

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 658. 562
Н. И. Бойко, (РГУПС, Россия)
Методы исследований разъемных соединений и неподвижных сопряжений, восстановленных полимерными материалами
Возрастающие требования к качеству ремонта транспортных средств и оборудования связаны с необходимостью повышения их надежности, производительности и коэффициента полезного действия, которые в значительной мере определяются эксплуатационными свойствами их деталей и узлов. Поставленная перед ремонтным производством задача поддержания транспортных средств в работоспособном состоянии может быть решена при условии широкого внедрения прогрессивных технических решений. Важным шагом в поддержании транспортных средств и оборудования в работоспособном состоянии является широкое использование полимерных материалов в ремонтном производстве.
Полимерные уплотняющие материалы представляют собой жидкие составы различной вязкости, способные длительное время оставаться в исходном состоянии без изменения свойств. Низкая токсичность анаэробных материалов, высокие прочностные свойства и способность отверждаться в узких зазорах между сопрягаемыми поверхностями позволяют значительно упростить процесс ремонта, получить значительную экономию средств, повысить долговечность восстановленных деталей, узлов. Все это выгодно отличает полимерные материалы от других способов восстановления, применяемых в ремонтной практике.
Однако контроль качества соединений, восстановленных при помощи полимеров, и оценка дефектности структуры полимеров представляет значительные трудности, так как отличительной особенностью полимерных материалов является большое разнообразие химического строения и лабильность физической структуры, их структурно-физическое несовершенство, различные микро - и макродефекты.
В ходе проведения лабораторных и эксплуатационных испытаний на базе РГУПС было установлено, что на долговечность клеевого соединения непосредственно влияют несколько параметров:
- исходная технологическая и развивающаяся в процессе эксплуатации дефектность материала;
- остаточные напряжения в полимерном слое;
- пиковая расслаивающая и отрывающая нагрузка;
- распределение нагрузок по длине клеевого соединения;
- различие тепловых расширений.
В исследовании и устранении вредного влияния вышеперечисленных факторов кроются значительные резервы повышения предельной прочности и долговечности клеевых соединений. Значительный интерес представляет исследование, как влияет напряженно-деформированное состояние на параметры исходной микродефектности.
В РГУПСе разработана методика испытаний на усталость неподвижных соединений типа «вал-втулка», восстановленных полимерными композициями, при многоцикловом нагружении и статическом доломе (распрессовке).
При разработке методики испытаний на усталость анаэробных материалов были проанализированы различные схемы циклического нагружения неподвижного сопряжения при кручении в условиях вынужденных и резонансных колебаний. Принимая во внимание базу испытания N³106 цикл, экономичные методы возбуждения колебаний системы для обеспечения деформаций сдвига в неподвижном соединении, поддержания заданного уровня амплитуды напряжений в процессе испытаний и четкой фиксации предельного состояния (разрушения) сопряжения, за основу был принят резонансный метод испытаний на электродинамическом вибростенде.
На рис. 1 приведена конструктивная схема приспособления для испытания восстановленных соединений типа «вал-втулка» на усталость при кручении.
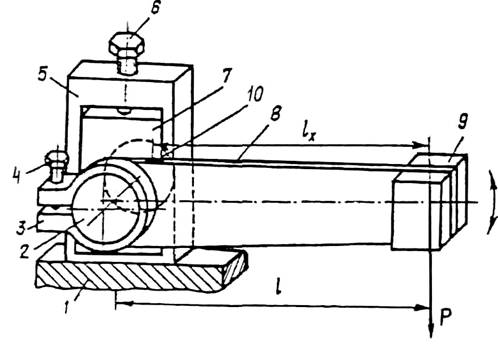
Рис. 1. Схема циклического нагружения полимерного соединения
типа «вал-втулка» на усталость при кручении
Втулка 7 жестко соединена через промежуточные звенья 5 со столом вибростенда 1, а вал 2 – с балкой 8. Полимерное соединение, образованное в сопряжении «вал-втулка», является заделкой для балки и препятствует повороту вала во втулке. Нагружение неподвижного соединения осуществляется силами инерции балки, работающей на изгиб при колебаниях по основному тону. В принятой схеме нагружения изгибающий момент (![]() ), создаваемый балкой при поперечных колебаниях, преобразуется в крутящий момент (
), создаваемый балкой при поперечных колебаниях, преобразуется в крутящий момент (![]() ), приложенный к валу, который вызывает крутильные колебания в неподвижном сопряжении деталей. Для увеличения нагрузки к концу балки прикрепляется дополнительная масса 9. Уменьшение потерь на конструкционное демпфирование достигается пригонкой сопрягаемых поверхностей в захвате 5 и клеммовом зажиме 3, усилием затяжки винтов 4 и 6.
