
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.791.927.5
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С СЕРДЕЧНИКОМ ИЗ ПОРОШКА ТУГОПЛАВКИХ МЕТАЛЛОВ
, ,
Разработана методика определения эквивалентных значений теплофизических характеристик и расчёта параметров плавления электродной порошковой проволоки при электродуговой наплавке. Рассчитаны эквивалентные теплоёмкость, удельная объёмная теплота плавления и удельное сопротивление электродной проволоки диаметром 2,0 и 1.6 мм с сердечником из порошка тугоплавких металлов (26% Cr, 14% Mo, 2.5% Ta, 56% WC) диаметром 1.4 и 1.0 мм. Определены зависимости тока дуги от скорости подачи и длины вылета электродной проволоки указанных диаметров.
Ключевые слова: электродуговая наплавка, порошковая проволока, тугоплавкие металлы, теплофизические свойства.
Для упрочнения поверхности стального инструмента для обработки давлением наплавляют слой, содержащий мелкодисперсные порошки карбида вольфрама, молибдена, тантала и хрома. При электродуговой наплавке используют порошковую проволоку, оболочка которой выполнена из стали, а сердечник – порошок твёрдых материалов.
Несмотря на большое количество работ по плавлению электродной проволоки при дуговой сварке и наплавке [1-8], плавление порошковой проволоки в опубликованных работах практически не исследовано, а данные о плавлении проволок, наполненных порошком тугоплавких металлов и их карбидов, в публикациях полностью отсутствуют.
Объектом исследования является процесс плавления порошковой проволоки, оболочка которой выполнена из стали 20Х23Н18, а сердечник представляет собой смесь мелкодисперсных частиц порошка разных металлов (26% Cr, 14% Mo, 2.5% Ta, 56% WC).
Задача исследования состояла в определении режима плавления проволок диаметром 1.6-2.4 мм с диаметром сердечника 0.5-0.75 от диаметра проволоки.
Процесс плавления проволоки при дуговой наплавке определяется температурой, при которой электродный материал переносится в наплавочную ванну. Общеизвестно, что перенос материала электрода в наплавочную ванну осуществляется каплями, диаметр которых близок к диаметру электрода. Очевидно, что температура этих капель больше температуры плавления, но ниже температуры кипения материала электрода. В случае проволоки с сердечником из порошкового тугоплавкого материала сложного состава и стальной оболочкой допустимо считать, что плавление и перенос определяются наименьшими значениями температур плавления и кипения материалов, входящих в состав проволоки. В рассматриваемом случае температуры плавления оболочки из стали 20Х23Н18 заметно ниже температуры плавления хрома - самого легкоплавкого элемента, входящего в состав сердечника, см. таблицу.
Теплофизические свойства металлов, входящих
в состав порошковой проволоки
TS, оС | TL, оС | TV, оС | HL, Дж/г | с, Дж/(гоС) | r, г/см3 | l, Вт/(смоС) | |
WС | – | 2870 | 6000 | – | 0.21 | 15.8 | 0.29 |
Cr | – | 2130 | 2945 | 400 | 0.46 | 7.2 | 0.94 |
Mo | – | 2890 | 4885 | 290 | 0.256 | 10.2 | 1.4 |
Ta | – | 3017 | 5458 | 155 | 0.14 | 16.7 | 0.58 |
20Х23Н18 | 1360 | 1420 | 2860 | 84 | 0.5 | 7.9 | 0.22 |
TS, TL, ТV – температуры солидуса, ликвидуса и кипения элемента,
HL – теплота плавления, с – теплоёмкость, r - плотность, l- теплопроводность.
Так как содержание хрома в материале сердечника значительно (26%), то можно принять, что сердечник при температурах выше температуры плавления хрома (2130 оС) переходит в полужидкое состояние, полностью теряет прочность и может переноситься в наплавочную ванну. Температура переноса не может превысить значение температуры кипения стальной оболочки (2860 оС), поэтому температура капель, стекающих с электрода, лежит в пределах 2200-2800 оС. В дальнейшем при моделировании значение температуры капель принято равным 2500 оС.
Процесс плавления проволоки, кроме температуры переноса электродного материала, определяется также диаметрами оболочки и сердечника, вылетом электрода и теплофизическими свойствами материалов оболочки и порошка, скоростью её подачи, и распределением мощности теплового потока, создаваемого дугой на поверхности проволоки.
