

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Государственное бюджетное профессиональное образовательное учреждение
«ВОРОНЕЖСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ»
МЕТОДИЧЕСКИЕ ИНСТРУКЦИИ
для выполнения практических работ
МДК 01.01 Теоретические основы организации контроля качества и испытаний
Специальность: 27.02.02 Техническое регулирование и управление качеством
Разработал
Преподаватель:
г. Воронеж, 2016
Практическая работа №1
Тема работы: Определение качества поковок
Цели работы:
- ознакомиться с основными требованиями, предъявляемым к поковкам из углеродистой и легированной стали и методами определения их качества;
- ознакомиться с различными видами дефектов поковок;
-научиться осуществлять контроль качества и испытания продукции, работ и услуг.
Теоретическое обоснование работы
Поковка – полуфабрикат или деталь, полученная методом ковки или горячей штамповки. Процесс ковки позволяет получать поковки с высокими механическими свойствами и самых различных форм, размеров и массы. Примерами тяжелых поковок являются валы корабельных двигателей и другие крупные детали. Исходным материалом для изготовления поковок могут служить слитки, обжатые болванки (блюмсы), кованые или катаные заготовки, а также заготовки с установок непрерывной разливки стали (УНРС) и различные виды проката. Поковки должны изготовляться в соответствии с требованиями стандарта по чертежам, утвержденным в установленном порядке, и нормативно-технической документации на конкретную продукцию. На поверхности поковок не должно быть трещин, заковов, плен, песочин. На необрабатываемых поверхностях поковок допускаются вмятины от окалины и забоины, а также пологая вырубка или зачистка дефектов при условии, что глубина указанных дефектов не выходит за пределы наименьших допускаемых размеров поковок.
Поковки по видам испытаний разделяются на группы, указанные в таблице 1.
Таблица 1
Группа поковок | Виды испытаний | Условия комплектования партии | Сдаточные характеристики |
I | Без испытаний | Поковки стали разных марок | - |
II | Определение твердости | Поковки партии, прошедшей одинаковую термическую обработку | Твердость |
III | Определение твердости | Поковки партии, прошедшей одинаковую термическую обработку | Твердость |
IV | 1.Испытание на растяжение; 2.Определение ударной вязкости; 3.Определение твердости | Поковки партии, прошедшей одинаковую термическую обработку | Предел текучести; относительное сужение; ударная вязкость |
V | 1.Испытание на растяжение; 2.Определение ударной вязкости; 3.Определение твердости | Принимается индивидуально каждая поковка | Предел текучести; относительное сужение; ударная вязкость |
Режим термической обработки устанавливается предприятием-изготовителем.
Вид, объем, нормы и методы испытаний указываются в чертеже поковки.
Размеры поковок должны учитывать припуски на механическую обработку, допуски на размеры и технологические напуски для поковок, изготовляемых ковкой на прессах по ГОСТ7062-79, изготовляемых ковкой на молотах по ГОСТ 7829-70 и изготовляемых горячей штамповкой по ГОСТ 7505-74, а также напуски на пробы для контрольных испытаний. За толщину (диаметр) поковки принимают ее расчетное сечение под термическую обработку. Химический состав поковок должен соответствовать стандартам на марки сталей.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й
Поковки группы I:
Гр. 1 ГОСТ 8479-70.
Поковки группы II (III) с твердостью НВ 143-179:
Гр. II (III) НВ 143-179 ГОСТ 8479-70.
Поковки группы IV (V) с категорией прочности КП 490:
Гр. IV (V) КП 490 ГОСТ 8479-70 и т. д.
Каждая поковка должна быть подвергнута внешнему осмотру без применения увеличительных приборов, если по условиям заказа не предусмотрен другой метод контроля. Для каждой группы поковок за исключением группы I устанавливается объем обязательных испытаний, указанный в таблице 1.
При получении неудовлетворительных результатов механических испытаний хотя бы по одному из показателей по нему производятся повторные испытания удвоенного количества образцов, взятых от той же партии поковок.
Если после повторного испытания получены положительные показатели, вся партия поковок считается годной.
Если после повторного испытания хотя бы один из образцов дает неудовлетворительные показатели, партию поковок допускается подвергать повторной термической обработке.