), приложенный к валу, который вызывает крутильные колебания в неподвижном сопряжении деталей. Для увеличения нагрузки к концу балки прикрепляется дополнительная масса 9. Уменьшение потерь на конструкционное демпфирование достигается пригонкой сопрягаемых поверхностей в захвате 5 и клеммовом зажиме 3, усилием затяжки винтов 4 и 6.
Величина ![]() в месте наклейки тензорезистора 10 (рис. 1) определялась экспериментально, затем вычислялось приведенное значение момента
в месте наклейки тензорезистора 10 (рис. 1) определялась экспериментально, затем вычислялось приведенное значение момента ![]() относительно оси вала по формуле:
относительно оси вала по формуле:
 , (1)
, (1)
где ![]() – экспериментальное значение,
– экспериментальное значение, ![]() ;
;
e – относительная деформация тензорезистора;
Е – модуль упругости материала балки;
W – момент сопротивления сечения балки в месте приклейки тензорезистора;
n – коэффициент приведения, учитывающий способ и место приложения нагрузки (сосредоточена на конце балки, распределенная по длине и др.).
При колебаниях системы в резонансном режиме с частотой ¦= 150...170 Гц фиксировали размах колебаний конца рычага 2l величину e в виде преобразованного в напряжение сигнала, т. е. u(2l). Зависимости e(u) и u(2l) являются линейными регрессиями
 . (2)
. (2)
Поэтому
 , (3)
, (3)
где r, a, m – коэффициенты регрессии.
Прочность анаэробных соединений типа «вал-втулка» при кручении вычисляется по формуле, в этой формуле реальное значение коэффициента поверхностного заполнения (К1£1,0) неизвестно, поэтому в дальнейших расчетах принята величина К1=1,0.
Используя формулы, найдем
 ;
; ![]() , (4)
, (4)
где t, m, с – постоянные коэффициенты, вычисляемые для данной системы нагружения.
В процессе испытаний восстановленных неподвижных соединений на усталость размах колебаний 2l, соответствующий заданной величине t, измеряли с помощью микроскопа МБС-2 и поддерживали постоянным, вплоть до наступления предельного состояния восстановленного сопряжения. За базу испытаний была принята величина N=2×106 циклов. В качестве критерия предельного состояния неподвижного соединения служило условие снижения резонансной частоты системы на 10% или невозможность возбуждения колебаний с заданной амплитудой напряжений вследствие значительного усталостного повреждения соединения.
Величину накопленного усталостного повреждения оценивали путем распрессовки восстановленного соединения после испытаний на усталость и определения остаточной статической прочности на сдвиг, tост. Статическое нагружение восстановленного неподвижного сопряжения осуществляли на универсальном гидравлическом прессе ЦД-40 фирмы «ФЕБ Веркштофпрюфмашинен». На рис. 2 показана схема нагружения соединения.
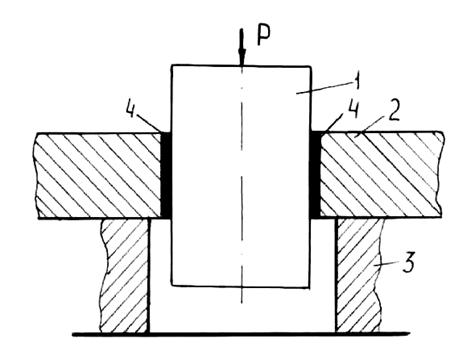
Рис. 2. Схема нагружения восстановленного соединения при статических испытаниях на сдвиг:
1 – вал; 2 – втулка; 3 – неподвижная опора; 4 – слой полимерного материала
Прочность анаэробного соединения при сдвиге определяли по формуле (5). На прочность восстановленного анаэробными материалами соединения влияет большое число факторов, которые обусловливают реализацию конкретного результата испытаний в виде случайного числа. Поэтому для объективной оценки механических характеристик анаэробных материалов применялись методы статистической обработки. С учетом размеров сопряжений восстановленных соединений типа «вал-втулка» и результатов кратковременных испытаний вычисляли оценки среднего значения прочности tср, дисперсии и коэффициента вариации nt.
Например,

 ;
; ![]() , (5)
, (5)
где ti – прочность при сдвиге отдельного соединения;
n – объем выборки;
St – среднеквадратическое отклонение;
![]() – среднее значение прочности при сдвиге.
– среднее значение прочности при сдвиге.
Результаты испытаний соединения на усталость обрабатывали с использованием регрессионного анализа. Экспериментальные данные аппроксимировали с зависимостью:
 . (6)
. (6)
После линеаризации уравнение имеет вид:
 , (7)
, (7)
где ![]() – амплитуда напряжений цикла;
– амплитуда напряжений цикла;
![]() – циклическая долговечность анаэробного соединения;
– циклическая долговечность анаэробного соединения;
a, m – параметры уравнения.
