

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.9.048.7
ПОВЫШЕНИЕ КОНТАКТНОЙ ПРОЧНОСТИ
ФУНКЦИОНАЛЬНЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ИЗДЕЛИЙ
ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ
Рассмотрены технологии получения высокопрочных борохромированных слоев, формируемых методами оплавления диффузионных покрытий и лазерного легирования из обмазок. Приведены результаты натурных испытаний установочных элементов технологической оснастки, изготовленных из сталей 20, 40Х, 45 и упрочненных с использованием разработанных технологий.
Методы поверхностной лазерной обработки [1], несмотря на высокую стоимость соответствующего оборудования и интенсивный рост цен на энергоносители, остаются одним из перспективных направлений обеспечения контактной прочности деталей машин и технологической оснастки. Это объясняется локальным характером воздействия излучения на обрабатываемую поверхность, практически полностью исключающим тепловые деформации изделий, а также возможностью введения в зону лазерной обработки различными способами легирующих компонентов, что позволяет создавать поверхностные слои с уникальными физико-механическими и эксплуатационными свойствами. Дополнительный интерес у специалистов вызывает применение лазерных технологий для восстановления изношенных функциональных поверхностей деталей с одновременным повышением их ресурса.
Технология поверхностного модифицирования изделий с использованием лазерной энергии включает следующие этапы:
– нанесение легирующих компонентов на обрабатываемую поверхность;
– оплавление обрабатываемой поверхности лучом лазера;
– механическую обработку упрочненной поверхности.
Исследовались прочностные свойства лазерных покрытий, получаемых на образцах из сталей 20, 40Х и 45, на основе бор - и хромсодержащих компонентов. Выбор процесса борохромирования объясняется тем, что при совместном насыщении обрабатываемой поверхности стальных изделий хромом и бором в модифицированном слое наряду с высокопрочными, но хрупкими боридами железа образуются также и бориды хрома, обладающие как значительной твердостью (до HV 2300), так и высокой трещиностойкостью при динамических нагрузках [2]. Поскольку бориды хрома и железа изоморфны, имеют одинаковый характер связи и близкие параметры решетки, взаимно растворимы друг в друге, а атомные диаметры хрома и железа близки по величине, при борохромировании в поверхностном слое создаются условия для образования непрерывного ряда твердых растворов. Формирующаяся при этом однородная (в отличие от иглообразной при борировании) структура способствует, кроме того, возникновению благоприятной для контактного нагружения эпюры остаточных напряжений.
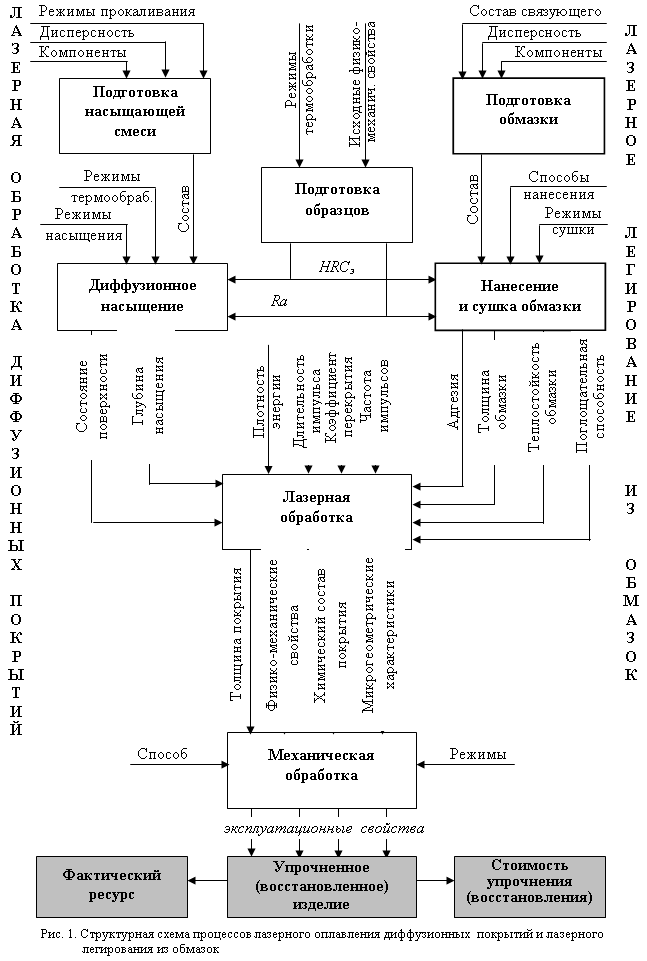
Рассматривались два способа введения легирующих компонентов в упрочняемую (восстанавливаемую) поверхность: лазерное оплавление диффузионных борохромированных слоев, полученных в результате химико-термической обработки (ХТО), и лазерное легирование из обмазок. Структурные схемы этих процессов, выполненные на основе системного подхода [3], приведены на рис. 1.
