

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра "Технология машиностроения"
Выбор метода достижения точности исходного звена размерной цепи путем решения прямой задачи
Методические указания
к проведению лабораторно-практического занятия
по дисциплине "Основы обеспечения качества машин"
Ростов-на-Дону
2008 г.
Составители: проф.
доц.
доц. .
Методические указания к лабораторно-практической работе по дисциплине "Основы обеспечения качества машин". "Выбор метода достижения точности исходного звена размерной цепи путем решения прямой задачи"./ Ростов н/Д, ДГТУ, 2008, 13 с.
Печатается по решению редакционной комиссии факультета «Технология машиностроения»
Рецензент
![]()
С Донской государственный технический университет, 2008
Цель работы:
Освоение методики решения конструкторской (прямой) задачи обеспечения точности исходного звена.
В соответствии с целью работа конструктора содержит два этапа.
На первом этапе конструктор должен в конструкции выявить размерную цепь (РЦ), описывающую формирование заданного показателя точности, на втором этапе выбрать метод достижения требуемой точности исходного звена этой размерной цепи и в соответствии с этим методом назначить номинальные значения, допуски и координаты их середин для всех составляющих звеньев.
Данные методические указания разработаны для ознакомления с методикой выполнения второго этапа решения конструкторской задачи.
Методика проведения работы:
В качестве исходных данных для выполнения данной лабораторно-практической работы используются результаты, полученные в лабораторно-практической работе по построению размерной цепи, где студент должен был изучить конструкцию сборочной единицы, ее служебное назначение, построить размерную цепь на заданный преподавателем показатель точности и описать физическую сущность исходного и составляющих звеньев. Для выполнения лабораторной работы необходимо также получить у преподавателя квалитет экономически достижимой точности и тип производства.
В лабораторно-практической работе необходимо на основе анализа конструкции сборочной единицы и типа производства выбрать метод достижения точности заданного показателя и обосновать его при помощи расчета (по приложениям 1-4). После выполнения лабораторной работы студент должен защитить полученные результаты преподавателю, ответив на контрольные вопросы.
Последовательность выполнения расчета
1. Выявить стандартные и нормализованные звенья в размерной цепи и выписать их размеры (номинальные значения, допуски и координаты середин полей допусков) в таблицу расчета РЦ. К стандартным звенья относятся, например, радиальное биение шарикоподшипника или ширина подшипника, к нормализованным - несоосность основной базы (базового отверстия) зубчатого колеса и вспомогательной базы (шейки вала под зубчатое колесо) вала, допуск на это звено определяется максимально возможным зазором в посадке зубчатого колеса на вал, посадка назначается в соответствии с точностью и условиями нагружения узла.
2. Определить номиналы составляющих звеньев РЦ, не относящихся к стандартным и нормализованным. Для этого измерить соответствующие размеры деталей на чертеже линейкой. Результаты занести в таблицу 1.
3. Обеспечить соответствие определенных в п. 2 номинальных значений составляющих звеньев уравнению размерной цепи:
 , (1)
, (1)
где А0, Аi – номинальные значения соответственно исходного и i-го составляющего звеньев;
xi – передаточное отношение i-го составляющего звена.
При необходимости внести соответствующую коррекцию в величину одного из составляющих звеньев. Коррекция должна производиться с учетом передаточного отношения звена. При этом, если рассматриваемая размерная цепь имеет общие звенья с какой либо другой размерной цепью, то целесообразно вносить коррекцию в звено, которое входит только в рассматриваемую размерную цепь. Также корректируемое звено не должно быть стандартным или нормализованным, коррекция не должна приводить к изменению других размеров детали, которой принадлежит корректируемый размер. Дальнейший расчет может производиться только при выполнении условия (1).
4. Выбрать наиболее целесообразный для рассматриваемой конструкции и типа производства метод достижения точности исходного звена РЦ (рисунок 1).