При дуговой сварке плавящимся электродом скорость плавления электрода точно равна скорости её подачи. Это равенство обеспечивается саморегулированием тока дуги при питании дуги от источника с жёсткой вольтамперной характеристикой. Значение тока дуги можно рассчитать по соотношению
 , (1)
, (1)
где df – внешний диаметр проволоки,
vf – скорость подачи проволоки,
Ua – падение напряжения в анодной области дуги, прилегающей к электроду,
Tk – температура капель, стекающих с электрода в наплавочную ванну,
Tf – температура подогрева электродного металла током в вылете электрода,
Cr – эквивалентная объёмная теплоёмкость элементов, входящих в состав электродной проволоки,
qL – эквивалентная теплота плавления элементов, расплавляющихся в проволоке.
Для использования этого соотношения необходимо определить эквивалентную теплоёмкость материала электродной проволоки
 , (2)
, (2)
где mi – массовая доля i –го элемента материала в составе проволоки, cri – его теплоёмкость и плотность, n – количество элементов в составе порошковой проволоки.
Эквивалентная теплота плавления элементов
 , (3)
, (3)
где p – количество плавящихся элементов порошковой проволоки, HL,i – теплота плавления i-го элемента.
Температура подогрева металла в вылете определяется
 , (4)
, (4)
где - распределение эквивалентного удельного электрического сопротивления вдоль вылета электрода, определяемое распределением температуры Tf(z).
- распределение эквивалентного удельного электрического сопротивления вдоль вылета электрода, определяемое распределением температуры Tf(z).
Эквивалентное удельное электрическое сопротивление порошковой проволоки рассчитывается
 , (5)
, (5)
где r1, r2– удельное электрическое сопротивление оболочки и сердечника
Удельное электрическое сопротивление порошкового сердечника
 , (6)
, (6)
где n – количество элементов, входящих в сердечник, re,i – удельное электрическое сопротивление i-го элемента.
Получены следующие эквивалентные значения теплофизических характеристик электродной порошковой проволоки с диаметром оболочки 1.6 мм и сердечника 1.0 мм: удельная объёмная теплоёмкость Сr=3.61 Дж/(см3 оС), удельная объёмная теплота плавления qL=698 Дж/см3, удельное электрическое сопротивление re=60 (20 оС) и 110(1000 оС) мкОм×см.
Численное решение. Вследствие взаимной зависимости тока дуги и тепловыделения в вылете электрода значение тока дуги определяли итерационно, решая систему уравнений (1,4). Расчёт тока дуги, необходимого для плавления указанной порошковой проволоки при разных скоростях подачи был выполнен для вылета электрода Lf=4-20 мм и значении анодного напряжения Ua=4.6 В для дуги, горящей в аргоне.
Результаты решения. Результат решений уравнений (1, 4) представлен в виде зависимостей тока дуги от скорости подачи и вылета электрода при разном его диаметре на рис.1.
Полученные зависимости определяют значение тока от массы плавящегося электрода: скорости подачи и диаметра проволоки. Важной особенностью порошковой проволоки с тугоплавким сердечником является высокое электрическое сопротивление вылета электрода, обусловленное высоким удельным сопротивлением порошка и оболочки из хромоникелевого сплава.
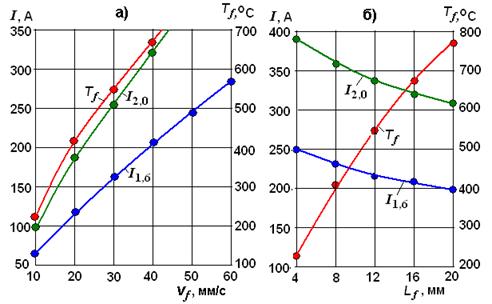
Рис.1. Зависимость тока дуги I и температуры разогрева вылета Tf от: скорости Vf подачи (a) и вылета Lf (б) порошковой электродной
проволоки диаметром 2,0 и 1.6 мм с сердечником из порошка тугоплавких металлов диаметром 1.4 и 1.0 мм: а) при вылете 16 мм,
б)при скорости подачи 40 мм/с.
Полученные зависимости определяют значение тока от массы плавящегося электрода: скорости подачи и диаметра проволоки.
Важной особенностью порошковой проволоки с тугоплавким сердечником является высокое электрическое сопротивление вылета электрода, обусловленное высоким удельным сопротивлением порошка и оболочки из хромоникелевого сплава. Высокое электрическое сопротивление вызывает сильный подогрев вылета током дуги. Подогрев вылета вызывает снижение тока дуги, так как облегчает его плавление. Температура нагрева определяется только длиной и скоростью подачи проволоки и не зависит от её диаметра.
