
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Опишите явления, происходящие в металле при холодном деформировании, и укажите сущность процесса упрочнения.
Металлы имеют кристаллическое строение. Обычно металлы состоят из множества кристаллов неправильной формы, называемых зернами. Размеры зерен малы по сравнению с размерами деформируемого тела. Зерна своими кристаллографическими элементами располагаются беспорядочно. Многочисленными экспериментами установлено, что преобладающими механизмами холодного деформирования является скольжение.
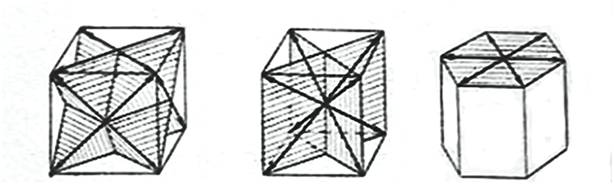
При скольжении наблюдается процесс сдвига одной части кристалла относительно другой под действием касательных напряжений по определенным кристаллографическим плоскостям и направлениям (рис.1).
В кристаллах с кубической гранецентрированной решеткой скольжение происходит преимущественно по плоскости октаэдра и в направлении диагоналей граней куба.
В кристаллах с гексагональной решеткой плоскостью скольжения является плоскость базиса и направлением скольжения – диагональ шестиугольника.
В кристаллах с кубической объемноцентрированной решеткой наиболее плотно упакована телесная диагональ куба, по ней и происходит скольжение.
а) | б) | в) |
Рис.1. Системы скольжения в гранецентрированной (а), объемноцентрированной кубической (б) и, гексагональной (в) решетках. |
Скольжение локализуется в полосах скольжения, представляющих собой ряд атомных слоев, охваченных деформацией. Полосы скольжения отстоят одна от другой на расстоянии порядка 1 мкм. Металл между полосами на ранних стадиях процесса не участвует в деформации. С ростом степени деформации увеличивается число дефектов кристаллического строения в металле, что оказывает значительное влияние на механические и физико-химические свойства: механические свойства, характеризующие сопротивление деформации (s в, НВ), повышаются, а свойства, характеризующие способность к пластической деформации (d, y), падают (рис. 2).
Рис. 2. Влияние степени пластической деформации на механические свойства низкоуглеродистой стали.
Упрочнение металлов часто характеризуют зависимостью сдвигающего (касательного) напряжения от кристаллографического сдвига, являющегося мерой степени пластической деформации металла.
Упрочнение крисаллов некоторых металлов представлено кривыми на рис. 3, из которого видно, что кристаллы с кубической решеткой упрочняются значительно сильнее, чем кристаллы с гексагональной.
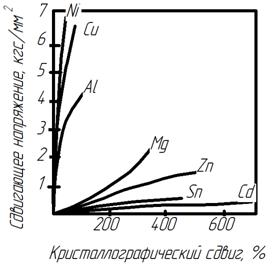
Рис.3. Кривые упрочнения металлических кристаллов.
Меньшее упрочнение и большая анизотропия механических свойств кристаллов с гексагональной решеткой по сравнению с кристаллами с кубической решеткой объясняются меньшим числом систем скольжения и меньшей возможностью их пересечения.
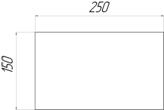
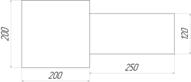
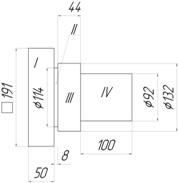
2. По эскизу детали (рис. 4) разработайте процесс ее изготовления методом ковки на паровоздушном ковочном молоте.
При выполнении работы следует:
1) описать сущность процесса ковки и указать область ее применения;
2) привести схему молота и описать работу;
3) установить температурный интервал ковки и вид нагревательного устройства и привести схему печи;
4) составить чертеж поковки и определить ее массу;
5) привести эскизы переходов ковки и применяемого инструмента;
6) с учетом технологических отходов определить длину и массу исходной заготовки. и указать способ ее получения;
7) описать механизацию процесса ковки.