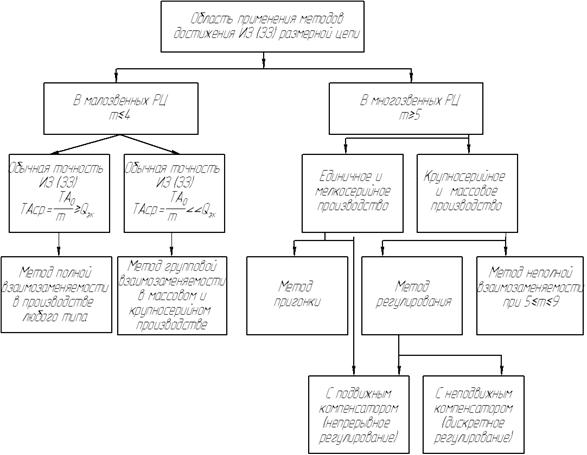
Рисунок 1 – Выявление метода достижения точности исходного звена
5. Произвести в соответствии с выбранным методом достижения точности расчет и назначение допусков составляющих звеньев и их координат середин полей допусков (Приложения 1-4).
Таблица 1.
Обозна-чение звена | Переда-точное отноше-ние | Номи-нал | Допуск | Коорди-ната середины поля допуска | Корректируемые величины | Чертежный размер | |
Допуск | Координата середины поля допуска | ||||||
6. Сделать выводы по проделанной работе.
Содержание выводов:
- обосновать выбор метода достижения точности исходного звена;
- дать краткую характеристику выбранного метода достижения точности исходного звена.
7. Оформить протокол лабораторной работы и защитить полученные результаты у преподавателя. Протокол лабораторно-практической работы представлен в приложении Д.
Контрольные вопросы:
1. Что такое метод достижения точности.
2. Взаимосвязь между типом производства и методом достижения точности исходного звена.
3. Как конструкция СЕ влияет на выбор метода достижения точности исходного звена при сборке.
4. Краткая характеристика метода полной взаимозаменяемости.
5. Краткая характеристика метода неполной взаимозаменяемости.
6. Краткая характеристика метода регулирования.
7. Краткая характеристика метода пригонки.
Метод полной взаимозаменяемости:
1. Выделите в размерной цепи стандартные звенья и выпишите на них допуски из соответствующих ГОСТов и РД. Занесите допуски в таблицу в протоколе лабораторно-практической работы.
2. Определите часть допуска исходного звена, приходящуюся на нестандартные звенья - ТА0'. Для этого из допуска на исходное звено необходимо вычесть допуски на стандартные звенья.
3. Определите допуски нестандартных составляющих звеньев РЦ по принципу равных влияний. Для этого определите средний допуск составляющих звеньев по зависимости:
 , (3)
, (3)
где ![]() - количество стандартных звеньев в размерной цепи.
- количество стандартных звеньев в размерной цепи.
4. По рассчитанному ТАср и номиналам составляющих звеньев определите квалитеты точности составляющих звеньев по таблицам допусков [1]. Сравните полученные квалитеты с экономически достижимым квалитетом ![]() э. Если хотя бы для части составляющих звенев условие
э. Если хотя бы для части составляющих звенев условие
![]() (4)
(4)
не выполняется, перераспределите допуски, т. е. для тех звеньев (нестандартных), для которых ![]() назначьте допуски по
назначьте допуски по ![]() , а за счет возникшей разности допусков увеличьте поля допусков звеньев, для которых
, а за счет возникшей разности допусков увеличьте поля допусков звеньев, для которых ![]() . Если и после перераспределения допусков условие
. Если и после перераспределения допусков условие  не выполняется, метод полной взаимозаменяемости не пригоден.
не выполняется, метод полной взаимозаменяемости не пригоден.
5. При выполнении условия (4) проверьте правильность назначения допусков составляющих звеньев:
![]() (5)
(5)
Если условие (5) не выполняется, вернитесь к п.2 данного приложения и проверьте расчеты
6. Назначьте координаты середин полей допусков на все нестандартные составляющие звенья кроме одного. Звено Ак, выбранное для коррекции координаты середины поля допуска, не должно входить в другие размерные цепи, описывающие показатели качества СЕ; изменение этого звена не должно повлечь изменение других размеров детали, которой оно принадлежит. При назначении координат середин полей допусков для охватываемых размеров принять ЕSАi=0, для охватывающих - EIAi =0, для звеньев, которые не являются ни охватывающими, ни охватываемыми - EcAi=0. Для звена Ак. координата середины поля допуска назначается в соответствии с зависимостью:
 (6)
(6)
ПРИЛОЖЕНИЕ Б
Метод неполной взаимозаменяемости.