Все составы для предварительного диффузионного насыщения, осуществляемого в муфельной электропечи в специальном герметичном контейнере [4], включали: 1) бор - и хромсодержащие вещества (основные насыщающие компоненты); 2) активаторы (для ускорения процесса диффузии); 3) инертные добавки (для предотвращения спекания смеси).
В состав используемых обмазок также входили содержащие бор и хром соединения и, кроме этого, дополнительные компоненты, позволяющие повысить эффективность обработки (толщину формируемого покрытия, контактную прочность, трещиностойкость). Подготовленные мелкодисперсные составляющие обмазки перемешивались в связующем веществе и наносились на упрочняемую (восстанавливаемую) поверхность распылением струей сжатого воздуха [5].
Обработка поверхностей осуществлялась на технологической лазерной установке «Квант-18М», работающей в режиме свободной генерации на длине волны l = 1,06 мкм. Металлографические исследования получаемых покрытий осуществлялись на микроскопах МИМ-7 и МБС-2. Микротвердость измерялась на микротвердомере ПМТ-3. Для испытаний на контактную прочность использовалась специальная установка ударно-циклического нагружения. Критерием оценки контактной прочности был принят диаметр остаточного отпечатка после удара (одно - или многократного) по исследуемой поверхности конического твердосплавного индентора (a = 1200, ВК 8) [6] с определенной энергией.
Натурные испытания упрочненных опорных призм технологической оснастки, изготовленных из исследуемых материалов, проводились на специально разработанной установке, имитирующей цикл работы реального приспособления: установка заготовки – закрепление – выдержка под нагрузкой – снятие нагрузки – снятие заготовки. В качестве контртел использовались сменные образцы из стали 45 (HRCэ 52). Абсолютный износ после установленного числа циклов нагружения оценивался по профиллограммам, обработанным с помощью ЭВМ.
Диффузионное насыщение поверхностей исследуемых образцов соединениями хрома и бора позволяет сформировать упрочненный слой толщиной 80…100 мкм с поверхностной микротвердостью до HV 1600 (таблица). Оплавление поверхностей лучом лазера повышает их микротвердость на 10…20 %, однако небольшая глубина лазерного воздействия (до 50 мкм) не позволяет говорить о высокой эффективности получаемого покрытия.
