

| Рис. 6. Температура возгорания изделий на основе торфа 1 – блоки «Геокар»; 2 – торфоцемент; 3 – торфогипс; 4 – торфо-шунгито-цемент |
В пятой главе на основании экспериментальных исследований разработана технология производства, подобрано необходимое оборудование для него. Результаты внедрены в производство на предприятии «Южа-Торф». Технологическая схема производства торфо-шунгито-цементных плит приводится на рис.7.
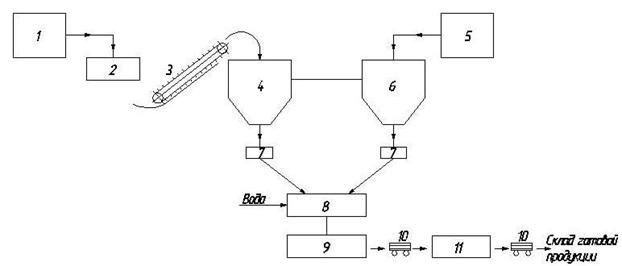
1 – склад торфа; 2 – сепаратор; 3 – скребковый транспортер; 4 – бункер торфа; 5 – склад вяжущего; 6 – бункер вяжущего; | 7 – дозатор; 8 – смеситель; 9 – формовочная машина; 10 – вагонетка; 11 - сушилка |
Рис. 7. Технологическая схема производства торфо-шунгито-цементных плит
Технологическая схема производства включает в себя этап поступления торфа из карьера в складское хозяйство с последующим отделением крупных и посторонних включений. Со склада, разделённый на виброгрохотах, торф поступает на измельчение до достижения необходимого размера частиц (5 мм). Измельчённый торф подвергается классификации. Подрешёточный продукт поступает на дальнейшую обработку, а надрешёточный – на повторное измельчение.
В качестве вяжущего применяется портландцемент, который поступает на предприятие в бумажных мешках. На закрытый склад поступает шунгит и с помощью ковшового элеватора подаётся в приёмный бункер. Из приёмного бункера с помощью питателя шунгит поступает на дробление в волновую дробилку. Измельчённый в волновой дробилке шунгит поступает на вибросито, где происходит его разделение на фракции. Крупные частицы, не проходящие через отверстия вибросита, поступают на повторное измельчение. Дробилки работают в замкнутом цикле.
Далее отдозированные компоненты поступают в смеситель, туда же подаётся также необходимое количество воды. После тщательного перемешивания (9…11 минут) получается однородная масса. Полученная после смешивания формовочная масса имеет консистенцию сухой смеси. В качестве перемешивающего устройства выбран смеситель периодического действия лопастного типа. После смешивания масса ленточным транспортёром подаётся в бункер, установленный над агрегатом для прессования.
Пресс является двухпозиционным. Процесс формования блоков начинается с заполнения одной формы, а вторая форма, заполненная, находится в режиме прессования. Таким образом, в момент заполнения формовочной массой одной формы, происходит прессование в другой.
Пуансон пресса ударно-сжимающего типа после заполнения матрицы формовочной смесью делает 12…15 ударов, затем сжимает её до высоты блока (88 ± 2 мм).
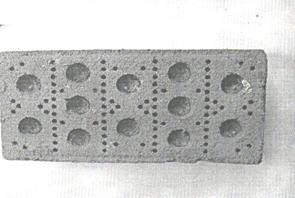
Выгрузка отформованного блока осуществляется толкателем, расположенным в нижней части матрицы пресса. Отформованные блоки устанавливаются толкателем на поддон стеллажа. Стеллажи с готовыми блоками (размер 510 × 250 × 88 мм) поступают на пост выдержки, контроля качества и упаковки, а освободившиеся стеллажи транспортируются к прессу формования блоков. Таким образом, технологический цикл производства повторяется.
Готовые блоки в течение 14 суток приобретают свою отпускную прочность.
Контроль качества блоков производится работниками ОТК, после чего изделия пакуются в пакеты из термоусадочной полиэтиленовой плёнки согласно ГОСТ 25951 - 93.
Стоимость одного торфо-шунгито-цементного блока размерами 510 × 250 × 88 мм составляет 11,38 руб., что в 2…3 раза ниже стоимости силикатного кирпича (6,5 руб. за штуку).
|
|
| Рис. 7. Торфо-шунгито-цементные плиты |
Основные выводы и результаты работы
1. На основании теоретических и экспериментальных исследований дано научное обоснование применения торфа в качестве экологически безопасного заполнителя для производства строительных теплоизоляционных материалов на основе распространенных вяжущих веществ – гипса, цемента и шунгита. Такое производство обеспечит решение важной научно-технической задачи по рациональному использованию природных сырьевых компонентов.