1. Определите коэффициент риска t по заданному проценту риска Р (таблица 2):
Таблица 2.
Р | 10 | 4,5 | 1,0 | 0,27 | 0,1 | 0,01 |
t | 1,65 | 2,0 | 2,57 | 3,0 | 3,29 | 3,89 |
2. Определите степень расширения R допуска исходного звена по сравнению с методом полной взаимозаменяемости:
 , (7)
, (7)
где m – число составляющих звеньев в размерной цепи;
![]() -коэффициент, характеризующий закон распределения размеров в партии деталей:
-коэффициент, характеризующий закон распределения размеров в партии деталей: ![]() -для единичного производства,
-для единичного производства,![]() - для серийного производства;
- для серийного производства; - для крупносерийного и массового производства.
- для крупносерийного и массового производства.
3. Выделите в размерной цепи стандартные звенья и выпишите на них допуски из соответствующих с ГОСТов и РД. Занесите допуски в таблицу в протоколе лабораторно-практической работы.
4. Определите часть допуска исходного звена, приходящуюся на нестандартные звенья - ТА0'. Для этого из расширенного допуска на исходное звено необходимо вычесть допуски на стандартные звенья.
 (8)
(8)
где ![]() - количество стандартных звеньев в размерной цепи.
- количество стандартных звеньев в размерной цепи.
5. Определите допуски нестандартных составляющих звеньев РЦ по принципу равных влияний. Для этого определите средний допуск составляющего звена
 (9)
(9)
5. По рассчитанному ТАср и номиналам составляющих звеньев определите квалитеты точности составляющих звеньев по таблицам допусков [1]. Сравните полученные квалитеты с экономически достижимым квалитетом ![]() э. Если хотя бы для части составляющих звенев условие (4) не выполняется, перераспределите допуски, т. е. для тех звеньев (нестандартных), для которых
э. Если хотя бы для части составляющих звенев условие (4) не выполняется, перераспределите допуски, т. е. для тех звеньев (нестандартных), для которых  назначьте допуски по
назначьте допуски по ![]() , а за счет возникшей разности допусков увеличьте поля допусков звеньев, для которых
, а за счет возникшей разности допусков увеличьте поля допусков звеньев, для которых ![]() . Если и после перераспределения допусков условие не выполняется, метод неполной взаимозаменяемости не пригоден.
. Если и после перераспределения допусков условие не выполняется, метод неполной взаимозаменяемости не пригоден.
7. Проверьте правильность назначения допусков на составляющие звенья:
 (10)
(10)
Если условие (10) не выполняется, проверьте проведенные расчеты.
8. Назначьте координаты середин полей допусков на все нестандартные составляющие звенья кроме одного Звено Ак, выбранное для коррекции координаты середины поля допуска, не должно входить в другие размерные цепи, описывающие показатели качества СЕ; изменение этого звена не должно повлечь изменение других размеров детали, которой оно принадлежит. При назначении координат середин полей допусков для охватываемых размеров принять ЕSАi=0, для охватывающих - EIAi =0, для звеньев, которые не являются ни охватывающими, ни охватываемыми - EcAi=0. Для звена Ак. координата середины поля допуска назначается в соответствии с зависимостью (6).
ПРИЛОЖЕНИЕ В
Метод пригонки.
1.Выделите в размерной цепи стандартные звенья и выпишите на них допуски из соответствующих с ГОСТов и РД.
2. Назначьте допуски на нестандартные составляющие звенья по [1]. в соответствии с экономически достижимым квалитетом точности Qэ, и координаты середин полей допусков. При назначении координат середин полей допусков для охватываемых размеров принять EsAi=0, для охватывающих - EIAi=0, для размеров, которые не являются ни охватывающими, не охватываемыми - EcAi=0.