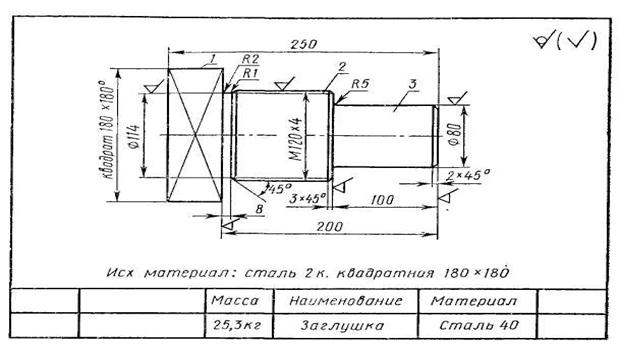
Рис.4. Эскиз детали.
1. Заготовку для изготовления данной детали можно получить способом обработки металла давлением - ковкой. Ковка металла представляет собой довольно сложный технологический процесс. Сама сущность процесса ковки металлов заключается в том, что металлическая заготовка деформируется и приобретает необходимую форму под воздействием ручных инструментов или пресса (гидравлического или пневматического молота). При этом улучшается прочность металла, его механические свойства и структура заготовки. В любом случае – и при ручной, и при автоматизированной ковке – совершаются возвратно-поступательные движения ударного инструмента, это может быть или ручной молот, или боек пресса. Все технологические операции, равно, как и сам процесс ковки, разделяются на несколько видов и этапов. Ковка металлов бывает ручная или автоматическая.
Последовательный технологический процесс ковки представляет собой работу молотом (кувалдой) на наковальне и состоит из нескольких последовательных операций:
1) Осадка заготовки. Применяется для того, чтобы увеличить площадь сечения заготовки для продолжения следующих операций над заготовкой. При осадке слитка или прокатной заготовки исходное сечение уменьшается и приобретает требуемый вид для вытяжки заготовки.
2) Вытяжка применяется для того, чтобы увеличить общую длину слитка, уменьшенную в результате осадки. Удары наносятся вдоль оси заготовки, но чрезмерное удлинение заготовки может привести к неправильному изгибу слитка, что впоследствии придется исправлять. Как разновидность процесса вытяжки можно рассматривать раздачу заготовки и ее расплющивание. Расплющиванием добиваются увеличения общей площади заготовки. Раздача служит для увеличения диаметров пустотелых заготовок. Возможно совмещение этих двух процессов для более эффективного результата в получении требуемой формы заготовки.
3) Прошивка – операция, при помощи которой в заготовке делаются углубления или отверстия.
4) Закручивание слитка (заготовки). При закручивании осуществляется поворот одной части заготовки относительно другой.
Рубка заготовки разделяет заготовку на несколько частей. Если заготовка слишком большая, то ее рубят на несколько частей требуемого размера. Также рубкой приводят изделие к окончательной форме, удаляя лишний металл. Как разновидность рубки применяется вырубка металла из заготовки.
5) Гибка заготовки. В процессе гибки полностью меняется направление оси слитка или прокатной заготовки.
6) Сварка заготовок. Соединение в одно целое нескольких заготовок, в основном из стали низкоуглеродистого состава.
Автоматическая ковка металла представляет собой те же технологические операции, но с применением прессов и кузнечных молотов (пневматических или гидравлических). На прессе(молоте) также можно производить ковку заготовок любого размера, предпочтительнее больших слитков и заготовок, которые не поддаются ручной ковке. Боек молота может иметь вес от 0,5 кг до 5000 кг. В процессе горячей ковки необходимо соблюдать температурный интервал нагрева и подогрева заготовок, сам нагрев осуществляется в горне. Свободная ковка металла подразумевает воздействие на металл во всех направлениях как ручным способом (кувалда), так и при помощи пресса. Проводят технологический процесс свободной ковки для того, чтобы получить единичную заготовку определенной формы, или несколько заготовок, изготовление которых большими партиями не требуется. При свободной ковке предпочтительнее применять ручную ковку, так как она дает большую свободу действия при придании заготовке требуемой формы.