2. На основании изучения свойств торфа месторождений Ивановской области предложено в качестве связующего для производства строительных материалов применять гипсовое и цементное вяжущие и добавки, повышающие огнестойкость готовых изделий. Применение цементного вяжущего с небольшими добавками шунгита (5…7% по массе) позволяет повысить температуру воспламенения композиционного материала.
3. Установлены рациональные параметры производства торфогипсовых композиционных материалов строительного назначения. Установлено, что наибольшей прочностью обладают изделия из торфогипсового композиционного материала, содержащие в составе смеси 17% воды затворения, получаемые в процессе перемешивания в течение 9…11 минут со скоростью 37,5 об/мин. При производстве торфогипсовой композиции необходимой операцией является сушка готовых изделий, которая является энергетически невыгодной.
4. Разработаны составы изделий из торфогипса и торфо-шунгито-цементной композиции. Показано, что оптимальные показатели по прочности имеют теплоизоляционные материалы при соотношении «торф – гипс» 1 : 1,5 и «торф - шунгит - цемент» 1 : 0,023 : 0,023 - до 5 МПа, а конструкционно-теплоизоляционные материалы при соотношении «торф - шунгит - цемент» 1 : 0,055 : 0,055 - до 10 МПа.
5. Разработана технология производства торфо-шунгито-цементных изделий с улучшенными прочностными и теплофизическими показателями. Определены их плотность – 740 кг/м3, прочность при сжатии – 10 МПа, морозостойкость – марка F15, водопоглощение - коэффициент размягчения 0,5 и температура возгорания – до 200 о С.
Основные положения диссертации опубликованы
в следующих работах:
в изданиях из перечня ведущих рецензируемых научных журналов и изданий, рекомендованных ВАК
1. Виталова, Н. М. Применение торфа для изготовления композиционных теплоизоляционных плит [Текст] / // Промышленное и гражданское строительство, 2010. – №12 . – С. 71 – 73 .
2. Виталова, Н. М. Использование торфа для изготовления теплоизоляционных плит [Текст] / // Промышленное и гражданское строительство, 2011. – № 8 . – С. 68 – 71 .
3. Виталова, Н. М. Производство экологически безопасных строительных материалов на основе торфа и гипса [Текст] / , , // Вестник МГСУ, 2012. №1 .
в других изданиях
4. Виталова, Н. М. Влияние метода формования на прочность торфогипсовой композиции [Текст] / , // XV Международная науч. – техн. конференция «Информационная среда вуза». – Иваново, 2008. – С. 330 – 331.
5. Виталова, Н. М. Деформативность торфяных теплоизоляционных плит [Текст] / , , // XV Международная науч. – техн. конференция «Информационная среда вуза». – Иваново, 2008. – С. 332 – 335.
6. Виталова, Н. М. Исследование процесса структурообразования торфяного композита [Текст] / , // XVIII Международная науч. – техн. конференция «Информационная среда вуза». – Иваново, 2011. – С.186 – 189.
7. Виталова, Н. М. Использование торфа для изготовления композиционных теплоизоляционных плит [Текст] / , , // XVII Международная науч. – техн. конференция «Информационная среда вуза». – Иваново, 2010. – С. 92 – 97.
8. Виталова, Н. М. Использование торфа Ивановской области для изготовления теплоизоляционных плит [Текст] / , , // XI Международная науч. –техн. конференция «Информационная среда вуза». – Иваново, 2005. – С. 650 – 652.
9. Виталова, Н. М. Применение торфа как выгорающей добавки / , , [Текст] // Ученые записки инженерно - строительного факультета: сб. – Иваново, 2008. –
С. 135 – 137.
10. Виталова, Н. М. Производство теплоизоляционных материалов и изделий из торфа [Текст] / // V науч. конференция аспирантов и соискателей. – Иваново, 2007. – С. 33 – 36.
11. Виталова, Н. М. Теплоизоляционный строительный материал из торфа [Текст] / // V науч. конференция аспирантов и соискателей. – Иваново, 2007. – С. 31 – 33.
12. Технологические параметры получения торфогипсовой смеси [Текст] / , , // XV Международная науч. – техн. конференция «Информационная среда вуза». – Иваново, 2008. – С. 327 – 329.
13. Виталова, Н. М. Торфяное сырье как заполнитель для производства теплоизоляционных материалов [Текст] / , , // Ученые записки инженерно-строительного факультета: сб. – Иваново, 2008. – С. 133 – 135.
14. Виталова, Н. М. Физико-механические характеристики композиционных теплоизоляционных плит из торфа [Текст] / , , // XVII Международная науч. – техн. конференция «Информационная среда вуза». – Иваново, 2010. – С. 88 – 91.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
