
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При сравнении значения силы в начале испытательного цикла со значением силы в конце выдержки можно получить информацию о стабильности взаимосвязи между припоем и образцом (см. также п. В 6.1.3).
В.5 Некоторые характерные кривые «сила — время»
В приведенных ниже примерах часть кривой, характеризующая выталкивающие силы, действующие на образец снизу вверх, т. е. состояние не смачивания, обозначена как отрицательная; кривая, представляющая силы, действующие вниз, т. е. смачивание, показана как положительная.
Пунктирная линия соответствует состоянию в начале испытательного цикла без учета веса образца. Сплошная горизонтальная линия показывает смещение выталкивающей силы, где сила смачивания равна 0.
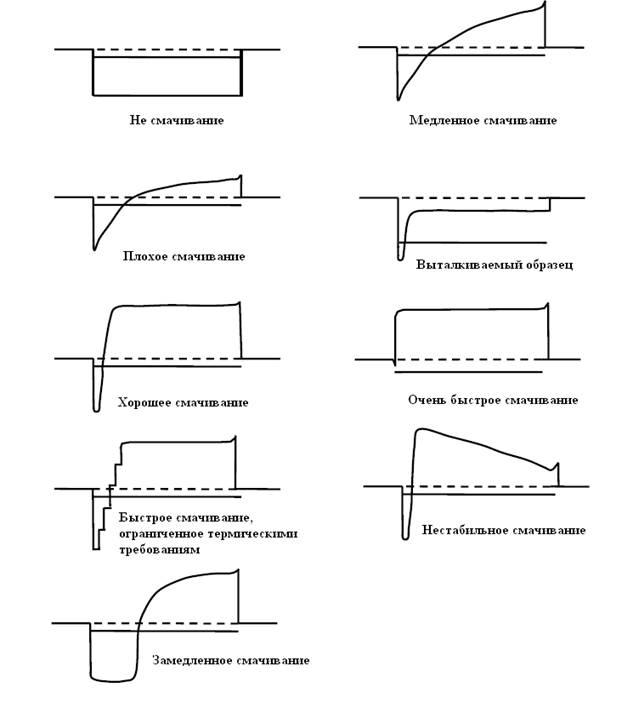
Рисунок B.1 – Характерные кривые «сила-время»
Выталкивающая сила, действующая на образец, может быть вычислена путем умножения объема погруженной части образца на плотность расплавленного припоя, который этот объем вытесняет. При указанной температуре испытания 235°С округленное значение плотности расплавленного припоя, состоящего по массе из 60% олова и 40% свинца, составляет 8 г/см3.
В.6 Критерии оценки кривой зависимости «сила — время»
В.6.1 Выбор критерия оценки результатов испытания
Поскольку одним из достоинств данного метода испытания является то, что исследуется весь процесс смачивания, следует использовать не один, а несколько параметров, перечисленных в п. 9.2 настоящего стандарта, при определении требований, которым должны соответствовать результаты испытания.
В.6.1.1 Время начала смачивания
В точке B (см. рис. 2 настоящего стандарта) процесс смачивания начинается с состояния не смачивания до точки, когда мениск припоя только начинает подниматься выше уровня припоя в паяльной ванне. Интервал времени между точками B и t0 является, таким образом, временем начала смачивания. Рекомендуется, чтобы для компонентов, подвергаемых групповой пайке, это время находилось в пределах от 1 до 2,5 с в зависимости от типа флюса и тепловой характеристики образца.
В.6.1.2 Процесс смачивания
Максимальная сила смачивания - это максимальная величина, полученная во время испытания. Опорная сила смачивания – это максимальная величина, которую можно получить в данной системе.
Измеренная сила к заданному времени, или время для достижения заданной силы, должно удовлетворять установленным требованиям.
В.6.1.3 Стабильность смачивания
После достижения максимального значения силы в точке D мениск может оставаться неподвижным, и сила меняться не будет. Однако эта стабильность может быть нарушена вследствие взаимодействия между образцом и припоем, что приводит к растворению поверхности образца припоем с образованием слоя продуктов реакции на границе раздела. Кроме того, остаточный флюс может испаряться, разрушаться или перемещаться по поверхности припоя в ванне. Эти явления могут привести к уменьшению измеряемой силы, в результате чего значение силы в конце испытательного периода в точке E окажется меньше, чем значение, зарегистрированное в точке D. Такая нестабильность нежелательна. Поэтому для испытания продолжительностью 5—10 с рекомендуется, чтобы отношение силы в точке E к силе в точке D должно не превышать 0,8.
В.6.2. Опорная сила смачивания
Методика, приведенная в п. 9.3 настоящего стандарта, для определения опорной силы смачивания использует ряд обработок, обеспечивающих наиболее благоприятные условия для смачивания испытываемых поверхностей.
При использовании такого опорного значения результаты испытаний на образцах с неизвестным состоянием поверхности сравнивают с наилучшим значением смачивания, которое материал способен проявить при данной геометрии и при условиях, определенных в испытании.
Если подобная методика применяется к материалам, поверхности которых смачиваются припоем с большим трудом, то измеренная опорная сила является значением слишком низкой степени смачивания. В таких случаях образцы, конечно, не отвечают первоначальному требованию: to-B
Для получения опорного значения смачивания, не зависящего от природы образца, реальную силу смачивания можно сравнить с теоретической силой смачивания (F) в миллиньютонах, рассчитанной по формуле
![]() (2)
(2)
где P — периметр погруженной части образца, мм;
V — объем погруженной части образца, мм3.
