

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Производство и применение пеногипсовых материалов
http://www. stroi. ru/tsch/list. asp? d=12&dc=872&dr=303773
Попытки поризации гипсовых материалов издавна привлекали ученых и производителей строительных материалов из-за доступности вяжущего, его технологичности, экологической чистоты, низких энергозатрат при производстве и целого ряда других положительных качеств.
Эти попытки не нашли практического применения из-за коротких сроков схватывания гипсового вяжущего, технологических трудностей регулирования структуры материала, большой вероятности образования различных дефектов. Так, основные приемы поризации материалов на основе минеральных вяжущих (пено - и газообразование) не дают положительных результатов из-за трудностей, связанных с согласованием времени перемешивания пены или газообразования со сроками схватывания гипса.
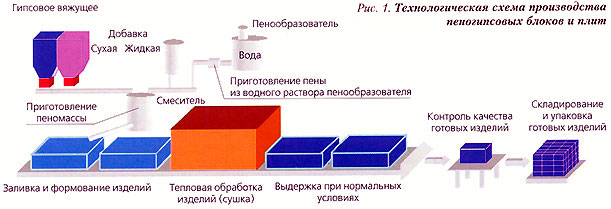 Возможность производства поризованных гипсовых материалов появилась после разработки в МГСУ (МИСИ) технологии сухой минерализации пены [1, 2]. Суть технологии предельно проста: из раствора поверхностно-активных веществ (ПАВ) непрерывным способом изготавливается пена необходимой кратности, которая минерализуется путем посыпки порошком гипсового вяжущего при одновременном перемешивании.
Возможность производства поризованных гипсовых материалов появилась после разработки в МГСУ (МИСИ) технологии сухой минерализации пены [1, 2]. Суть технологии предельно проста: из раствора поверхностно-активных веществ (ПАВ) непрерывным способом изготавливается пена необходимой кратности, которая минерализуется путем посыпки порошком гипсового вяжущего при одновременном перемешивании.
Гипсовое вяжущее, попадая в жидкую фазу, переводит пену из жидкой в вязкотекучую пеномассу. Длительность процесса составляет не более 1 минуты. Готовая пеномасса непрерывно подается на заливку в формы или на конвейер, где и происходит ее схватывание. Данная технология является единственной, обеспечивающей получение пеногипсовых изделий широкой номенклатуры и различной плотности.
Уникальность технологии заключается в том, что структура материала закладывается на стадии получения пены, показатели которой легко регулируются за счет изменения концентрации ПАВ, кратности пены, вида пеногенератора и условий минерализации. Так изменение соотношения скоростей пенообразования и минерализации позволяет получить структуру пеногипса с замкнутыми порами, что желательно для теплоизоляционных материалов, или с сообщающимися порами, что необходимо для звукопоглощающих материалов.
В настоящее время существует два пути реализации технологии сухой минерализации пены при получении пеногипса:
- производство стеновых блоков и перегородочных плит;
- производство отделочных звукопоглощающих материалов для подвесных потолков.
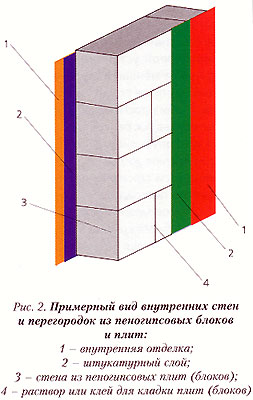
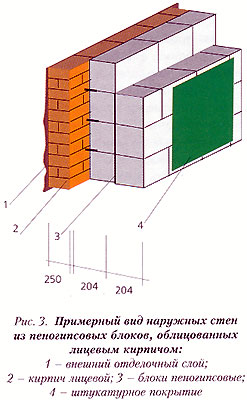
Применение данной технологии в монолитном строительстве возможно, но требует дополнительной отработки составов и оборудования, исключающих схватывание пеногипса в процессе приготовления и транспортировки. В настоящее время поризованные гипсовые блоки и плиты, изготавливаемые в соответствии с ТУ-5742-021-01667404-01, предназначены для самонесущих внутренних стен и перегородок с сухим и нормальным режимом помещений, а также при устройстве наружных стен в качестве теплозащитного слоя, защищенного от прямого попадания влаги. Стена, выполненная из пеногипсовых блоков, защищенных кирпичной кладкой в 0,5 кирпича, имеет термическое сопротивление 2,18 Вт/(м*°С) и 3,3 Вт/(м*°С) при толщине пеногипса, соответственно, 20 и 40 см.
 При производстве пеногипсовых блоков и плит используется гипсовое вяжущее марки не ниже Г-4 с нормальными сроками схватывания. Для сокращения расхода вяжущего и регулирования конечных показателей продукции возможно применение мелких фракций легких заполнителей, например силакомарганцевого шлака с насыпной плотностью до 300 кг/м3.
При производстве пеногипсовых блоков и плит используется гипсовое вяжущее марки не ниже Г-4 с нормальными сроками схватывания. Для сокращения расхода вяжущего и регулирования конечных показателей продукции возможно применение мелких фракций легких заполнителей, например силакомарганцевого шлака с насыпной плотностью до 300 кг/м3.
В качестве пенообразователей при производстве пеногипсовых материалов используются синтетические ПАВ, как правило, анионоактивного класса, например, ПО-2А. Расход пенообразователя составляет не более 0,2 % от массы гипсового вяжущего. При вспенивании раствор ПАВ переходит в пену с кратностью 4,0...5,5. При минерализации кратность пены снижается на 10 - 15 %, однако иногда возможно увеличение объема пеномассы.
