
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Краткое описание процесса изготовления малых форм экстерьера.
Здравствуйте.
Предлагаю Вашему вниманию описание процесса изготовления деталей экстерьера из прессованного бетона. Детали, изготовленные по предлагаемой технологии долговечны, причём со временем они не теряют внешнего вида, а так же не требуют абсолютно никакого ухода (при соблюдении требований при изготовлении и монтаже), как например памятники, которые обрастают мхом, меняют цвет и требуют ежегодной чистки. Они отличаются от традиционных, распространённых в России изделий тем - что имеют равномерную однотонную поверхность с очень малыми допусками в размерах и геометрии. Так же их не нужно красить во всевозможные цвета после установки, а делать цветным сразу раствор. В связи с этим они с течением времени не теряют цвета, не требуют периодической покраски. Так же нет необходимости заливать ленточный фундамент на весь периметр при изготовлении забора, что позволяет делать монтаж существенно проще, дешевле и быстрее. При динамично настроенном производстве время выполнения заказа можно сократить до срока в две недели от получения аванса до вручения ключей от ворот.
Итак - что из себя представляет процесс изготовления столба( в перспективе можно и нужно освоить изготовление балюстрад, ступеней, садовой мебели и др. предметов экстерьера).
Форма. Представляет из себя конструкцию из донной части, бортов и верхней и нижней заглушек. Детали состоят из влагостойкой фанеры. Три слоя по 18 мм., склеенные и обработаны бетонооталкивающим лаком. Донная часть - это та часть, на которой сделан рисунок, после отображённый на лицевой части столба. Она укреплена по длине прямоугольной трубой сечением 40х80. При изготовлении изделия форма подвергается большим механическим нагрузкам, и эта труба не позволяет форме деформироваться. По бокам по всей длине шпильками к ней ставятся два борта. Сверху и снизу ставятся нижняя и верхняя заглушки. Конструкция скрепляется прутками с резьбой, гайками. Затем готовится раствор. Раствор можно делать только в растворосмесителях. Объём смесителей не имеет значения, но желательно - чтобы у каждого работника был свой смеситель. Человек делает раствор «под себя». Бетономешалки типа «груша» не подходят ни в коем случае, потому, что раствор очень сухой и в каждом новом замесе не должно быть частей от предыдущего. Чтобы делать действительно качественные изделия - необходимо эти требования соблюдать. Как я уже отметил - раствор в результате должен получаться сухим, затем работник высыпает один слой раствора на всю площадь и прессует его. Для этого существуют пневмотрамбовки. Фото форм, трамбовок, мешалок и пр. будут в приложении. Столб толщиной 17см делается за четыре - пять слоёв в зависимости от опыта рабочего. По ходу изготовления в столб закладывается арматура. По всей длине столба. По центру вставляется труба из нержавейки ( благодаря ей столб получается полый, с отверстием на всю длину) для облегчения самого столба, что очень облегчает установку, экономии раствора и времени изготовления столба. Цемент необходим 500-той марки. Желательно одного производителя. При смене производителя может меняться цвет цемента, а следовательно и изделий, что конечно же недопустимо. Песок должен быть мытым. Обязательно. Из него должны быть вымыты примеси глины и т. п. Иначе это так же скажется на внешнем виде.