Это равенство основано на предположениях, что:
a) теоретическая сила смачивания F действует в плоскости поверхности образца (т. е. нулевой угол контакта);
b) константа поверхностного натяжения ![]() , соответствующая указанному флюсу и припою при 235°С, равна 0,4 мН/мм (0,4 Дж/м2);
, соответствующая указанному флюсу и припою при 235°С, равна 0,4 мН/мм (0,4 Дж/м2);
c) произведение ![]() (где g — ускорение силы тяжести и
(где g — ускорение силы тяжести и ![]() — плотность, припоя при 235°С) для данного вычисления приблизительно может быть равно ~ 0,08 Н/см3. (SnPb припои) или ~0,07Н/см3(SnAgCu и SnCu припои).
— плотность, припоя при 235°С) для данного вычисления приблизительно может быть равно ~ 0,08 Н/см3. (SnPb припои) или ~0,07Н/см3(SnAgCu и SnCu припои).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных
стандартов ссылочным национальным стандартам
Российской Федерации
Таблица ДА.1
Обозначение ссылочного | Степень соответствия | Обозначение и наименование |
МЭК 60068-1:1988 | NEQ | ГОСТ 11478-88 (МЭК 68-1-88, МЭК 68-2-1-90, МЭК 68-2-2-74, МЭК 68-2-3-69, МЭК 68-2-5-75, МЭК 68-2-6-82, МЭК 68-2-13-83, МЭК 68-2-14-84, МЭК 68-2-27-87, МЭК 68-2-28-90, МЭК 68-2-29-87, МЭК 68-2-32-75, МЭК 68-2-33-71, МЭК 68-2-52-84) Аппаратура радиоэлектронная бытовая. Нормы и методы испытаний на воздействие внешних механических и климатических факторов |
МЭК 600068-2-14 | NEQ | ГОСТ Р 51368-99 Методы испытаний на стойкость к климатическим внешним воздействующим факторам машин, приборов и других технических изделий. Испытания к воздействию температуры (на основе МЭК 60068-2-1-74; МЭК 60068-2-2-74; МЭК 60068-2-14-84; МЭК 60068-2-33-71; МЭК 60068-3-1-74) |
MOD | ГОСТ 28209-89 (МЭК 68-2-14-84) Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание N: Смена температуры | |
МЭК 60068-2- 20:1979 | IDT | ГОСТ Р МЭК 60068-2-20-2015 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка |
МЭК 60068-2-58:2004 | MOD | ГОСТ 30630.1.8-2002 (МЭК 60068-2-57-89) Методы испытаний на стойкость к механическим внешним воздействующим факторам машин, приборов и других технических изделий. Испытания на воздействие вибрации с воспроизведением заданной акселеграммы процесса |
МЭК 60068-2-78 | IDT | ГОСТ Р МЭК 60068-2-78-2009 Испытания на воздействие внешних факторов. Часть 2-78. Испытания. Испытание Cab: Влажное тепло, постоянный режим |
МЭК 61192-3:2002 | IDT | ГОСТ Р МЭК 61192-3-2010 Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия |
МЭК 61760-1:2006 | * | * |
Примечание – В настоящей таблице использованы следующие обозначения степени соответствия стандартов: - IDT – идентичные стандарты; - MOD – модифицированные стандарты. |
Библиография
IEC 60068-2-44:1995, Environmental testing – Part 2: Tests – Guidance on test T: Soldering (Испытания на воздействие внешних факторов - Часть 2: Испытания – Руководство по испытаниям T: Пайка)
IEC 60068-2-58:2004, Environmental testing – Part 2: Tests – Test Td: Test methods forsolderability, resistance to dissolution of metallization and to soldering heat of surface mounting devices (SMD) (Испытания на воздействие внешних факторов – Часть 2-58: Испытания – Испытания Тд: Тестовые методы для паяемости, устойчивости к растворению металлизации и нагреву во время пайки.)
IEC 60068-2-69:1995, Environmental testing – Part 2: Tests – Test Te: Solderability testing of electronic components for surface mount technology by the wetting balance method (Испытания на воздействие внешних факторов - Часть 2: Испытания - Испытания Te: Испытания на паяемость электронных компонентов для поверхностного монтажа методом баланса смачивании)
IEC 61190-1-1:2002, Attachment materials for electronic assembly – Part 1-1: Requirements for soldering fluxes for high-quality interconnections in electronics assembly (Материалы для электронных сборок - Часть 1-1: Требования к припойным пастам для высококачественных соединений в электронной сборке)
IEC 61190-1-3:2002, Attachment materials for electronic assembly – Part 1-3: Requirements for electronic grade solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications (Материалы для электронных сборок - Часть 1-3: Требования к припойным сплавам для электроники и твердым припоям с флюсом и без флюса для применения при пайке электроники)
УДК 621.396:69:006.354 ОКС 31.190 ОКСТУ 6703 Ключевые слова: испытания; воздействие внешних факторов, испытания на паяемость, компоненты электронные, компоненты электротехнические, поверхностно-монтируемые изделия, паяльная ванна, баланс смачивания.
| ||
Первый заместитель генерального директора – Технический директор |
| |
Заместитель генерального директора по научной работе, д. т.н. |
| |
Руководитель разработки, зам. главного технолога, к. х.н. |
| |
| ||
Председатель ТК 420, Директор -ТехСт» |
| |
Секретарь ТК 420, Начальник сектора |
|


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