Оценка параметров a и m по экспериментальным данным проводилась с помощью метода наименьших квадратов. Статистическую значимость коэффициентов регрессии обычно проверяют по F-критерию:
 , (8)
, (8)
где ![]() – эмпирический коэффициент корреляции,
– эмпирический коэффициент корреляции,
![]() ;
;
![]() – объем выборки.
– объем выборки.
Если  , то параметры уравнения статически значимы на уровне a. Уравнения регрессии используются для построения кривых усталости по эмпирическим данным и расчетной оценки предела ограниченной выносливости на заданной базе испытаний. Кроме величины
, то параметры уравнения статически значимы на уровне a. Уравнения регрессии используются для построения кривых усталости по эмпирическим данным и расчетной оценки предела ограниченной выносливости на заданной базе испытаний. Кроме величины ![]() (по эксперименту) определяли коэффициент усталости по формуле [9]:
(по эксперименту) определяли коэффициент усталости по формуле [9]:
 , (9)
, (9)
где ![]() – предел ограниченной выносливости;
– предел ограниченной выносливости;
![]() – среднее значение кратковременной статической прочности.
– среднее значение кратковременной статической прочности.
Результаты испытаний исследуемых неподвижных соединений типа «вал-втулка», восстановленных полимерным материалом без наполнителей, сопоставлялись с данными испытаний неподвижных соединений, восстановленных модифицированными композициями с различными порошкообразными наполнителями. Кривые усталости на кручение приведены на рис. 3.
Как показали результаты экспериментальных исследований, предел ограниченной выносливости на кручение образцов, восстановленных с применением анаэробного материала АН-6К без наполнителей, равен 9,6 МПа (кривая 1); с наполнителем порошок графитовый – 10,2 МПа (кривая 2); с наполнителем алюминиевый порошок – 10,7 МПа (кривая 3); с наполнителем порошок медный – 11,1 МПа (кривая 4); с наполнителем порошок железный – 11,7 МПа (кривая 5). Проведенные исследования на усталость при кручении и статическую прочность анаэробного материала АН-6К, используемого для восстановления неподвижного соединения типа «вал-втулка» (с порошкообразными наполнителями, введенными в состав композиции на основе АН-6К в количестве 10% при зазоре в соединении 0,20 мм), показали, что усталостная прочность восстановленного соединения при применении наполнителей увеличивается на 12…24%, а статическая прочность соединения на 11…29%. Коэффициент усталости, позволяющий оценить вибростойкость восстановленного соединения, для анаэробного материала АН-6К равен 0,626.

Рис. 3. Кривые усталости восстановленных неподвижных соединений типа «вал-втулка» при испытаниях на кручение: 1 – АН-6К без наполнителей; 2 – АН-6К с наполнителем – порошок графитовый; 3 – АН-6К с наполнителем – пудра алюминиевая; 4 – АН-6К с наполнителем – порошок медный; 5 – АН-6К с наполнителем – порошок железный
По результатам проведенных испытаний особо следует отметить, что эффективным способом управления качеством клеевого соединения и физико-механическими свойствами полимерных материалов является их модификация при помощи различных наполнителей.
В ходе проведения лабораторных испытаний прочности фланцевых соединений при кручении суммарная статическая прочность фланцевого соединения принималась как сумма клеевой и механической прочности и выражалась при помощи уравнения:
 , (10)
, (10)
где Т – сила статического момента до начала проскальзывания, Н×мм;
f – коэффициент трения между фланцами (без клея);
n – количество болтов;
F – сила сжатия (от натяжения болта) на 1 винт, Н;
![]() – внешний радиус фланца, мм;
– внешний радиус фланца, мм;
![]() – внутренний радиус фланца, мм;
– внутренний радиус фланца, мм;
S – коэффициент распределения нагрузки;
![]() – поправочный коэффициент нагрузки на скручивание;
– поправочный коэффициент нагрузки на скручивание;
t – статическая прочность полимера на сдвиг, Н/мм2;
g – полярный клеевой момент зоны фланца,
![]() , мм2. (11)
, мм2. (11)
Установлено, что увеличение нагрузочной способности соединения происходит за счет проникания клея внутрь межфланцевого пространства и заполнения неровностей соединяемых поверхностей. Это позволяет повысить до 100% площадь контакта фланца. Одновременно происходит защита фланца от коррозии и исключение фреттинга. В результате накопленного опыта рекомендуется применение полимерных материалов средней вязкости (например, АН-111), что позволит облегчить проникновение состава в межфланцевое пространство и предотвратить его стекание.
При проведении исследований надежности восстановленных полимерными материалами резьбовых соединений было установлено, что наилучшим способом оценки является проведение испытаний циклическими нагрузками на испытательном стенде «Loktite» (рис. 4).