3. Выберите звено-компенсатор. Деталь, несущая это звено, должна быть простой формы и легко извлекаться из сборочной единицы и устанавливаться, а также иметь удобные поверхности для установки в приспособлении при снятии слоя материала.
4. Определите фактическую координату середины поля допуска исходного звена:
 (11)
(11)
5. Определите величину компенсации:
 (12)
(12)
6. Рассчитайте поправку ![]() к координате середины поля допуска ЕсАк звена-компенсатора, и внесите её в ЕсАк
к координате середины поля допуска ЕсАк звена-компенсатора, и внесите её в ЕсАк
 (13)
(13)
Новая координата середины поля допуска звена-компенсатора определяется по зависимостям:
![]() (14)
(14)
Коэффициент С=-1, если при пригонке величина размера (звена - компенсатора) увеличивается; С=+1, если - уменьшается.
7.Определите новый размер звена-компенсатора с учётом измененного значения координаты середины поля допуска ![]() .Для удобства расчетов при необходимости изменить номинальное значение звена-компенсатора на величину ЕсАк', тогда новый номинал звена-компенсатора А'к=Ак+ЕсАк', а его новая координата середины поля допуска ЕсАк''=0.
.Для удобства расчетов при необходимости изменить номинальное значение звена-компенсатора на величину ЕсАк', тогда новый номинал звена-компенсатора А'к=Ак+ЕсАк', а его новая координата середины поля допуска ЕсАк''=0.
ПРИЛОЖЕНИЕ Г
Метод регулирования неподвижным компенсатором.
1. Выполните пункты 1-5 из приложения 3.
2. Рассчитайте поправку ![]() к координате середины поля допуска
к координате середины поля допуска ![]() звена-компенсатора, и внесите её в
звена-компенсатора, и внесите её в ![]() :
:
 (15)
(15)
Новая координата середины поля допуска звена-компенсатора определяется по зависимостям:
![]() (16)
(16)
3. Рассчитайте количество ступеней размера компенсирующего звена:
 (17)
(17)
4. Определите размеры ступеней компенсации. Внеся поправку в координату середины поля допуска звена-компенсатора, вы получаете минимальный размер звена-компенсатора ![]() . Тогда величины номиналов ступеней компенсации можно определить следующим образом:
. Тогда величины номиналов ступеней компенсации можно определить следующим образом:
![]()
 (18)
(18)
……………….

Литература
1.Колесов технологии машиностроения: Учеб. для вузов. -3-е изд., стер.-М.: Высш. шк., 2001. -59 1с.
2. , , Клименко материалы для выполнения курсовых и дипломных проектов для специальности 151001 «Технология машиностроения». – Ростов н/Д: Издательский центр ДГТУ, 2006. – 32 с
ицевая сторона протокола лабораторно-практической работы
ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра "Технология машиностроения"
Лабораторно-практическая работа № 4
«Выбор метода достижения точности исходного звена размерной цепи путем решения прямой задачи»
Выполнил студент группы ________ _________________
Цель работы:
Эскиз сборочной единицы с размерной цепью.
Описание размерной цепи.
Обратная сторона протокола лабораторной работы
Исходные ранные для расчета размерной цепи и результаты расчета
Обозна-чение звена | Переда-точное отноше-ние | Номи-нал | Допуск | Коорди-ната середины поля допуска | Корректируемые величины | Чертежный размер | |
Допуск | Координата середины поля допуска | ||||||
Расчеты (приводятся расчетные формулы и результаты расчетов)
Выводы:
Студент______________ Преподаватель______________
Дата выполнения работы_____________
Составители: проф.
доц.
доц. .
Методические указания к лабораторной работе по дисциплине "Основы обеспечения качества машин"
"Выявление метода достижения точности исходного звена размерной цепи путем решения прямой задачи".
Редактор

В набор. . . В печать. . .
Объем _____ усл. печ. л., ______ уч.- изд. л. Офсет. Формат 60х84/16
Бумага тип N 3. Заказ № . Тираж. Цена.
Издательский центр ДГТУ
Адрес университета и полиграфического предприятия:
344010, г. Ростов-на-Дону, пл. Гагарина, 1.
