
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Золу, молотый известняк, нитрит натрия, тиосульфат натрия супсрпластификатор С-3 из складов по линии подачи транспортируются в расходные бункера. Ингредиенты дозируют в соответствии с требуемым составом брикет-добавки и подают в вакуум-пресс, в котором готовится тестообразная пластичная масса.
Тесто с помощью шнекового винта уплотняется и продвигается к выходному отверстию мундштука, установленному в головке пресса. Полученный брус разрезается на брикеты. Масса мелиоранта в виде брикета, как правило, рассчитана на улучшение качества бетонной смеси и отвердевшего бетона при определенном модульном расходе цемента, например один брикет на 100 кг цемента.
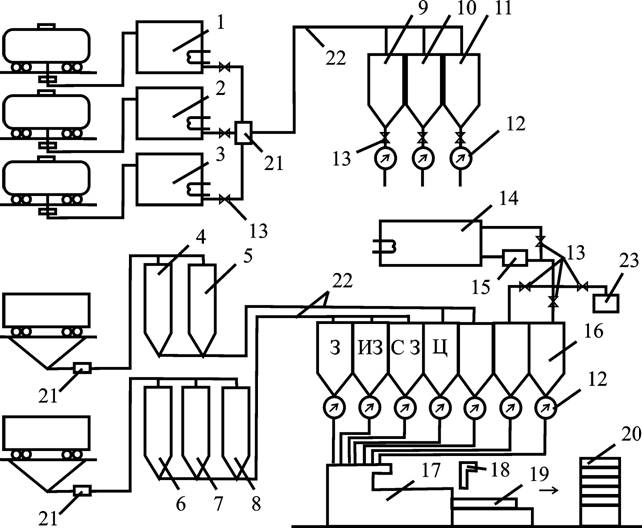
1-3 – приемные устройства с емкостями для хранении технических лигносульфонатов, соапстока, кубовых остатков синтетических жирных кислот (КОСЖК); 4-8 – силосы для хранения золы, известняка-порошка, портландцемента, нитрита натрия, тиосульфата натрия, суперпластификатора С-3; 9-11 – расходные бункера в отделении приготовления эмульсий ГПД или КОД-С; 12 – дозатор; 13 – вентиль или задвижка; 14 – смеситель с подогревом; 15 – диспергатор тина РПА; 16 – расходные бункера в отделении приготовления брикетов; 17 – ленточный вакуум-пресс; 18 – устройство опудривания брикетов; 19 – линия твердения брикетов; 20 – склад и линия отпуска брикетов потребителю; 21 – насос; 22 – линия подачи компонентов брикет-добавки; 23 – емкости для хранения и отпуска ГПД или КОД-С.
Рисунок 5 – Принципиальная технологическая схема приготовления мелиоранта способом пластического формования
Перед применением мелиоранты пластического формования необходимо предварительно разрушить с помощью ультразвука или механического воздействия (вальцы), затем распустить в барбортируемой емкости с водой. Полученную водную суспензию гидрофобизирующей добавки вводят в бетонную смесь с водой затворения.
Необходимость разрушения агломерированных мелиорантов перед употреблением можно отнести к недостаткам таких добавок, в связи с чем разработан способ приготовления добавки в виде гранулированного порошка (фракция от 0,1 до 5 мм).
В основе реализации способа грануляции добавок из жидких компонентов лежит процесс их естественного высыхания на сильно развитой поверхности минеральных частиц золы-уноса [5, 9, 16, 17].
На практике зола-унос, имеющая развитую поверхность до 4000 см2/г, обеспечивает интенсивное испарение воды при совмещении с водным раствором добавки. Продолжительность испарения воды из гранулированного порошка до влажности 5-8% составляет 6-8 часов. По мере удаления влаги из водного раствора гидрофобизирующей добавки происходит адсорбция органических ингредиентов добавки на поверхности золы с образованием сферических толстых оболочек, которые склеивают между собой зерна минерального наполнителя (рисунок 6).
При затворении водой гранулированной добавки совместно с составляющими бетонной смеси происходит роспуск (разрушение) гранул и процесс десорбции органической части добавки с зерен золы. Опытами установлено, что до 94-96% органических ингредиентов десорбируют с зерен золы, что обеспечивает в дальнейшем реализацию в цементных системах функциональных проявлений каждой конкретной добавки. Зола же в этом случае играет двойную роль: во-первых, при изготовлении гранулированной добавки частицы золы выступают в роли трегера (носителя) органической части модификатора, во-вторых, в бетоне включения золы становятся структурным элементом цементного камня. Следует отметить, что выбору золы в качестве трегера предшествовали опыты по исследованию адсорбционных и десорбционных свойств минеральных материалов: кварцевого песка, молотого известняка и золы-уноса (таблица 7).
|
|


зола, склеенная органической частью гидрофобизирующей добавки
Рисунок 6 – Микрофотографии гидрофобизирующей добавки в виде гранул, платино-угольная реплика
Таблица 7 – Адсорбционные свойства минеральных компонентов гранулированных добавок
Добавка | Адсорбент | Адсорбция, Г/100 с |
С-3 | кварцевый песок | 0,120 |
С-3 | молотый известняк | 0,350 |
С-3 | зола-унос | 0,090 |
соапсток | кварцевый песок | 0,80 |
соапсток | молотый известняк | 0,200 |
соапсток | зола-унос | 0,006 |
Из таблицы 7 видно, что лучшим минеральным носителем органических ингредиентов в гранулированной добавке является зола-унос, которая благодаря своим минимальным адсорбционным свойствам, обеспечивает реализацию экономичного производства гранулированной добавки и способа ее применения при изготовлении эффективных цементных материалов. Общие требования к агломерированным добавкам приведены в таблице 8.