Для нормальной работы цеха, производства при нём желательно иметь одного столяра, который мог бы выполнять ремонт форм, их переделку, изготовить различные вставки под домофоны, переделать рисунки, если клиент желает что то особенное или в крайнем случае столярную мастерскую поблизости. В воротные столбы монтируются различные металлические детали-
резьбы для петель ворот и калитки, вставки для электрозащёлок, закладные для крепления рычагов, автоматически открывающих ворота и т. п. Чтобы не зависеть от металлообрабатывающей мастерской, необходимо иметь под рукой сварку-полуавтомат, отрезной станок для торцевания труб, из которых делаются каркасы ворот и калитки, болгарку, аккумуляторную дрель. Для производства, допустим 600 единиц продукции в месяц, нужно иметь пять человек в цеху, двух на плацу, где складывается продукция и две бригады установщиков, каждая по три человека. Под единицей имеется в виду комплект - столб+пасет. Двое человек будут делать в день 20-30 пасет(плита под пролётом) и четыре человека так же 20-30 столбов. В принципе один человек через неделю-две работы в состоянии изготовить 10 столбов или 15 пасет в смену. Естественно - воротные столбы делаются немного дольше, поэтому определить выход из цеха с точностью до единицы невозможно. Это зависит от размеров и конфигурации заказанных изделий, опыта человека и т. д. Факторов достаточно много. Помещение для производства такой мощности нужно порядка 300-500 кв. м. с подачей сжатого воздуха(компрессор), электричества, воды. Температура в помещении должна быть10-18 градусов. Но никак не ниже нуля. От температуры и влажности в цеху зависит время высыхания столба. При нормальной температуре достаточно 12-ти часов.
Техника.
Желательно, но не критично - если этого нет, иметь на территории погрузчик, но с мягким спокойным ходом, рохлу и тележку (последнюю надо будет просто сделать самим). Продукция вывозится на следующий день после изготовления и при складировании с нею надо обходиться очень бережно. За что и отвечает человек на плацу. Так же на плацу необходима вода в достаточно большом количестве. Затем - для развоза по объектам нужна грузовая машина с манипулятором. Бригадам установщиков нужны нивелир, мешалка(груша) и вспомогательные инструменты - лопаты, тележки, ломы и т. п.
Растворосмесители.
Растворосмеситель цикличный СО-46Б.2
СО-46Б.2 - это цикличные передвижные растворосмесители принудительного действия. Принцип их работы заключается в перемешивании компонентов с помощью четырех резиновых лопастей, находящихся на горизонтальном валу, расположенном внутри барабана. Использование этих машин позволяет повторять рабочий цикл сразу же после выгрузки полученного раствора.
Технические характеристики
СО-46Б.2
Объем по загрузке, л 80
Частота вращения рабочих органов, 1/с, не более 1,7
Время перемешивания, с 105...120
Номинальная мощность, кВт 1,5
Габаритные размеры, мм 1400х670х900
Крупность заполнителя, мм, не более 5
Масса, кг, не более 185
6 шт.