Число повторных термических обработок не должно быть более двух.
Затем проводится проверка макроструктуры поковок с целью определения наличия дефектов. Поковки не должны иметь флокенов, усадочной рыхлости, отсутствие которых гарантируется предприятием-изготовителем. Поковки, в которых обнаружены вышеуказанные дефекты, бракуются, а все остальные поковки данной партии могут быть признаны годными только после индивидуального контроля.
Рассмотрим основные дефекты макроструктуры поковок.
Трещины
Рисунок 1 Различные виды ковочных трещин
Скворечники
Скворечники (свищи) - пустоты, дыры, различной величины и формы, чаще одиночные по длине раската слитка.
Образуются путем раскрытия и неполного заваривания внутренних поперечных термических трещин.
При осмотре поверхности заготовок могут не обнаруживаться.

Рисунок 2 Свищ (скворечник)
Внутренние разрывы
Внутренние разрывы - многочисленные поперечные надрывы, расположенные цепочкой вдоль оси заготовки.
Отличаются от скворечников меньшими размерами, большим количеством, извилистым контуром и кристаллической структурой поверхности разрушения.
Образуются при недостаточном давлении для деформации середины слитка, характерны для стали с высоким сопротивлением деформации и малой скоростью рекристаллизации.

Рисунок 3 Внутренние разрывы
Черновины
Черновины (трещины, надрывы) - в виде рыхлой, сильно травящейся внутренней зоны или отдельных темных пятен, часто сопровождаются одной или двумя трещинами - разрывами, параллельными граням слитка. В продольном изломе выявляются в виде нарушений сплошности металла - рыхлости; при малой степени развития - в виде полос с крупнозернистой структурой и надрывами.
Дефекты пережога при нагреве и разрушения при деформации внутренней зоны заготовок.
Рисунок 4 Черновины в поперечном сечении
Изломы перегретых деталей
Нафталинистый и камневидный изломы - результат сильного перегрева металла перед деформацией или при термической обработке.
Нафталинистым классифицируется плоскостной излом с характерным блеском в сечении крупных зерен, различно отражающих свет. Камневидным классифицируется матовый излом по границам крупных или мелких зерен, вскрывающих их огранку. В отличие от нафталинистого излома отражательная способность граней зерна слабо зависит от направления освещения.

Рисунок 5 Нафталинистый излом
Камневидный излом показан на рисунке 6

Рисунок 6 Камневидный излом
Перегрев металла возникает вследствие кратковременного превышения температуры ковки и может быть исправлен последующей нормализацией с соблюдением температурного режима.
Наиболее опасным является пережог металла, возникающий вследствие длительного превышения максимальной температуры ковки. При этом происходит окисление зерен металла с последующим разрушением его по границам зерен (рисунок 7).
Рисунок 7 Пережог металла
Перегрев металла характеризуется специфической структурой, указанной на рисунке 8.
Рисунок 8 Перегрев металла
Рисунок 9 Ковочные трещины от пережога
Контрольные вопросы:
1.Что называется поковкой?
2.Как разделяются поковки по видам испытаний?
3.Кем устанавливается режим термической обработки поковок и какое число полных термических обработок может быть применено к партии поковок?
4. Как поступают в случае, если после повторного испытания хотя бы один из образцов дает неудовлетворительные результаты?
5. Какие испытания должна пройти партия поковок с условным обозначением Гр. IV (V) КП 490 ГОСТ 8479-70 и какие сдаточные характеристики должны быть представлены?
6. Какие основные требования предъявляются к макроструктуре поковок?
Список использованных источников:
1. Материаловедение и технология металлов: Учебник / , . – М.: Издательство Оникс, 2007-624с;
2.ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
3.ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры.
Порядок выполнения работы:
1.Записать тему и цели работы в тетрадь.
2.Ознакомиться с теоретическим обоснованием работы и ответить на контрольные вопросы.
3.Выполнить предложенные ниже задания.
Задание №1
Дайте характеристику следующим дефектам ковки, укажите причины их появления:
-ковочные трещины;
-надрывы;
-перегрев и пережог;
-внутренние разрывы;
-черновины.
Изобразите данные дефекты в тетради.