Таблица 8 – Общие требования к агломерированным добавкам
Показатели | Брикет (таблетка) | Порошок |
Размеры агломерата, мм | 100x50x40 (30) | Не более 5 |
Структурная прочность, % | 27 | Не нормируется |
Предел прочности при сжатии, МПа | Не менее 0,2 | - |
Влажность (отпускная), % по массе | Не более 10 | 3-8 |
Время роспуска, с | Не более 45 | Не нормируется |
Пластификация, мм | Не менее 123 | |
Гидрофобность, мин | Не менее 5 |
Готовая продукция поставляется потребителю в контейнерах, затаренная в резинокордовые или полиэтиленовые мешки (можно в крафт-мешки или картонные ящики). Масса мешка 20-25 кг. Развитие энергосберегающих технологий в производстве различных видов строительных материалов повлекло за собой увеличение объема перерабатываемых порошков, которые состоят из множества индивидуальных твердых частиц размером не более нескольких сот микрон (как правило, до 10-4 м). Термодинамическая неустойчивость порошков, их способность к взаимодействию и структурообразованию определяют характер таких технологических процессов как перемешивание, транспортирование и других, способность порошков к слеживаемости, их агрегируемость, прочность образующихся агломератов.
Прочность дисперсно-связанных структур на несколько порядков выше. Они формируются в результате уплотнения свободно-дисперсных систем и представляют собой, как правило, компактные тела (комья, гранулы, брикеты).
Дисперсно-связанные коагуляционные структуры представлены системой жидкость-твердое, состоящей из твердых частиц сырьевой смеси и ограниченного количества воды. Они формируются либо при добавлении строго определенного количества воды к порошку (грануляция, брикетирование), либо при удалении избытка влаги (сушка или фильтрация шлама). Прочность этих структур обеспечивается не только молекулярными, но и капиллярными силами, что обуславливает существенное ее повышение.
Конденсационные структуры формируются только при воздействии температуры как следствие химических реакций между компонентами с образованием новых соединений. В результате коагуляционные контакты переходят в прочные фазовые.
Приведем наиболее важные аспекты приготовления в гранулированной отпускной форме комплексных гидрофобизирующих модификаторов типа КМФ и ГКМ, составы которых приведены в таблице 9 [61, 62].
Таблица 9 – Составы гранулированных комплексных гидрофобизирующих добавок
Наименование ингредиентов | Содержание ингредиента, % по массе | |
КМФ | ГКМ | |
Кислая смолка | 10,0-15,0 | – |
Сульфированные меламинформальдегидные соединения (СМФС) | – | 10,0-30,0 |
Соапстоки растительных масел | 10,0-30,0 | 5,0-10,0 |
Зола-унос | 28,0-52,0 | 20,0-25,0 |
Триэтаноламин | – | 0,30-0,50 |
Тонкодисперсный резиновый порошок | 18,0-19,0 | 0,8-1,0 |
Вода, % | Остальное до 100% |
Основные технологические операции показаны в таблице 10 и рисунке 7.
Расходные емкости для хранения: 1 – СМФС; 2 – кислой смолки; 3 – соапстока; 4 – зола-уноса; 5 – тонкодисперсного резинового порошка (ТДРП); 6 – триэтаноламина; 7 – воды; 8 – вентили; 9 – дозаторы; 10 – смеситель с подогревом; 11 – гомогенизатор (диспергатор) марки РПА; 12 – питатель; 13 – гранулятор барабанный; 14 – подсушка; 15 – линия подачи готовых гранул на склад; 16 – склад готовой продукции
Рисунок 7 – Принципиальная технологическая схема приготовления гранулированных комплексных модификаторов типа КМФ и ГКМ
Таблица 10 – Основные технологические операции
Наименование операции | Тип модификатора | |
КМФ | ГКМ | |
Дозирование гидрофобизирующего и гидрофилизирующего ПАВ в соотношении 1:1 (2:1) | + | + |
Совмещение ПАВ в термобункере при температуре 60-70°С в течение 1 мин (5 мин) | + | + |
Приготовление прямой эмульсии с помощью РПА 3 мин | + | + |
Совмещение прямой эмульсии с ТДРП с помощью РПА в течении 1-2 мин | + | + |
Совмещение полученной дисперсии с ускорителем в РПА | + | + |
Совмещение дисперсии с золой в грануляторе | + | + |
Подсушка | – | + |
Складирование | + | + |
Примечание. знак "+" – операция выполняется; "–" – операция не выполняется |
Роль технологической связки в агломератах выполняет прямая эмульсия гидрофобно-пластифицирующих ПАВ. Технологическая схема приготовления гранулированных комплексных гидрофобизирующих модификаторов типа КМФ и ГКМ приведена на рисунке 7.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 |
