
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4 РАСКАТАННая ТРЕЩИНа
(рис. 4.1 – 4.4)
Характеристика дефекта | Причины возникновения дефекта | Меры предупреждения образования дефекта |
Дефект, представляющий собой несплошности металла, образовавшиеся в результате раската поверхностных трещин непрерывнолитых слябов. Дефект имеет вид тонких отслаивающихся от поверхности полосы пленок, вытянутых вдоль направления прокатки. В сечении дефекта наблюдаются ответвления трещин. Стенки дефекта покрыты окалиной, прилегающие к ним участки насыщены диффузионными окислами и могут быть обезуглерожены. | Наличие трещин на поверхности сляба из-за: - повышенного содержания серы или газов в стали; - отклонений в настройке рабочей полости кристаллизатора; - неудовлетворительного состояния рабочих поверхностей в кристаллизаторе; - отклонений от требований по настройке механизма качания кристаллизатора, поддерживающей системы и системы вторичного охлаждения слитка; - применения шлакообразующих смесей (ШОС) и огнеупоров, не соответствующих данной марке стали; - нарушения в подаче ШОС в кристаллизатор; - нарушения температурного и скоростного режима разливки; - нарушения режимов вторичного охлаждения; - работы кислородом в кристаллизаторе и/или в стакане промковша. | Поддерживать оптимальные параметры работы механизмов качания кристаллизатора, поддерживающей системы и системы вторичного охлаждения. Применять соответствующие данной марке стали ШОС и качественные огнеупоры. Обеспечивать равномерную подачу ШОС в кристаллизатор. Настраивать рабочую полость кристаллизатора в соответствии с НД. Систематически контролировать состояние рабочих поверхностей в кристаллизаторе. Поддерживать оптимальные температуры и скорости разливки на УНРС. Не допускать неравномерного охлаждения поверхности сляба в зоне вторичного охлаждения. Обеспечивать содержание химических элементов (S, P), увеличивающих склонность металла к трещинообразованию в пределах, предусмотренных НД. |

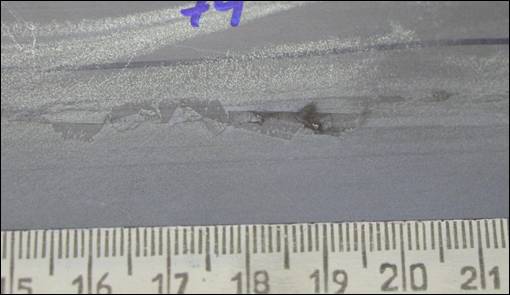

Рис. 4.1. Внешний вид дефекта
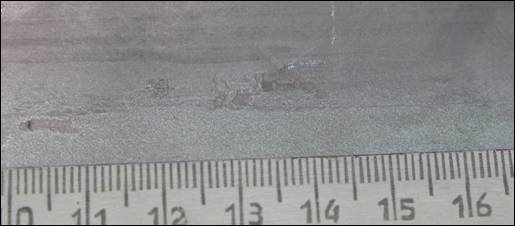
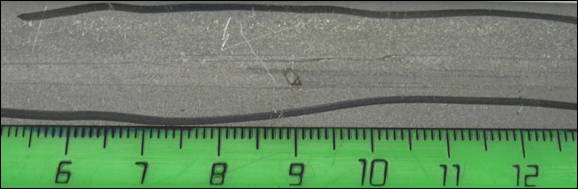
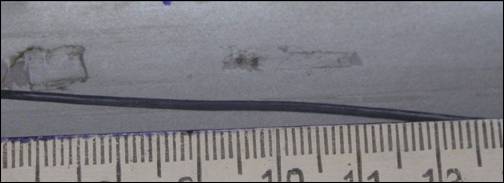

Рис. 4.2. Внешний вид дефекта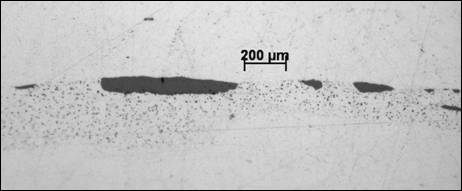

|
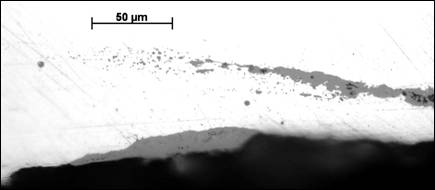
Рис. 4.3. Диффузионные окислы и окалина по месту дефекта

Рис. 4.4. Обезуглероживание металла в районе дефекта, х100