На данный момент ковка металла – один из самых экономичных способов изготовления заготовок из металла для последующей их обработки и придания им законченного вида. Свободная ковка используется чаще при изготовлении единичных заготовок, а в серийном производстве экономически выгоднее применять ковку штампами, или автоматическую ковку.
2. Заданная деталь имеет большие размеры, объём, массу, производство детали мелкосерийное, поэтому этот способ её получения наиболее целесообразен.
Таблица 1 - Выбор ковочного оборудования
Тип оборудования | Масса поковки, кг | |
Форма поковки | ||
Простая | Фасонная | |
Ковочный пневматический молот | 0,3-200 | 0,3-20 |
Ковочный паровоздушный молот | 20-20000 | 20-350 |
Ковочный гидравлический пресс | 650-98000 | 350-62000 |
Исходя из таблицы 1, для получения заданной заготовки выбираем ковочный паровоздушный молот. Общая компоновка отдельных частей ковочного молота показана на рис.5. Рассмотрим подробнее конструкцию узлов молота.
1) Шабот, являющийся основанием молота, представляет собой массивную чугунную отливку. Сверху на шаботе смонтирована подштамповая плита. Для загрузки и выгрузки штампа в рабочую зону молота подштамповая плита выполнена выдвижной. Подъем и перемещение плиты осуществляется специальным механизмом. Конечные движения плиты – подъем, опускание, перемещение – регулируются конечными выключателями. Для транспортировки шабот снабжен несколькими нарами расчалочных штырей, отлитых заодно с ним, или глухими цилиндрическими полостями, куда заводят монтажные приспособления.

Рис.5. Схема ковочного молота:
1 – шабот; 2 – станина; 3 – падающие части; 4 – рабочий цилиндр; 5 – предохранительное устройство; 6 – парораспределительный механизм; 7 – механизм управления; 8 – система смазывания
2) Стойки станины работают в очень тяжелых условиях импульсного нагружения. По отношению к оси молота сила часто приложена эксцентрично. В результате происходит их сдвиг вдоль и поперек фронта шабота, сопровождающийся изгибом в двух плоскостях. Сначала стойки отрываются от шабота, а затем резко садятся на свое место.
3) Типовой узел падающих частей (рис. 6) состоит из раздельно выполненных поршня 2, штока 3. бабы 6 и более мелких соединительных деталей.
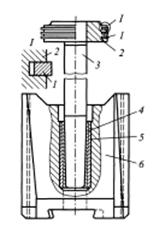
Рис.6. Схема узла падающих частей молота
Соединение штока с поршнем осуществляется горячей конусной посадкой с последующей расклепкой штока, а соединение штока с бабой – через разрезную втулку.
Номинальная масса падающих частей - главный размерный параметр - складывается из масс поршня, штока, бабы. Верхний боек, или штамп, не является деталью молота, регламентация его массы необходима для того, чтобы предупредить при эксплуатации утяжеление падающих частей сверх меры, приводящее к значительному изменению параметров молота.
4) Рабочий цилиндр - составная часть привода молота. В его цилиндрической полости происходит преобразование энергии пара и сжатого воздуха в кинетическую энергию движущегося поршня и всего узла падающих частей. К узлу рабочего цилиндра также относится предохранительное устройство.
3. Установление температурного интервала ковки и вида нагревательного устройства, схема печи.
Нагрев заготовки перед ковкой осуществляется с целью повышения пластичности металла или сплава. Температура нагрева (![]() ) зависит от химического состава сплава и устанавливается определённой с тем, чтобы исключить возможность перегрева и пережога металла.
) зависит от химического состава сплава и устанавливается определённой с тем, чтобы исключить возможность перегрева и пережога металла.
Нижняя температура ковки (![]() ) устанавливается такой, чтобы исключить возможность образования наклёпа в поковке. Разность между температурой нагрева заготовки и температурой заготовки в конце ковки, называется температурным интервалом ковки (
) устанавливается такой, чтобы исключить возможность образования наклёпа в поковке. Разность между температурой нагрева заготовки и температурой заготовки в конце ковки, называется температурным интервалом ковки ( ![]() ).
).![]()
Заданная деталь изготавливается из Стали 40.