Таблица
Результаты исследований прочностных свойств диффузионных борохромированных слоев
№ сос-тава | Содержание компонентов, мас. % | ХТО | ХТО + лазерная обработка | |||||||||
B2O3 | B4C | Cr2O3 | Al | CaF2 | NaF | Al2O3 | MgO | Микро - твердость, HV | Диаметр отпечатка, мкм | Микро - твердость, HV | Диаметр отпечатка, мкм | |
1 | 20 | – | 10 | 20 | 7 | 3 | 40 | – | 1480 | 430 | 2130 | 306 |
2 | 20 | – | 25 | 15 | 10 | 5 | 25 | – | 1310 | 439 | 1750 | 390 |
3 | 20 | – | 10 | 20 | 15 | 10 | 25 | – | 1520 | 426 | 1760 | 385 |
4 | 20 | – | 10 | 20 | 10 | 5 | – | 35 | 1340 | 463 | 1600 | 418 |
5 | 20 | – | 10 | 20 | 10 | 5 | 15 | 20 | 1350 | 450 | 1610 | 418 |
6 | 20 | – | 10 | 20 | 20 | – | 30 | – | 800 | 580 | 980 | 488 |
7 | 30 | – | 10 | 20 | 10 | 5 | 25 | – | 1370 | 445 | 1820 | 336 |
8 | 20 | 10 | 10 | 20 | 10 | 5 | 25 | – | 1510 | 426 | 1730 | 385 |
9 | 10 | 20 | 10 | 20 | 10 | 5 | 20 | 5 | 1620 | 420 | 1830 | 328 |
10 | – | 30 | 10 | 15 | 10 | 5 | 30 | – | 1780 | 407 | 2340 | 283 |
11 | – | 43 | 11 | 3 | 11 | 5 | – | 27 | 1760 | 405 | 2120 | 300 |
12 | – | 40 | 10 | 3 | 17 | – | 30 | – | 1620 | 418 | 1840 | 325 |
13 | – | 60 | 9 | 3 | 13 | – | 15 | – | 1610 | 415 | 1820 | 328 |
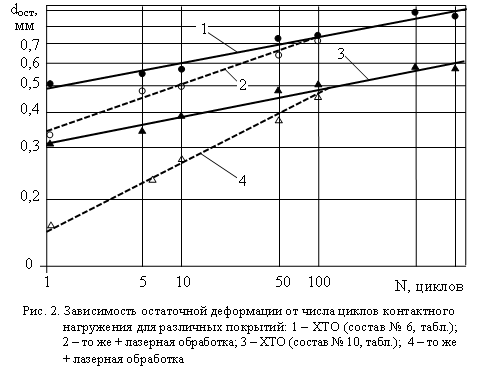
Это подтверждают и результаты испытаний образцов на контактную прочность (рис. 2): если при однократном нагружении диаметр остаточного отпечатка на обработанных лазером поверхностях существенно (на 30…40 %) меньше, чем на необработанных, то скорость накопления деформации (тангенс угла наклона соответствующих прямых) для них гораздо выше, и уже при 100 циклах нагружения диаметры остаточных отпечатков выравниваются, что указывает на разрушение упрочненного лазером слоя.
 Более технологичным и эффективным методом поверхностной лазерной обработки является легирование изделий из обмазок. Разработку составов обмазок предлагается начинать с простых двухкомпонентных комбинаций бор - и хромсодержащих веществ.
Более технологичным и эффективным методом поверхностной лазерной обработки является легирование изделий из обмазок. Разработку составов обмазок предлагается начинать с простых двухкомпонентных комбинаций бор - и хромсодержащих веществ.
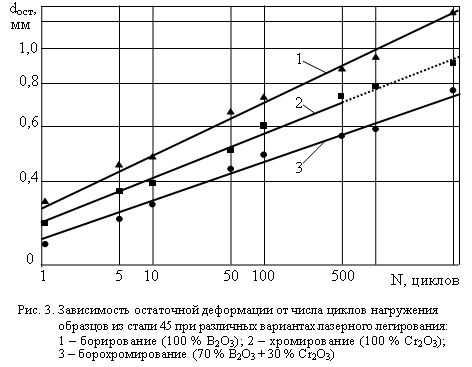 Экспериментальные исследования позволили определить оптимальное (по критерию максимальной микротвердости) соотношение следующих пар компонентов: B2O3 + Cr2O3; B2O3 + феррохром; B4C + Cr2O3. На рис. 3 приведены зависимости диаметра остаточного отпечатка от числа циклов нагружения образцов из стали 45 при различных вариантах лазерного легирования (комбинация B2O3 + Cr2O3). Контактная прочность поверхностей образцов, упрочненных лазером с использованием обмазок, обеспечивающих максимальную микротвердость, существенно выше, чем при борировании (100 % B2O3) или хромировании (100 % Cr2O3). При этом на испытуемых поверхностях после 500 циклов нагружения отсутствуют трещины, сопровождающие процесс разрушения покрытия (пунктирный отрезок прямой 2 на рис. 3). Из всех исследуемых материалов наиболее высокие прочностные показатели соответствуют борохромированным слоям на образцах из стали 40Х: поверхностная микротвердость до HV 1950, диаметр остаточного отпечатка при однократном нагружении на 60 % меньше, чем на борохромированных поверхностях образцов из стали 20, и на 30 % – из стали 45.
