

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
|
3. Абразивная лента для шлифования
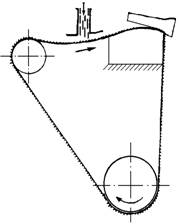 Бесконечная абразивная лента хороша для шлифования деталей со сложными криволинейными поверхностями. Привести ленту в движение относительно обрабатываемой детали не сложно. Привод такой же, как у ременной передачи. Нужен механизм натяжения, чтобы лента плотно прилегала к обрабатываемой поверхности. Однако абразивная лента намного уступает по прочности ремню, и давить на нее обычным натяжным роликом нельзя - порвется. Сформулируйте противоречие, попробуйте использовать один из приемов разрешения технических противоречий.
Бесконечная абразивная лента хороша для шлифования деталей со сложными криволинейными поверхностями. Привести ленту в движение относительно обрабатываемой детали не сложно. Привод такой же, как у ременной передачи. Нужен механизм натяжения, чтобы лента плотно прилегала к обрабатываемой поверхности. Однако абразивная лента намного уступает по прочности ремню, и давить на нее обычным натяжным роликом нельзя - порвется. Сформулируйте противоречие, попробуйте использовать один из приемов разрешения технических противоречий.
Подсказка: 1) Применение принципа УНИВЕРСАЛЬНОСТИ (объект выполняет несколько функций) позволит не использовать другие объекты.
2) Ресурс: при ленточном шлифовании применяется смазочно-охлаждающая жидкость ( СОЖ ).
Вероятное решение. Предложено СОЖ применять в качестве нажимного механизма. Давления истекающей из сопла струи вполне достаточно для натяжения ленты
(рис. 2) [11, А. с. 837789].
|
4. Очистка металлических заготовок
Очистка металлических заготовок, проката, металлоконструкций от окалины, ржавчины, старой краски - трудоемкое дело. В прокатном производстве катанку от окалины избавляют травлением. Это дорого, испарения серной кислоты вредны. И к тому же, она вместе с окалиной снимает изрядный слой здорового металла, переводя его в отходы. Как быть?
- 7 -
Подсказка: Используйте физический эффект (ФЭ) - электрический ток вызывает увеличение скорости релаксации напряжения в металлах и оказывается удобным технологическим фактором для снятия внутренних напряжений в металле.
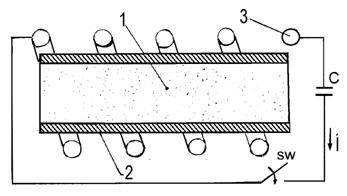
Вероятное решение. Предложено очищать металлические конструкции и прокат высоковольтными электрическими разрядами. Разряды высокой частоты и напряжения, проходя через поверхностный слой металла глубиной всего в несколько микрометров, отделят от него тончайшие частицы, как чешую с рыбы, вместе со всем, что на них наросло, так как при одноименном заряде между частицами и основным металлом будут возникать кулоновские силы отталкивания (рис. 3) [11. А. с. 845886].
 Схема устройства для очистки металлических
Схема устройства для очистки металлических
поверхностей по а. с. 845886
1 - обрабатываемый металл;
2 - упругие токосъемники;
3 - удаляемое наслоение;
4 - опорные ролики;
5 - корпус устройства;
|
7 - кабель; 8 - патрубок для отсоса продуктов очистки.
5. Диффузионная сварка металлов
При диффузионной сварке возникают вопросы: как нагреть, защитить от окисления и равномерно прижать друг к другу соединяемые детали? Обычно используют вакуумные камеры и механические сборочные приспособления, что сравнительно дорого и хлопотно. Как быть?
Противоречие: Если применить вакуумную камеру, то поверхности деталей
не окисляются, но устройство сложное и его трудно эксплуатировать.
Подсказка. Принцип ОБЪЕДИНЕНИЯ позволит соединить операции по
сжатию свариваемых деталей и защитить детали от окисления воздухом.
Принцип ИЗМЕНЕНИЯ ФИЗИКО-ХИМИЧЕСКИХ ПАРАМЕТРОВ подсказывает изменить агрегатное состояние среды, в которой происходит обработка деталей. Вероятное решение. Детали, например, вал и втулку, собирают плотной посадкой и помещают в сосуд с высокотемпературным расплавом металлов, солей или стекла. Сосуд герметично закрывают, а свободное пространство под крышкой заполняют газом или паром под давлением, которые через расплав равномерно сжимают свариваемые детали. При этом расплав и нагревает детали и защищает их от окисления (рис. 4).
- 8 -
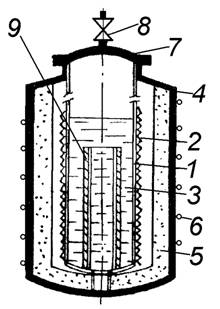 1 - высокотемпературная камера из
1 - высокотемпературная камера из
нержавеющей стали;
2 - электронагреватель, поддерживающий металл в камере в расплавленном состоянии;
3 - жидкий металл;
4 - корпус устройства;
5 - слой теплоизоляции;
6 - змеевик водяного охлаждения;
7 - герметичная крышка;
8 - вентиль для подачи в камеру
инертного газа;
9 - свариваемое изделие
[12. 1982, 9. С.30].
|
6. Как избавиться от трещин?