Задание №2
Классифицируйте дефекты, изобразите их в тетради:

№1 №2 №3
Практическая работа №2
Тема работы: Определение глубины цементованного слоя
Цели работы:
- ознакомиться с назначением и правилами контроля цементованного слоя стали;
-научиться осуществлять контроль качества и испытания продукции, работ и услуг.
Теоретическое обоснование работы
Цементацией называют процесс насыщения поверхностного слоя стали углеродом. Различают два вида цементации: твердыми углесодержащими смесями (карбюризаторами) и газовую.
Целью цементации является получение твердой и износостойкой поверхности и сравнительно мягкой сердцевиной деталей. Цементации подвергают золотники, втулки, зубчатые колеса, толкатели клапанов, червяки, кулачковые валы и пр. Для цементации используют низкоуглеродистые стали (0,12-0,23 % С). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщенная углеродом, сохраняла свою высокую вязкость после закалки. Цементация деталей осуществляется после механической обработки с припуском на шлифование 0,05-0,10 мм или после окончательной обработки. Диффузия углерода в сталь возможна только в случае, если он находится в атомарном состоянии, которое получается диссоциацией газов, содержащих углерод (СО, СН4 и т. д.), которая происходит при высоких температурах (выше точки Ас3).
В качестве твердого карбюризатора обычно применяют смесь древесного угля с углекислыми солями, являющимися активизаторами (ВаСО3 и т. д.).
В качестве газового карбюризатора используют смесь углеводородов (метан, этан, пропан, бутан и др.) и окиси углерода.
Детали, подлежащие цементации, укладывают в стальные или чугунные ящики попеременно с карбюризатором. Крышки ящиков для герметичности обмазывают огнеупорной глиной, затем ящики помещают в печь. Время нагрева рассчитывают из соотношения 7-9 мин на каждый сантиметр ящика. Температура обычно составляет 930-9500 С. Имеется тенденция повышать температуру цементации до 9700 С и выше. После цементации ящики охлаждают на воздухе до Т=450-5000 С, затем открывают. Проверяют слой цементации после закалки путем просмотра его с помощью микроскопа или по твердости.
Цементованный слой имеет переменную концентрацию углерода по глубине. Поверхностная зона (1), в которой углерода больше 0,8-0,9 %, имеет структуру перлит + цементит (заэвтектоидная зона); затем следует зона с содержанием углерода 0,8 % – эвтектоидная зона)(2) со структурой перлит, наконец – доэвтектоидная зона (3), содержащая углерода менее 0,7 %, плавно переходящая в сердцевину. Ее микроструктура представляет собой перлит+феррит.
За эффективную толщину цементованного слоя принимают сумму заэвтектоидной, эвтектоидной и половины переходной (доэвтектоидной) зон или глубину распространения контрольной твердости свыше определенного значения.
Толщина цементованного слоя обычно составляет 0,5-1,8 мм.
Газовая цементация имеет ряд преимуществ. Этот способ позволяет полностью автоматизировать весь процесс, затрачивается меньше времени.
Порядок выполнения работы:
1.Записать тему и цели практической работы в тетрадь.
2.Ознакомиться с теоретическим обоснованием работы и ответить н контрольные вопросы.
3.выполнить предложенное задание.
Контрольные вопросы:
1. Что называется цементацией?
2.Для чего применяется цементация?
3. Какие стали подвергают цементации? Почему выбираются такие стали?
4.В какой среде производится науглероживание? Приведите примеры науглероживающих веществ.
5.Что принимается за эффективную глубину цементованного слоя?
Задание
Изучите и изобразите в тетради микроструктуру цементованного слоя, представленного на рисунке 1. Укажите на эскизе все три зоны цементации. Заполните таблицу отчета, представленную в приложении А.
Рисунок 1. Цементованный слой стали марки 18 ХГТ
Список использованных источников:
1.Материаловедение и технология металлов: Учебник / , . – М.: Издательство Оникс, 2007-624 с..
2.Афанасьев обработка металлопродукции: Лабораторный практикум. – Электросталь: ЭПИМИСиС, 2011г – 241 с..