При помощи данного стенда можно производить сравнительные испытания резьбовых соединений на ударную нагрузку и вибрацию по Юнкеру. Зафиксированный болт подвергался вертикальному давлению на установке с возможностью смещения точки приложения усилия с помощью кулачка. Пневматические молотки создают относительное перемещение нагруженных деталей со смещением +а. В то же самое время существует предварительная нагрузка F×v, которая непрерывно изменяется в циклах нагрузки. Полученные кривые для различных схем фиксации можно сравнить (рис. 5).
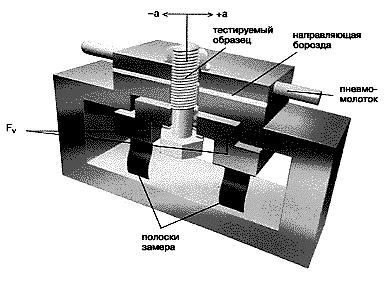
Рис. 4. Испытательный стенд «Loktite»
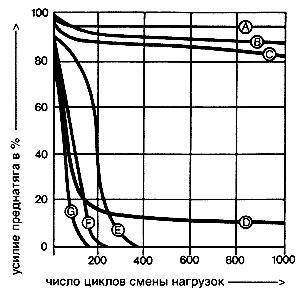
Рис. 5. Кривая самоотвинчивания разных резьбовых соединений:
А – стандартный винт с фиксацией винтового соединения полимерным материалом; В – винт сцепления (винт с ребристым фланцем); С – винт с пильчатым фланцем; D – гайка с полиамидным кольцом; Е – винт с зубчатой шайбой ДИН 6797А; F – винт с пружинной шайбой ДИН 127А; G – незафиксированный стандартный винт
В результате испытаний установлено, что большинство механических методов не выдержали данного испытания. Это говорит о том, что они приемлемы до определенной степени. Сходные результаты исследований показали рифленый фланцевый болт с уплотненной поверхностью и болт с фиксацией резьбового соединения полимерным материалом. Однако фланцевый болт имеет ряд существенных недостатков: высокая стоимость; повреждение фиксирующих элементов при откручивании; увеличенные размеры. Что касается полимерных продуктов, то они не требуют никаких дополнительных расходов или усилий, так как один продукт может применяться для резьбовых соединений различных типов.
В ходе проведения исследований остаточных напряжений в полимерном слое установлено, что напряжения по всей длине соединения распределяются неравномерно. Они сконцентрированы на краю соединяемой поверхности, а также в местах изменения деталями своей геометрической формы. Был сделан вывод о том, что увеличение длины соединения не ведет к пропорциональному его усилению. Для равномерного распределения напряжений применяются специальные конфигурации, где выполняются соответствующие требования по снижению пиковых напряжений.
Для получения благоприятных сжимающих напряжений в полимерном слое можно рекомендовать следующий способ сборки: клей наносится на внутреннюю деталь, наружная – нагревается, после чего производится сборка узла. При этом в статическом состоянии на клеевой шов будет действовать напряжение сжатия. В процессе эксплуатации происходит увеличение клеевого зазора, и напряжение на полимерный слой ослабляется. Это позволяет исключить недопустимые нагрузки на растяжение.
Предлагаемая технология соединения деталей по горячей посадке дает оптимальную прочность соединения, поскольку нагревание позволяет достичь высокой скорости полимеризации, а усадка внешней детали вызывает нагрузки сжатия в отверждающемся составе. Однако необходима высокая точность сборки без последующего позиционирования.
Одним из ранее перечисленных факторов, влияющих на прочность и долговечность узлов транспортных средств, восстановленных полимерными материалами, является различие коэффициентов тепловых расширений у соединяемых деталей. В ремонтной практике достаточно часто происходит соединение деталей, имеющих различные коэффициенты теплового расширения, в результате чего под воздействием рабочих температур полимерный слой подвергается большим напряжениям на разрыв. Оценить возникающее тепловое расширение можно по следующей формуле:
![]() , (12)
, (12)
где d – диаметр детали при нагреве, мм;
d0 – первоначальный диаметр детали, мм;
а – коэффициент линейного теплового расширения, °С-1;
DT – разница температур, °С.
На основании опыта применения полимерных материалов рекомендуется применять клеевую сборку с нагревом, если внешняя деталь имеет больший коэффициент теплового расширения, чем внутренняя (например, сталь-алюминий), причем разница температур должна составлять 100 °С. Это позволит снизить влияние растягивающих напряжений, возникающих в ходе работы узла.
Проведенные на базе РГУПСа исследования позволили разработать установки и методики исследования надежности неподвижных, фланцевых и резьбовых соединений, восстановленных полимерными материалами, и на практике проверить их работоспособность. Оценить влияние таких факторов, как остаточные напряжения в полимерном слое и различие коэффициентов температурного расширения, и их влияние на надежность и долговечность восстановленных соединений и узлов транспортных средств.