Что может быть огорчительнее трещины, появившейся в корпусе большой машины? Бывает, что единственный выход - эту трещину заварить. Возникает проблема - как стянуть трещину, чтобы в ней не осталось зазора?
Корпус в тисках не сожмешь. Остается разделать трещину вдоль, засверлить по концам и заварить в надежде на то, что сварной шов при усадке стянет трещину, что далеко не всегда получается. Как быть?
Подсказка: Примените принцип НАОБОРОТ.
Вероятное решение: Предложено трещину до сварки разделывать поперек. По обе стороны от трещины высверлить отверстия под углом альфа к плоскости, в которой она образо-
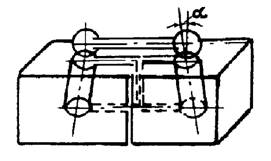 валась, и профрезеровать между ними
валась, и профрезеровать между ними
паз. Затем в двух шариках от крупных
подшипников просверлить отверстия,
нарезать в них резьбу и соединить проч-
ным штифтом. Получившуюся "гантель"
(рис 5) следует забить в отверстия в по-
страдавшем корпусе, и трещина окажет-
ся стянутой. В заключение заваривают
отверстия и поперечный паз Рис. 5
[12. 1982, 10. С.21].
7. Испытание кубиков
Для испытания длительного действия кислот на поверхность образцов сплавов их делают в виде кубиков и помещают на дно герметичной
- 9 -
металлической камеры, наливают агрессивную жидкость (кислоту), создают в камере необходимые температуру и давление. Кислота действует на кубики, но при этом разрушает и стенки камеры. Приходится изготавливать камеру из благородных металлов, что очень дорого. Как быть?
Подсказка: Используйте прием ПОСРЕДНИК.
 Вероятные решения (рис. 6) [2]:
Вероятные решения (рис. 6) [2]:
1) Предложено заливать агрессивную жидкость в полый кубик. Тогда кислота не будет соприкасаться со стенками, следовательно, не будут разъедаться стенки камеры.
 2) Предложено использовать в
2) Предложено использовать в
качестве посредника пакет, куда
будет ставиться испытуемый
кубик и заливаться кислота.
3) Предложено ввести в состав стенок камеры вещества, которые с определенными кислотами образуют устойчивые соединения. Например:
НЕРЖАВЕЮЩАЯ СТАЛЬ --- HNO3
ТИТАНОВЫЕ СПЛАВЫ --- HCl
Рис. 6
8. Измерение температуры расплавленного металла
Температуру расплавленного чугуна определяют, погружая термопару, защищенную керамикой, непосредственно в чугун. Одной термопары при этом хватает на одно измерение. Измерять пирометром температуру металла плохо, так как на поверхности чугуна плавает слой шлака, температура которого отличается от температуры чугуна. Встраивать термопару в футеровку печи тоже нежелательно, так как точность измерений снижается из-за постоянного износа футеровки (кроме того, последнюю необходимо довольно часто заменять) и непостоянства уровня металла в печи. Как быть?
Подсказка: Задача на РАЗРУШЕНИЕ ВРЕДНОЙ СВЯЗИ. Необходимо между корпусом термопары и расплавленным металлом ввести защитное вещество, являющееся видоизменением либо металла, либо керамики, или ресурсное вещество. Традиционный способ - "наморозить" на керамику металл, но для этого необходимо найти источник холода.
- 10 -
Вероятное решение: Продувать через полости термопары воздух, который будет ее охлаждать и вызывать намораживание металла.
Воздухом же (а лучше инертным газом) можно формировать в жидком металле углубление (оттесняя шлак).
Термопара может быть изолирована от жидкого чугуна газовым пузырем.
9. Плазменно-дуговая печь и окисление
В плазменно-дуговой печи, где анодом служит расплавленный металл, а катодом - сопло плазмотрона, для перехода в шлак нежелательных примесей создают окислительную атмосферу. Поскольку печь герме-тична и пространство над зеркалом расплавленного металла невелико, невелик и расход кислорода. Но плазменная печь рентабельна только в большом металлургическом производстве. При небольших или опытных плавках расплавленную сталь рафинируют прямо в открытом ковше, и тут с расходом кислорода приходится считаться. Как быть?
Подсказка: Примените ИНЕРТНУЮ СРЕДУ и принцип ОБЪЕДИНЕНИЯ.
Вероятное решение: Предложено окисляющий газ подавать непосред-ственно в плазмотрон, смешивая его с плазмообразующим (горючим газом). При этом кислород можно заменить менее дефицитной смесью воздуха с углекислым газом [13. А. с. 1533843].
 10. Магнитно-импульсное прессование
10. Магнитно-импульсное прессование
|

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