Приложение А
Форма протокола определения глубины цементованного слоя стали
Марка стали | |
Содержание углерода | |
Присутствие легирующих элементов | |
Эффективная глубина цементованного слоя | |
Глубина заэвтектоидной зоны и примерное содержание углерода в ней | |
Глубина эвтектоидной зоны и примерное содержание углерода в ней | |
Глубина доэвтектоидной зоны и примерное содержание углерода в ней | |
Микроструктура | |
Заэвтектоидная зона | |
Эвтектоидная зона | |
Доэвтектоидная зона |
На фотографии (рисунок 1) микроструктура цементованного слоя представлена в масштабе 50:1. Для определения эффективной глубины слоя необходимо провести измерение зон линейкой, учитывая масштаб микрофотографии.
Практическая работа №3
Тема работы: Определение качества сварного соединения
Цели работы:
- ознакомиться с основными видами дефектов сварного соединения, причинами их появления и методами контроля;
-научиться осуществлять контроль качества и испытания продукции, работ и услуг.
Теоретическое обоснование работы
Сваркой называют технологический процесс получения неразъемных соединений заготовок посредством установления межатомных связей между свариваемыми частями. Сварочные процессы применяют для изготовления сварных конструкций, исправления брака литья и восстановления изношенных деталей. При нарушении технологии процесса сварки, при неправильном выборе сварочных материалов, при низкой квалификации исполнителей в сварном соединении появляются дефекты, которые могут привести к поломке соединения и даже к аварии.
Контроль сварочных соединений проводится на каждом этапе технологии их изготовления. Сначала проводят предварительный контроль материалов и заготовок. При этом устанавливают, удовлетворяют ли сертификационные документы заводов-поставщиков требованиям, предъявляемым к данному сварному соединению. Осматривают поверхности основного металла, сварочной проволоки, электродов; определяют их химический состав и механические свойства. Перед сваркой проверяют сборку заготовок, соответствует ли форма и габариты требованиям чертежа, правильно ли подготовлены сварочные кромки. При изготовлении ответственных конструкций сваривают контрольные образцы, которые потом подвергают всем основным испытаниям. По результатам испытаний оценивают качество сварного шва и квалификацию сварщиков, допущенных к сварке этой конструкции.
Механические испытания сварных соединений предусматривают статические испытания на растяжение и изгиб с целью определения прочности и пластичности сварного шва. Также для ответственных соединений определяют и ударную вязкость металла шва и околошовной зоны.
Металлографические исследования проводят на макро - и микрошлифах сварного шва.
Стойкость против образования трещин определяют путем сварки технологических проб или проведения специальных механических испытаний соединения в процессе сварки.
Текущий контроль за процессом сварки используется для проверки соблюдения параметров сварочного режима, исправности работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и измеряют их геометрические размеры. Замеченные отклонения устраняют непосредственно в процессе дальнейшей сварки.
Окончательный контроль готовых сварных соединений проводится в следующей последовательности:
-внешний осмотр для выявления поверхностных дефектов и обмера сварных швов;
-испытания на плотность (для сварных емкостей и трубопроводов);
-магнитный контроль;
-радиографическое просвечивание (рентгеновское или гамма-лучами);
-ультразвуковой контроль, который используется в комбинации с радиографическим для надежности обнаружения всех внутренних дефектов.
Гидравлическое и пневматическое испытания используют для определения течи и неплотности в швах. При гидравлических испытаниях сварные емкости заполняют водой с избыточным давлением, а при пневматических испытаниях емкость заполняют сжатым воздухом. Заполненную емкость помещают в воду или смазывают мыльным раствором. По появлению пузырьков судят о неплотности шва.
При испытании керосином емкость смазывают с одной стороны керосином, с другой – мелом. При наличии трещин и непроваров на меловой поверхности появляются темные пятна керосина. Благодаря высокой проникающей способности керосина можно обнаружить трещины размером в несколько микрометров.
Магнитный контроль основан на намагничивании сварных соединений и обнаружении полей магнитного рассеяния в дефектных участках. Изделие намагничивают и на поверхность шва наносят порошок железных опилок. По скоплению порошка обнаруживают дефекты сварного шва.
