

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.78
Исследование влияния режимов индукционно
металлургического способа на упрочнение рабочих
поверхностей и качество наплавленного металла
,
Исследованы технологические режимы индукционно-металлургического метода восстановления и упрочнения рабочих поверхностей ударно-тягового механизма с целью выбора оптимального режима наплавки.
индукционно-металлургический способ, ударно-тяговый механизм, упрочнение, восстановление, микротвердость, микроструктура, переходная зона, зона сплавления, зона термического влияния, перлит, мартенсит, доэфтектический
Железнодорожный транспорт является основным видом транспорта России. На его долю приходится более 75% грузооборота и 40% пассажирооборота, выполняемого транспортом общего пользования страны.
Такая ведущая роль железных дорог сохранится и на перспективу, несмотря на опережающее развитие других видов транспорта. Поэтому должна развивается материально-техническая база железнодорожного транспорта.
Повышение эффективности работы железнодорожного транспорта требует улучшения использования транспортных средств, увеличение мощности предприятий по ремонту подвижного состава. В связи с этим большое внимание уделяется производственному процессу ремонта подвижного состава. Привлекаются новые технологии, процессы автоматизируются и механизируются, улучшается организация труда. При этом, важнейшей задачей является увеличение выпуска вагонов из ремонта с одновременным повышением его качества.
Автосцепное устройство служит для сцепления вагонов между собой и с локомотивом, удерживая их на определенном расстоянии друг от друга, восприятия, передачи и смягчения действия растягивающих (тяговых) и сжимающих (ударных) усилий, возникающих во время движения в поезде и при маневрах.
От конструкции и исправного состояния автосцепного устройства во многом зависит надежность вагонов в эксплуатации и безопасность в движении поездов.
Целью работы является увеличение межремонтного цикла ударно-тягового механизма пассажирского вагона путем использования индукционно-металлургического способа (ИМС) упрочнения и восстановления рабочих поверхностей. Основная задача – выбор оптимального режима технологии восстановления путем исследования качества наплавленного металла после различных режимов наплавки.
Наплавка ИМС производилась на установке ВЧГ 6-60/0,44, (общей мощностью 87 кВт, полезной мощностью 60 кВт, частотой 440 кГц) по режимам табл. 1.
Таблица 1
№ режима | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Параметры | ||||||||
Uа, кВ | 5,5 | 6 | 6,5 | 7 | 8 | 8,5 | 9 | 10 |
Iа, А | 2,0 | 3,5 | 3,5 | 3,8 | 4,3 | 4,5 | 5 | 5,5 |
Iс, А | 0,9 | 1 | 1,2 | 1,3 | 1,5 | 1,6 | 1,8 | 1,9 |
Мощность, кВт | 11 | 21 | 22,75 | 26,6 | 34,4 | 38,25 | 45 | 55 |
При наплавке использованы образцы из стали 20, толщиной 12мм.
Наплавка ИМС производилась порошком ПГ-С27, состав которого приведен в табл. 2.
Таблица 2
C | Cr | Si | Mn | Ni | W | Mo | B | S | P | Fe |
3,3-4,5 | 25-28 | 1,2 | 0,8-1,5 | 1,5-2 | 0,2-0,4 | 0,08-0,15 | 1,5-2,1 | 0,07 | 0,06 | 5,0 |
При наплавке использован флюс П-1,5 (состав см. в табл. 3).
Таблица 3
SiO2 | MnO | CaO | CaF2 | MgO | Al2O3 | Fe2O3 | S | P |
40-44 | 31-38 | <12 | 3-5 | <7 | <6 | 0,5-2 | <0,12 | <0,12 |
Оценка качества наплавки производилась путем исследований:
Замеры твердости осуществляли твердомером МЕТ-УД с ультразвуковым датчиком оснащенным алмазной пирамидкой. Замеры микротвердости проводились на приборе ПМТ-3.
Микроструктура наплавленного и переходных слоев изучалась на металлографическом микроскопе «Neofot-2» после комбинированного травления в следующих растворах:
1. в 4 – х процентном спиртовом растворе азотной кислоты;
2. в растворе хромового ангидрида в щавелевой кислоте.
С последующим фотографированием цифровым фотоаппаратом «Canon A710»
Визуально оценивали качество наплавленной поверхности и толщину наплавленного слоя.
Анализ микроструктуры твердости и микротвердости исследуемых образцов показал, что с увеличением мощности при наплавке, существенно изменяется структура и свойства наплавленного металла, линии сплавления и переходной зоны. С ростом величины вводимой погонной энергии возрастает ширина зоны термического влияния, растет твердость за счет резкого увеличения содержания углерода и, соответственно, количества перлита в переходной зоне (Рис.1).
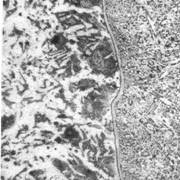
Рис. 1 Микроструктура восстановленного слоя в поперечном сечении (режим №4)
Х600
На линии сплавления образуется непрерывный тонкий слой легированного цементита (резко увеличивается микротвердость).
Структура наплавленного металла режима наплавки №4 достаточно однородная с равномерно распределенными карбидами хрома (Рис. 2).

Рис. 2 Микроструктура наплавленного металла
(режим №4)
Х1000
Структура переходной зоны феррито-перлитная с достаточным количеством феррита и примерно 40% (по площади) перлита.
При перегреве (режим №9) рис. 3, наплавленный металл неоднородный, пористый, встречаются участки чистого мартенсита, отбеленного доэфтектического чугуна, чисто перлитные участки, значительно меньше карбидов хрома (микротвердость по сечению наплавленного металла резко меняется).
Переходная зона широкая, состоит из перлита и узких полосок феррита. Твердость повышенная, в наличии явные признаки перегрева и неоднородности.
Следует отметить, что наблюдается неравномерность по толщине оплавленного слоя по длине образцов, при любом режиме наплавки, что свидетельствует о необходимости механизации передвижения деталей на рабочем столе, чтобы исключить влияние на качество ручной подачи.
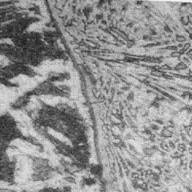
Рис. 3 Микроструктура восстановленного слоя в
поперечном сечении (режим №9)
Х1000
На основании изучения микроструктуры, измерений твердости и визуальной оценки доли наплавленного металла при постепенном снятии слоев, был определен, как оптимальный, режим наплавки №4 для упрочнения и восстановления деталей ударно-тягового механизма.
СПИСОК ЛИТЕРАТУРЫ
1. Коломийченко устройство железнодорожного подвижного состава / , , – М.: Транспорт, 1991. – 232 с.
2. Находкин электроподвижного состава / , , – М.: Транспорт, 1989. – 297 с.
3. Гридюшко хозяйство. / , , - М.: Транспорт, 1988.- 731с.
4. Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог. - М.: Транспорт, 2000. – 36с.
Research of influence of modes of an induction way
On hardening of workers Surfaces and quality
of the received metal
M. B.Leschinsky, S. L.Vojtselyonok
Technological modes of an induction method of restoration and hardening of working surfaces of the with great dispatch-traction mechanism with the purpose of a choice of an optimum mode of welding are investigated.