http://lzsom. ru/price. html
цена-24224р.(НДС включён)
Пневмотрамбовки.
Типа ПТВ-3А.
Ориентировочная стоимость-5950руб.(НДС включён)
В Латвии купить их сложно, нужно ждать доставки около месяца. В связи с этим я держу на производстве в резерве 2 штуки. Чтобы предотвратить остановку процесса и на каждый пост по одной.

http://www. equipnet. ru/equip_list. php? cat_id=573
Название:
Пневмотрамбовка ТПВ-3А-М
Назначение/краткая информация:
Для ударного уплотнения формовочных смесей в литейном производстве машиностроительных и стекольных предприятий при изготовлении стержней и форм различного назначения и проведении других аналогичных работ
Техническая характеристика:
Тип: Настольные
Частота уд/мин: 1300
Расход воздуха, м3/мин 0,3
Диаметр поршня, мм 22
Ход поршня, мм 110
Длина трамбов-ки, мм 360
Масса, кг 3.0
Энергия удара, Дж 2.5
Формы.
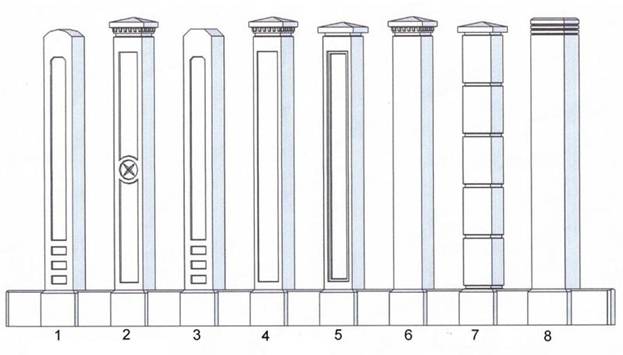
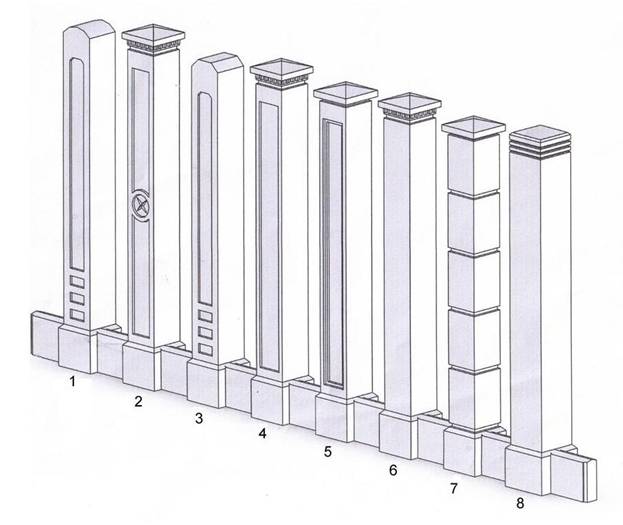
В данный момент я могу высвободить из своего производства в Латвии полный комплект форм для одновременного изготовления 15 пасетов, десяти столбов сечения 150х150мм (рис. 1,рис.3), десяти шт. сечения 170х170мм (рис.1, рис.3), и десяти шт. сечения 170х170мм (рис.7). Другими словами в наличии будет количество форм для изготовления пяти видов столбов и пасет, которые, как правило всегда одинаковы.
Детали форм на фотографиях ниже находятся в процессе подготовки к отправке в Санкт-Петербург. У них снята металлическая прямоугольная труба, о которой я писал Выше. В сборе они немного отличаются.





трубы из нержавейки, которые вставляют в форму для того, чтобы столб был полый.


На этом пока всё. Наверняка возникнут вопросы в процессе ознакомления. Спрашивайте, с удовольствием отвечу.
PS.
Заборы.



Ступени.




Балюстрады.




Малые архитектурные формы.



Несколько цифр.
Если отталкиваться от цен, по которым реализует свою продукцию компания из Подмосковья «Периметр»
(http://europerimetr. ru/price ), но для верности от их цен отнять 15%, то цена среднего столба(к примеру Столб рядный Р4-17 "Олимп"(см. ссылку)), пасета, пролёта и их установки то получается - что стоимость установленной единицы с деревянным наполнением состоит из:
Столб- 1997,50(2350)р.
Установка столба-1819,00(2140)р.
Пасет-1360,00(1600)р.
Установка пасета-212,50(250)р.
Пролёт-4802,50(5650)р.
Установка пролёта - 697,00(820)р.
Итого с единицы забора приход составляет 10888р.
При том - что на один столб и пасет расходная часть составляет 1900р.(В условиях производства в г. Тольятти, которое с моей помощью было открыто месяц назад и Санкт-Петербурге полтора года назад)
Затраты на установку всего составляют исходя из тех же условий 900р.
Затраты на изготовление пролёта-2400р.
В сумме это составляет 5200р. Это без учёта аренды, электричества, коммунальных платежей, административных расходов.
Это Расчёт на три метра длины периметра.
Распространение.
Учитывая весьма увеличившуюся конкуренцию среди продавцов коттеджных поселков и просто частного жилья для строителя-продавца решение, позволяющее за две-три недели и цены за пог. метр забора-3600р., выглядит очень привлекательно. Это повышает конкурентоспособность его объектов. Поэтому избежать недостатка клиентов можно достаточно легко.
С уважением, Владимир. Конт. тел.+37126833377, *****@***com
24.02.2009., Юрмала.