Радиографическое просвечивание основано на различном поглощении рентгеновских лучей участками металла с дефектами или без дефектов. При просвечивании рентгеновские лучи проходят через исследуемый шов и попадают на пленку, которую затем проявляют. На пленке дефектные участки шва отличаются по интенсивности потемнения от основного фона. С помощью специальных эталонных снимков определяют вид и размер дефектов шва.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. При отражении от бездефектного участка шва и дефекта мы получим разные сигналы, которые зарегистрирует прибор.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают разрушающие и неразрушающие методы контроля.
К разрушающим методам относятся металлографический метод, механические испытания сварных швов.
К неразрушающим методам относятся радиографический, ультразвуковой, магнитный методы, а также методы течеискания и пневматические испытания.
Сварные соединения считаются качественными, если в них нет недопустимых дефектов и их механические свойства соответствуют требованиям, предъявляемым условиями работы узлов или конструкций. Поэтому контроль качества сварного соединения и своевременное обнаружение и исправление дефектов сварки является важной задачей.
Дефекты в сварных соединениях бывают внешние и внутренние. Внешние дефекты обнаруживаются визуально или с применением универсального измерительного инструмента. Внутренние дефекты можно обнаружить только применением инструментальных методов неразрушающего или разрушающего контроля. Рассмотрим основные дефекты сварных соединений. Классификацию дефектов сварных соединений регламентирует ГОСТ 30242-97. Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения.
К основным внешним дефектам относят наплывы, подрезы, наружные непровары, поверхностные трещины и поры (рис.1 а-г).
К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и другие не выходящие на поверхность дефекты (рис.1 д-ж).
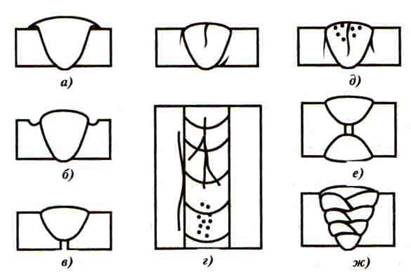
Рисунок 1 Дефекты сварного шва
Контрольные вопросы:
1.В каких целях проводится контроль сварных соединений?
2.Какие основные виды контроля сварочных работ Вы знаете?
3.Какие группы дефектов Вы знаете?
4.Какие дефекты обнаруживаются внешним осмотром?
5.Какой способ контроля применяют для обнаружения внешних дефектов?
Порядок выполнения работы:
1.Записать тему и цели работы в тетрадь.
2.Ознакомиться с теоретическим обоснованием работы и ответить на контрольные вопросы.
3.Изобразить в тетради основные виды дефектов сварного шва.
4.Изучить изображения основных дефектов сварного соединения и выписать их названия в тетрадь в виде таблицы.
5.Изучить основные методы контроля дефектов сварного соединения.
6.Выполнить предложенные ниже задания.
Список использованных источников:
1. Герасименко сварки. – Ростов н/Д: Фенкис, 2014 -321 с.
2. Материаловедение и технология металлов: Учебник / , . – М.: Издательство Оникс, 2007-624 с.
3. ГОСТ 30242-97. Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения.
Задание №1
Указать последовательность операций при проведении контроля стыкового сварного соединения, представленное на рисунке 2.
Рисунок 2 Стыковое сварное соединение
Задание №2
Расположить в таблице представленные виды контроля:
измерение твердости;
ультразвуковой контроль;
механические испытания;
магнитографический контроль;
капиллярный контроль;
коррозионные измерения;
течеискание;
металлографическое исследование шва.
Разрушающие методы | Неразрушающие методы |
Задание №3
Распределите в таблице методы контроля:
проверка исправности сварочной аппаратуры;
проверка сборки деталей под сварку;
проверка соблюдения сварщиком технологического процесса;
проверка марки и химического состава металла;
проверка квалификации сварщика;
измерительный контроль (обмер и осмотр сварного шва);
испытание на плотность;
радиационный контроль шва.
Предварительный контроль | Контроль в процессе сварки | Контроль готового соединения |
Задание №4
Определите, каким способом можно обнаружить следующие дефекты сварного шва:
-непровар между валиками многослойного сварного шва;
-появление течи в сварном резервуаре для хранения кислоты;
-наплыв на поверхности сварного шва;
-хрупкость металла шва и околошовной зоны.