Сталь 40 – конструкционная углеродистая качественная сталь с содержанием углерода 40% и вредных примесей не более 0,04% серы и 0,04% фосфора. Эта сталь имеет более высокую пластичность и вязкость по сравнению со сталями обыкновенного качества особенно при низких температурах.
На основании свойств Стали 40 выбираем температурный интервал ковки 1200-800ºС.
Так как процесс ковки применяется в мелкосерийном производстве, то наиболее экономичным является нагрев в пламенной камерной печи.
В камерных пламенных печах металл нагревается непосредственно пламенем, проходящим через рабочее пространство печи; заготовки на протяжении всего времени нагрева лежат неподвижно на поду печи и, таким образом, выдача нагретых заготовок осуществляется в то же окно, через которое их подавали в печь. Температура в печи по всему рабочему пространству относительно одинакова.
На рис. 7 изображена камерная печь малоокислительного нагрева с решетчатым сводом. Данная печь предназначена для нагрева небольших слитков и заготовок углеродистых и легированных сталей.
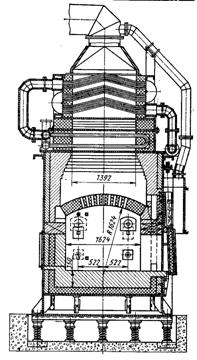
Рис.7. Камерная печь малоокислительного нагрева с решетчатым сводом.
4. Составление чертежа поковки и определение ее массы.
При разработке чертежа поковки следует иметь в виду, что поковка отличается от детали как своими размерами (на величину припуска и напуска), так и формой.
Определение припусков, предельных отклонений и напусков при ковке на молоте производится по ГОСТ 7829-70. Припуск назначается на все размеры детали. Чертим тонкой сплошной линией эскиз вала (см. рис. 8). Почти все поверхности вала подлежат обработке резанием (![]() ), поэтому припуски на поковку назначаем на все размеры. На контур детали сплошной линией нормальной толщины наносим эскиз поковки с учетом припусков и напусков. Проставляем на эскизе поковки размерные линии и под ними в скобках номинальные размеры вала.
), поэтому припуски на поковку назначаем на все размеры. На контур детали сплошной линией нормальной толщины наносим эскиз поковки с учетом припусков и напусков. Проставляем на эскизе поковки размерные линии и под ними в скобках номинальные размеры вала.
В таблицу 2 вписываем размеры поковки.
Таблица 2.
Размеры | Припуск, мм | Допуск, мм | Дополнительный допуск, мм | Размер поковки, мм |
□180 | 11 | ±3 | 0 | □191±3 |
| 8 | ±3 | 4 |
|
M120 | 8 | ±3 | 4 |
|
| 7 | ±2 | 5 |
|
50 | 22 | ±6 | 0 | 72±6 |
100 | 0 | ±4,5 | 0 | 100±4,5 |
250 | 27,5 | ±7,5 | 0 | 277,5±7,5 |
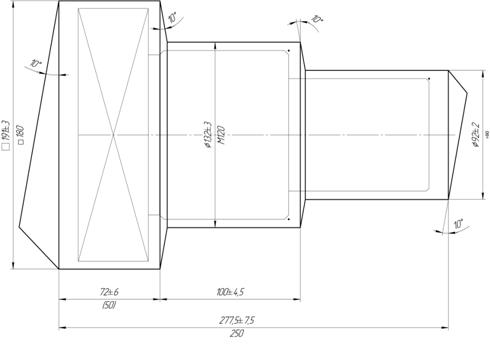
Рис.8. Чертеж поковки.
Определяем массу поковки. Для её определения берут в расчёт номинальные размеры поковки.
 ,
,
где ![]() – масса поковки, г;
– масса поковки, г;
![]() – объём поковки, см³;
– объём поковки, см³;
7,85 – плотность стали, г /см³.


Массу исходной заготовки определяют как сумму масс поковки и отходов.