Экспериментальные исследования позволили определить оптимальное (по критерию максимальной микротвердости) соотношение следующих пар компонентов: B2O3 + Cr2O3; B2O3 + феррохром; B4C + Cr2O3. На рис. 3 приведены зависимости диаметра остаточного отпечатка от числа циклов нагружения образцов из стали 45 при различных вариантах лазерного легирования (комбинация B2O3 + Cr2O3). Контактная прочность поверхностей образцов, упрочненных лазером с использованием обмазок, обеспечивающих максимальную микротвердость, существенно выше, чем при борировании (100 % B2O3) или хромировании (100 % Cr2O3). При этом на испытуемых поверхностях после 500 циклов нагружения отсутствуют трещины, сопровождающие процесс разрушения покрытия (пунктирный отрезок прямой 2 на рис. 3). Из всех исследуемых материалов наиболее высокие прочностные показатели соответствуют борохромированным слоям на образцах из стали 40Х: поверхностная микротвердость до HV 1950, диаметр остаточного отпечатка при однократном нагружении на 60 % меньше, чем на борохромированных поверхностях образцов из стали 20, и на 30 % – из стали 45.
Разработанные двухкомпонентные составы являются базовыми для комплексных обмазок, которые формируются из базовых путем введения дополнительных компонентов. Так, достаточно эффективным оказалось добавление в обмазку Cr2O3 + B2O3 некоторого (до 10 %) количества углерода (графита), способствующего более интенсивному поглощению световой энергии, а следовательно, проплавлению основного материала на большую глубину, восстановлению активных атомов хрома и бора и синтезу карбоборидов хрома, обеспечивающих в смеси с боридами хрома и железа высокие эксплуатационные свойства поверхностного слоя. В результате глубину упрочнения удалось повысить на 30...40 % при некотором увеличении микротвердости (до HV 2000).
Увеличить глубину легирования до 290 мкм на образцах из сталей 20 и 45 удается путем введения в обмазку на основе B4C + Cr2O3 ферросилиция, обладающего небольшой температурой плавления и, следовательно, высокой жидкотекучестью. При этом эффект упрочнения сопровождается более интенсивным процессом кавитационного перемешивания составляющих лигатуры в расплавленном поверхностном слое упрочняемого материала, что обеспечивает поверхностную микротвердость HV 2100 и снижение диаметра остаточного отпечатка на 10...15 % по сравнению с базовым составом.
С целью повышения прочностных свойств борохромированных покрытий рассмотрена возможность введения в состав двухкомпонентной обмазки B + Cr2O3 оксида титана TiO2. Известно, что при борировании титана в аморфном боре на его поверхности образуются дибориды TiB2, обладающие высокой микротвердостью (HV 3400). Как показывают промышленные испытания, полученные боротитанированные покрытия эффективно защищают изделия от газовой коррозии, гидроэрозии, интенсивного абразивного износа, однако проявляют чрезвычайную хрупкость даже в условиях статических нагрузок. В то же время анализ литературных источников и собственные экспериментальные исследования [5] показали, что совместное насыщение упрочняемой стальной поверхности хромом и титаном сопровождается образованием на ней слоя карбида титана TiC с микротвердостью HV 3300, за которым следует пластичный слой, представляющий собой a-твердый раствор хрома в железе. Таким образом, разработанная комбинация B + Cr2O3 + TiO2, обеспечивая формирование высокопрочных карбидов и боридов титана в пластичной матрице переходной зоны и основного металла, позволяет повысить микротвердость упрочняемых поверхностей на образцах из стали 40Х в 1,6 раза (до HV 2200) с уменьшением остаточной деформации при однократном нагружении на 12...16 % по сравнению с двухкомпонентным составом.