Нагрев вылета проволоки снижает его механическую прочность, что определяет допустимый вылет электрода. Для порошковой проволоки с оболочкой из хромоникелевой стали и с сердечником из порошка тугоплавких металлов допустим нагрев до температуры 600-700 оС, что несколько больше допустимого значения для проволок из малоуглеродистых сталей. Но вследствие более значительного электрического сопротивления использование порошковой проволоки с тугоплавким порошком возможно только при небольшой длине вылета, не превышающей для тока дуги 200-300 А значения 20-15 мм.
Выводы
1. Разработана методика определения эквивалентных значений теплофизических характеристик и расчёта параметров плавления электродной порошковой проволоки при электродуговой наплавке
2. Рассчитаны эквивалентные теплоёмкость, удельная объёмная теплота плавления и удельное сопротивление электродной проволоки диаметром 2,0 и 1.6 мм с сердечником из порошка тугоплавких металлов (26% Cr, 14% Mo, 2.5% Ta, 56% WC) диаметром 1.4 и 1.0 мм.
2. Определены зависимости тока дуги от скорости подачи и длины вылета электродной проволоки диаметром 2,0 и 1.6 мм с сердечником из порошка тугоплавких металлов диаметром 1.4 и 1.0 мм.
Список литературы
1. , Шпигунова модель плавления и переноса электродного металла с систематическими короткими замыканиями дугового промежутка // Сварочное производство. 1992. № 6. С. 28-32.
2. , Тушева расчёта перехода капли в ванну при коротком замыкании // Вопросы атомной науки и техники. Сер.: Ядерная техника и технология. 1990. Вып. 5. С. 8-14.
3. Имитационное моделирование особенностей управления переносом капель при сварке с короткими замыканиями / , , // Технология машиностроения. 2008. № 10. С. 25-29.
4.Физико-математическая модель системы «источник питания - дуга» для сварки плавящимся электродом в защитных газах / , , . // Тяжелое машиностроение. 2008. № 6. С. 18-20.
5. , , Полосков процесса переноса электродного металла при сварке с короткими замыканиями // Автоматическая сварка. - 2009. - №2. - С. 16-21.
6. Явления плавления проволоки при в газовой дуговой сварки / / Наука и технологии сварки и соединения. - 2005, Vol. 10. - № 5. - Р. 610 - 616.
7., , Демченко технологических факторов на процесс плавления присадочной проволокой при аргонодуговой сварке // Вопросы атомной науки и техники. Сер. Сварка в ядерной технологии. - 1983 год. - Вып. 1 (10). - С. 30 - 33.
8. , , Демченко температуры нагрева присадочной проволоки от излучения дуги // Вопросы атомной науки и техники. Сер. Сварка в ядерной технологии. - 1983 год. Вып. 2 (11). - С. 41 - 44.
, к. т.н., проф., *****@***ru, Россия, Тула, Тульский государственный университет,
, к. т.н., доц., av. *****@***com, Россия, Тула, Тульский государственный университет,
, к. т.н., доц., *****@***ru, Россия, Тула, Тульский государственный университет
DETERMINATION OF THE TECHNOLOGICAL PARAMETERS OF THE FLUX CORED WIRE WITH THE CORD CONSISTING OF THE POWDER
OF REFRACTORY METALS
V. A.Erofeev, A. V.Maslennikov, O. I.Zaitsev
A method for determining the equivalent values of the thermal characteristics and the parameters of the melting of the electrode flux cored wire during arc cladding has been developed. There have been calculated the following equivalent characteristics: heat capasity, specific volume fusion heat, and specific resistance of the electrode wire with diameters of 2.0 and 1.6 mm with the core (diameters 1.4 and 1.0 mm) containing 26% Cr, 14% Mo, 2.5% Ta, 56% WC. The dependencies of the arc current on the electrode feed rate and stick-out distance have been stated for the electrodes of the above-mentioned.
Key words: arc cladding, flux cored wire, refractory metals, thermal characteristics.
Erofeev Vladimir Alexandrovich, candidate of technical science, professor, *****@***rut, Russia, Tula, Tula State University,
Maslennikov Alexander Vasilievich, candidate of technical science, docent, av. *****@***com, Russia, Tula, Tula State University,
Zaitsev Oleg Igorevich, candidate of technical science, docent, *****@***ru
Russia, Tula, Tula State University,
