
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, аспирант
(ГОУВПО «БГТУ» в г. Брянске)
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖЕННЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ НАПРАВЛЯЮЩИХ
На современном этапе развития науки и техники особое внимание уделяется повышению эксплуатационных показателей деталей машин. Как известно, эксплуатационные показатели деталей машин зависят от состояния их рабочих поверхностей, которые формируются главным образом на финишных операциях технологических процессов механической обработки и характеризуются совокупностью физико-механических и геометрических параметров качества.
В значительной степени необходимо уделить внимание точности и качеству протяженных цилиндрических поверхностей деталей машин и оборудования, таких как грузонесущие штанги фрикционных подъемников; цилиндрические элементы протяженных рельсовых направляющих; протяженные цилиндрические направляющие, используемые в станкостроении и робототехнике.
Обработка таких деталей может проводиться на песко-дробеструйных установках, либо на шлифовальных станках. В машиностроении используются различные схемы песко-дробеструйных установок. Однако при всех преимуществах песко-дробеструйной обработки этот метод обладает рядом недостатков: высокие локальные мгновенные температуры, нестабильность шероховатости обработанной поверхности, ускоренный износ сопел и деталей камеры, наличие металлической пыли, большие эксплуатационные расходы и др.
Указанные недостатки отсутствуют при абразивной обработке протяженных цилиндрических поверхностей направляющих. В связи с этим создана новая конструкция устройства, способного обрабатывать наружные поверхности протяженных цилиндрических нежестких заготовок без снижения требований к точности обработки. В результате полезная модель такого устройства была запатентована [1].
В предлагаемом устройстве в отличие от известных шлифовальных станков опора выполнена в виде шарнира, закрепляемого на одном конце заготовки и удерживающего ее в подвешенном вертикальном положении. Такая опора исключает изгиб заготовки под действием сил тяжести. Это обеспечивает постоянство толщины снимаемого слоя материала при шлифовании протяженных поверхностей заготовок. Не возникает бочкообразность или корсетность обработанной поверхности. Она приобретает требуемую цилиндрическую форму.
Предлагаемое устройство отличается от известных и тем, что устройство продольной подачи и вращения заготовки содержит привод вертикального перемещения опоры, который обеспечивает это перемещение, по крайней мере, на расстояние, равное длине заготовки. Это обеспечивает возможность шлифования заготовки по всей ее длине. Новым является и механизм вращения заготовки. Он содержит, по крайней мере, три одинаковых ролика, смонтированных на станине с возможностью напряженного контакта с цилиндрической поверхностью заготовки, причем оси их вращения перекрещиваются с вертикальной осью опоры под одинаковым углом, который обеспечивает большую величину поперечного коэффициента сцепления по сравнению с величиной продольного коэффициента сцепления роликов с поверхностью заготовки, при этом ролики изготовлены из фрикционного материала, а их количество, форма, размеры и усилие прижатия к заготовке обеспечивают суммарную тангенциальную на поверхности заготовки силу трения, превышающую результирующую тангенциальных усилий, возникающих при шлифовании заготовки.
Это обеспечивает качение роликов без проскальзывания по поверхности заготовки по винтовым траекториям постоянного шага и, одновременно с этим, гарантирует непрерывное вращение заготовки с постоянной угловой скоростью. В результате не появляется огранка или овальность сечений, создается возможность обеспечить точность при шлифовании заготовки.
Отличительной особенностью предлагаемого устройства является то, что центры площадок контакта роликов с заготовкой расположены равномерно по окружности, лежащей в горизонтальной плоскости, а на станине смонтированы, по крайней мере, четыре шлифовальные бабки, которые расположены симметрично относительно вертикальной оси опоры заготовки двумя группами, причем одна группа шлифовальных бабок расположена над вышеуказанной плоскостью, а другая группа под этой плоскостью.
Это обеспечивает равенство нулю результирующих усилий возникающих в контакте заготовки с шлифовальными кругами и роликами. В результате не происходит изгиба и отклонения заготовки от вертикального положения. Толщина снимаемого слоя материала остается постоянной при шлифовании протяженной заготовки по всей длине. На рис. 1 показана схема предлагаемого устройства.
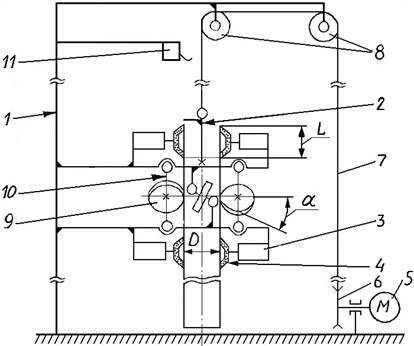
Рис. 1. Схема устройства для шлифования цилиндрических заготовок
Устройство состоит из станины 1, опоры 2, выполненной в виде шарнира, укрепляемого на одном конце заготовки, смонтированных на станине 1 четырех шлифовальных бабок 3, с шлифовальными кругами 4, устройства продольной подачи и вращения заготовки, включающего электропривод 5 вращения барабана 6, стальной трос 7 переброшенный через укрепленные на станине 1 блоки 8. Трос 7 прикреплен одним концом к опоре 2, а вторым концом намотан на барабан 6. Имеются ролики 9 с наклонными осями вращения 10, смонтированные на станине 1. Кроме этого, устройство содержит укрепленный на станине конечный выключас возможностью отключения электропривода 5 и вращения шлифовальных кругов в момент контакта с опорой 2.
Устройство работает следующим образом. В исходном положении заготовка расположена в рабочей зоне устройства между роликами 9 и шлифовальными кругами 4 и находится в подвешенном через опору 2 состоянии. Одновременно включают электропривод 5 и вращение шлифовальных кругов 4. Трос 7, прикрепленный к опоре 2, наматываясь на вращающийся барабан 6, перемещает заготовку вверх. Одновременно с этим, за счет качения роликов 9 по винтовым траекториям на поверхности заготовки, последняя начинает вращение вокруг продольной своей оси. Вращающиеся шлифовальные круги 4, контактируя с подвижной заготовкой, обрабатывают ее наружную поверхность. В момент касания конечного выключаопоры 2 происходит отключение электропривода 5, прекращается осевое и вращательное движение заготовки. Одновременно с этим прекращают свое вращение и шлифовальные круги 4. Обработанная заготовка удаляется из рабочей зоны устройства.
На основе патента было создано специальное оборудование для лепесткового шлифования, позволяющее методом продольного наружного круглого шлифования обрабатывать протяженные цилиндрические поверхности [2].
Технико-экономическое преимущество предлагаемого оборудования заключается в возможности шлифования наружных протяженных цилиндрических поверхностей заготовок без снижения требований к точности обработки. Применение устройства позволит обеспечить более высокую точность обработки заготовок деталей, снизить объем брака и повысить качество изделий.
СПИСОК ЛИТЕРАТУРЫ
1. Пат. RU 84 765 U1 B24B 5/100. Устройство для шлифования наружных протяженных цилиндрических поверхностей нежестких заготовок / , – опубл. 20.07.09, Бюл. №20. – 3 с.
2. Шупиков, для лепесткового шлифования протяженных цилиндрических поверхностей деталей / // Материалы 6-й Межрегион. науч.-техн. конф. cтудентов и аспирантов: в 3 т. - Смоленск: МЭИ(ТУ), 2009. – Т. 1. – С. 145-148.