Слои, получаемые при лазерном модифицировании поверхностей стальных изделий соединениями титана, характеризуются склонностью к трещинообразованию, поэтому их использование в условиях динамических нагрузок не всегда целесообразно, несмотря на рассмотренный эффект при совместном с бором и хромом лазерном насыщении упрочняемой поверхности. Вместе с тем высокими прочностными свойствами обладают слои на основе карбида кремния благодаря его повышенной микротвердости (HV 3200) и тепловой устойчивости, практически исключающей разложение соединения под действием концентрированных источников тепловой энергии. Однако различие в теплофизических свойствах карбида кремния и железа приводит к тому, что при непосредственном легировании сталей карбидом кремния не происходит равномерного распределения его в расплавленной лучом лазера железной матрице. Результатом является неравномерное распределение микротвердости по упрочненной поверхности. Целенаправленное решение этой проблемы позволило разработать обмазку на основе феррохрома (ФХ70) и B2O3 с добавлением карбида кремния SiC, обеспечивающую на сталях 40Х и 45 поверхностную микротвердость до HV 2500 при снижении числа трещин в 5-6 раз (при приложении ударной нагрузки с энергией 2,94 Дж) по сравнению с исходной обмазкой.
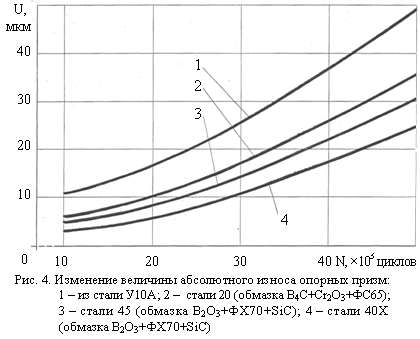 Как показывают результаты сравнительного анализа износостойкости упрочненных изделий (опорных призм) (рис. 4), изготовленных из исследуемых и инструментальной (У10А) сталей, наименьший износ при равных условиях нагружения имеют образцы из стали 40Х после борохромирования из обмазки B2O3 + ФХ70 + SiC (в среднем на 25...30 % меньше, чем для борохромированной из наиболее рационального состава стали 20, и в 1,7...1,9 раза меньше, чем для стали У10А).
Как показывают результаты сравнительного анализа износостойкости упрочненных изделий (опорных призм) (рис. 4), изготовленных из исследуемых и инструментальной (У10А) сталей, наименьший износ при равных условиях нагружения имеют образцы из стали 40Х после борохромирования из обмазки B2O3 + ФХ70 + SiC (в среднем на 25...30 % меньше, чем для борохромированной из наиболее рационального состава стали 20, и в 1,7...1,9 раза меньше, чем для стали У10А).
Рассмотренные технологические методы могут быть использованы для обеспечения и повышения контактной прочности функциональных поверхностей как при восстановлении изношенных деталей (при ограниченной величине износа), так и при упрочнении вновь изготовляемых. Лазерное оплавление диффузионных покрытий целесообразно для стальных изделий, не подвергающихся значительным контактным нагрузкам, а также для устранения поверхностных дефектов, возникающих в процессе ХТО в виде пористости. Лазерное легирование из обмазок является более технологичным методом, позволяющим изменять физико-механические свойства получаемых покрытий путем изменения состава легирующих компонентов.
СПИСОК ЛИТЕРАТУРЫ
1. Григорьянц, поверхностной лазерной обработки / , . – М.: Высш. шк., 1987. – 192 с.
2. Ворошнин, стали / , . – М.: Металлургия, 1978. – 240 с.
3. Константинов, -энергосберегающий потенциал применения диффузионно-легированных сплавов в реновационных технологиях / , // Тяжелое машиностроение. – 2004. – № 2. – С. 21-27.
4. Колесников, стойких при контактных ударах покрытий различными способами борохромирования / , , // Физико-химическая механика материалов. – 1989. – № 1. – С. 101-104.
5. Говоров, поверхностной прочности углеродистой стали при лазерном нанесении хромсодержащих покрытий / , , // Физика и химия обработки металлов. – 1988. - № 5. – С. 68-71.
6. Колесников, и установка для определения показателей роста деформаций при контактном ударно-циклическом нагружении / // Заводская лаборатория. – 1987. - № 11. – С. 80-82.
Материал поступил в редколлегию 20.02.06.
