

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Методика
изготовления паяльной пасты из исходных ингредиентов
В целях увеличения срока эксплуатационного использования паяльных паст Потребитель может приобретать паяльную пасту в виде 2-х отдельных составляющих: порошкового припоя и адгезионно-флюсущей композиции.
По мере производственной необходимости может быть приготовлено лишь необходимое количество пасты. Пасту приготавливают следующим образом.
В композицию частями всыпается порошковый припой из расчета 1/10 весового объема требуемого порошка на одно замешивание и производится перемешивание круговыми движениями и движениями снизу вверх плоской лопаточкой. Длительность перемешивания каждой порции порошка 5-10 мин. В целях исключения повторных взвешиваний порошка рекомендуется подобрать мерную ложку или совочек. Следить за равномерностью смешения, однородностью получаемой суспензии и отсутствием комков, которые следует размешать плоскими движениями.
По окончании приготовления пасты полученную суспензию оставить на 1 час, после чего снова перемешать в течение 15 мин. и оставить ее на сутки для естественной седиментации и протекания основной окислительно-восстановительной реакции (растворения окисной пленки на шариках припоя), при этом вязкость пасты должна увеличиться приблизительно в 2 раза. В течение этих суток желательно несколько раз перемешать пасту. Через 1 сутки пасту снова перемешать и она готова к использованию.
При перемешивании всего порошка припоя со всем объемом флюса получаемая паяльная паста имеет вязкость, необходимую для трафаретной печати. Для нанесения пасты с помощью дозатора, возможно, потребуется паста с меньшей вязкостью. Для приготовления пасты с меньшей вязкостью сначала перемешивают весь объем флюса-связки с 80-90% порошка. Добавляя оставшуюся часть порошка в приготавливаемую пасту, получают пасту с нужной вязкостью. Возможна также добавка в приготовленную паяльную пасту дополнительного количества флюса-связки, приобретаемой отдельно.
В процессе работы с пастой в зависимости от внешних атмосферных условий, аккуратности обращения с ней и техникой трафаретной печати вязкость пасты, как правило, увеличивается, в результате чего может потребоваться ее корректировка.
Внимание! Если Вы не планируете использовать сразу весь приготовленный объем паяльной пасты, то рекомендуется следующее:
- приготовить полный объем паяльной пасты (0,5 или 1,0 кГ);
- отложить необходимое количество пасты в отдельную посуду и использовать ее для нанесения на платы;
- оставшуюся часть пасты плотно закрыть крышкой и убрать;
- технологические излишки пасты собранные с трафарета и ракеля собирать в отдельную посуду (не в ту, где хранится основной объем пасты).
При нанесении паяльной пасты через трафарет (при нанесении дозатором этого не происходит), на ракеле и трафарете остаются излишки паяльной пасты, не перенесенные на печатную плату. Если эти излишки собирать в какую либо емкость, то связки в собранной пасте будет меньше, чем было первоначально, т. к. она смазывает поверхности ракеля и трафарета и вернуть ее обратно в пасту не представляется возможным. Постепенно связка выносится из состава пасты и паста загустевает. Снизить густоту пасты можно, добавив в нее 0,5-1-2 гр. связки. Сначала нужно очень тщательно перемешать загустевшую пасту, чтобы не оставалось комочков. Затем добавить 0,5-1 гр. связки и опять тщательно перемешать. Добавление даже очень малых доз связки резко разжижает пасту. Не передозировать!
Номинальная разовая добавка связки производится из расчета 3 Г связки на 1 кГ пасты, после чего проверяется качество пасты на соответствие технологическим требованиям. Процесс повторяется до тех пор, пока паста не будет иметь оптимальную технологическую консистенцию.
Для увеличения вязкости необходимо добавить порошок припоя. Разовая добавка порошка припоя составляет 35 Г на 1 кГ пасты.
Внимание!
В связи с необходимостью периодического технологического перемешивания пасты в процессе ее использования, следует применять специализированные "лопаточки" следующих размеров: (12-15)х220х(1,5-2) мм изготовленные из Д16Т, стали 18-8 или титана ВТ-1-0.
В целях исключения "срезания" поверхностного слоя или остаточного облоя полиэтиленовой тары острыми ребрами "лопаточки" при перемешивании пасты, необходимо на кромках "лопаточки" снять острые кромки R=(0,5-1) мм и обеспечить чистоту поверхности Rz1.2. Эскиз лопаточки для перемешивания пасты приведен на рис. 1.
Попадание полиэтиленовой стружки в пасту может приводить к искажению отпечатков при трафаретной печати и пропуск отдельных окон.
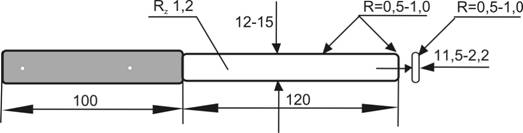
Рис. 1.
При выполнении операции нанесения паяльной пасты через металлический трафарет периодически необходимо контролировать состояние кромок рабочего ножа полиуретанового ракеля и своевременно производить подшлифовку плоскости А (рис.2).
Завалы острых кромок, в особенности при использовании высоко-адгезионных водосмываемых паст, приводят к резкому увеличению усилия давления, прилагаемого исполнителем на ракель (в 1,5-2) раза, что может заметно увеличить трудоемкость трафаретной печати.
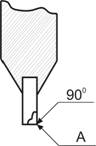
Рис. 2.