Получение пены осуществляется в механических или струйных пеногенераторах, работающих в непрерывных режимах. В механических пеногенераторах воздухововлечение и структурирование пены идет за счетдиспергации пузырьков воздуха рабочим органом (лопасти, диски, щетки), вращающимся со скоростью 800...1200 об/мин. Параметры пены регулируются на выходе из пеногенератора.
В струйных пеногенераторах раствор ПАВ и воздух подаются в пеногенератор под избыточным давлением, перемешиваются в турбулентном потоке и проходят участок трубы или шланга, заполненной тонкодисперсным материалом - тонкая проволока, мелкая стружка. Параметры пены в струйных пеногенераторах регулируются путем изменения соотношения раствора ПАВ и воздуха, турбулентности и живого сечения потока.
 При минерализации порошок гипсового вяжущего равномерно посыпается на поверхность пены. При правильно выбранных параметрах минерализации и вязкости пеномассы в смесителе образуется характерная воронка. Регулирование параметров пеномассы достигается путем изменения параметров пены и интенсивности минерализации. Для этой цели разработаны специальные питатели-дозаторы с регулируемой скоростью подачи порошка вяжущего. Наиболее надежными зарекомендовали себя дисковые, ячейковые и тарельчатые питатели.
При минерализации порошок гипсового вяжущего равномерно посыпается на поверхность пены. При правильно выбранных параметрах минерализации и вязкости пеномассы в смесителе образуется характерная воронка. Регулирование параметров пеномассы достигается путем изменения параметров пены и интенсивности минерализации. Для этой цели разработаны специальные питатели-дозаторы с регулируемой скоростью подачи порошка вяжущего. Наиболее надежными зарекомендовали себя дисковые, ячейковые и тарельчатые питатели.
Тепловая обработка пеногипсовых блоков и плит может быть сведена к выдержке изделий на теплом отапливаемом складе с температурой 30...35 °С в течение 2...3 суток. При этом равновесная влажность пеногипса составит 15...20 %, что обеспечивает возможность их применения на стройке.
Блоки и плиты из пеногипса могут выпускаться марок по прочности D400, D500 и D600, при этом предел прочности при сжатии изменяется от М10 до М35, в зависимости от плотности и марки гипсового вяжущего. Коэффициент теплопроводности пеногипса в сухом состоянии составляет от 0,1 до 0,2 Вт/(м*°С). Основные свойства пеногипсовых блоков и плит приведены в таблице 1.
Таблица 1. Основные показатели пеногипсовых блоков
Наименование показателей | Значение показателей | ||
Средняя плотность кг/м3 | 400 | 500 | 600 |
Предел прочности при сжатии, МПа | 1,0 | 1,5 | 2,0 |
Теплопроводность Вт/(м*ºС) | 0,12 | 0,16 | 0,2 |
Термическое сопротивление при ð=400 мм, м2*ºС | 3,3 | 2,5 | 2 |
Данные таблицы 1 показывают, что пеногипс со средней плотностью 400 кг/м3 полностью обеспечивает термическое сопротивление для зданий средней полосы и, следовательно, может быть применен как эффективный теплоизоляционный материал. При средней плотности блоков 500 и 600 кг/м3 необходимое термическое сопротивление может быть получено путем сочетания их с защитными или облицовочными материалами.
Наряду с производством поризованных блоков и перегородочных плит применение пеногипса является перспективным при выпуске отделочных звукопоглощающих плит. Такие плиты являются экологически чистыми, обладают высоким декоративным качеством, огнестойкостью и звукопоглощающими свойствами, могут быть с успехом применены в качестве лицевых элементов подвесных потолков. Пеногипсовые плиты под названием «гипорит» были разработаны в МГСУ как альтернатива плитам «акмигран», хорошо зарекомендовавшим себя в строительной практике.
В качестве сырьевых материалов при производстве плит гипорит служат: гипсовое вяжущее, пенообразователь (синтетические ПАВ), рубленый стекложгут для дисперсного армирования, полимерная добавка ПВАД 1.0...2.0 % для повышения механической прочности.
Технология изготовления пеногипсовых плит гипорит также основана на методе сухой минерализации пены и включает: приготовление раствора ПАВ, вспенивание, минерализацию пены порошком гипсового вяжущего, заливку вспененной массы на конвейер. Тепловая обработка пеногипсовых плит происходит при температуре 70...75 °С. После выдержки в нормальных температурно-влажностных условиях плиты проходят отделочные операции (калибровку, шлифовку, офактуривание, покраску).
Плиты имеют марки 350, 400, 450, толщина плит 20...25 мм, размер 300х300 мм.
Основные показатели плит гипорит приведены в таблице 2.
Таблица 2. Технические характеристики плит гипорит
Наименование показателей | Значение показателей | ||
Средняя плотность кг/м3 | 350 | 400 | 450 |
Предел прочности при сжатии, МПа | 0,45 | 0,54 | 0,63 |
Сопротивление продуванию, рэл/см | 0,62 | 0,45 | 0,37 |
Коэффициент звукопоглощения на частоте 1000 Гц | 85 | 120 | 140 |
Плиты гипорит имеют неограниченные возможности декорирования (офактуривание, покраска), могут применяться в подвесных потолках как с открытым, так и с закрытым каркасом. Высокие декоративные и эксплуатационные показатели плит гипорит открывают широкие возможности их применения в строительстве.
Библиографический список:
1. Румянцев облегченных пеногипсовых материалов. Сб. материалов Академические чтения «Развитие теорий и технологий в области силикатных и гипсовых материалов», М, МГСУ. 2000.
2. О научных основах поризации гипсовых систем. Сб. докладов, НИИСФ, М., 2002.
, доктор техн. наук, профессор; , науч. сотрудник МГСУ
22.09.2004
"Строительные материалы, оборудование, технологии XXI века" No. 9/2004
