проб не меньше, а зачастую и больше (см. таблицу 1), чем при нагрузках в 0,25Н и 1Н.
Таблица 1 Процент “хороших” проб в серии для различных нагрузок
0,25Н | 0,5Н | 1Н | |
1-я серия | 33% | 78% | 33% |
2-я серия | 60% | 90% | 70% |
3-я серия | 60% | 60% | 40% |
Таким образом, т. к. все три нагрузки показывают одинаковое значение микротвёрдости, а для 0,5Н процент хороших проб наибольший, то можно утверждать, что данное значение нагрузки является оптимальным.
Рис. 3. График распределения микротвёрдости по ширине образца, где по оси Х: 1-край образца (желтые метки на рис. 1), 2- четверть ширины образца (зеленые метки на рис. 1), 3 – центр образца (красные метки на рис. 1).
| |
| |
Рис. 4. РЭМ - изображения фольги Fe75Ni2Si10B13 а) вид отпечатка при наличии полос сдвига, б) высота ступени сдвига
Судя по полученным данным, микротвёрдость по ширине фольги меняется волнообразно, согласно графику на рис. 3, что, возможно, связано с особенностями процесса изготовления аморфных металлических фольг. Это позволяет говорить об изменении механических свойств от края фольги в направлении перпендикулярном оси прокатки.
В результате воздействия механической нагрузки на поверхность, образуются зоны пластической деформации, наблюдается ступенчатая деформационная структура (рис. 4.). В центре области индентирования создается максимальное деформирование, связанное с гетерогенной деформацией [2], проявляющейся в виде полос сдвига, расходящихся от отпечатка. Выявлено, что в процессе деформирования при всех нагрузках характерно формирование ступенек сдвига (рис. 2, 4), которые соответствуют выходу на поверхность полос сдвига [2], деформационные полосы расходятся радиально. Установлено, что высота ступенек может достигать 80нм.
Л И Т Е Р А Т У Р А
1. , Молотилов и механические свойства аморфных сплавов. М.: Металлургия, 1992.
208с.
2. , , Федоров и пластичность аморфных сплавов при микроиндентировании // Фундаментальные проблемы современного материаловедения – 2005 – Т.2. №4 – С. 13–16.