При ковке из проката 
где ![]() − масса поковки;
− масса поковки; ![]() − масса отхода на угар (2 % при нагреве и 1,5 % при каждом подогреве заготовки);
− масса отхода на угар (2 % при нагреве и 1,5 % при каждом подогреве заготовки); ![]() − масса отходов на обсечки (0...5 % в зависимости от формы поковки и принятого технологического процесса);
− масса отходов на обсечки (0...5 % в зависимости от формы поковки и принятого технологического процесса); ![]() − масса выдры (подсчитывается непосредственно по ее размерам).
− масса выдры (подсчитывается непосредственно по ее размерам).
Принимая массу отходов на угар 3,5 %, обсечек 3 %, получаем по формуле массу заготовки вала при ковке из проката:
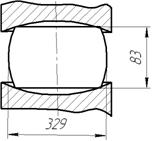
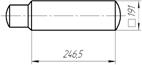
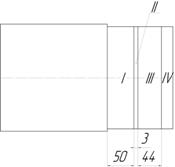
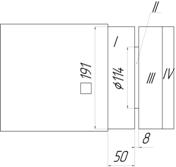
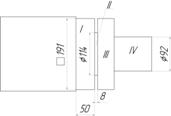
5. Приведение эскизов переходов ковки и применяемого инструмента.
№ п/п | Операции и переходы | Оборудование и инструмент | Эскизы переходов | Основные показатели |
1 | 2 | 3 | 4 | 5 |
1 | Нагрев слитка до 1200 ºС | Пламенная печь |
|
1350 ºС Время нагрева 1 ч. |
2 | Ковка цапфы под патрон Ø200, билетировка на Ø120, отрубка донной части | Пресс, бойки, топор, кран, манипулятор |
| Уков 1,5…1,2 |
3 | Нагрев до 1200 ºС | Пламенная печь |
Время нагрева 1 ч. | |
4 | Осадка | Пресс, манипулятор, кран |
| Величина осадки |
5 | Протяжка на 191 | Пресс, бойки, манипулятор, кронциркуль |
| Уков |
6 | Разметка участков, наметка, пережим | Пресс, бойки, раскатка, треугольная пережимка, манипулятор, шаблон |
| |
7 | Протяжка участка II на Ø114 мм | Пресс, бойки вырезные, манипулятор, кронциркуль, шаблон |
| |
8 | Протяжка участка IV на Ø92 мм | Пресс, бойки вырезные, манипулятор, кронциркуль/ |
| |
9 | Протяжка участка III на Ø132 мм | Пресс, бойки вырезные, манипулятор, кронциркуль/ |
| |
10 | Правка, обрубка остатка от части IV, отрубка цапфы | Пресс, бойки вырезные, топоры односторонний и трапецеидальный. Манипулятор, кронциркуль, шаблон. |
|

6. С учетом технологических отходов определить длину и массу исходной заготовки и указать способ ее получения.
Массу исходной заготовки определяют как сумму масс поковки и отходов.
При ковке из проката
где ![]() − масса поковки;
− масса поковки; ![]() − масса отхода на угар (2 % при нагреве и 1,5 % при каждом подогреве заготовки);
− масса отхода на угар (2 % при нагреве и 1,5 % при каждом подогреве заготовки); ![]() − масса отходов на обсечки (0...5 % в зависимости от формы поковки и принятого технологического процесса);
− масса отходов на обсечки (0...5 % в зависимости от формы поковки и принятого технологического процесса); ![]() − масса выдры (подсчитывается непосредственно по ее размерам).
− масса выдры (подсчитывается непосредственно по ее размерам).
Принимая массу отходов на угар 3,5 %, обсечек 3 %, получаем по формуле массу заготовки вала при ковке из проката:
![]()
Определим длину заготовки (L):
 25см=250мм
25см=250мм
Так как в нашем случае поковка изготавливается осадкой, то размеры заготовки определяют так, чтобы 1,25 ≤ ![]() ≤ 2,5, где D-диаметр заготовки; L-длина заготовки.
≤ 2,5, где D-диаметр заготовки; L-длина заготовки.
Исходя из таблицы 2.12 выбираем сортовую горячекатаную сталь квадратную по ГОСТ 2590-88 150, чтобы выполнялось условие, оговоренное выше.
7. Механизация процесса ковки
Механизация ковки - важная задача улучшения условий труда и повышения производительности, так как ковка трудоёмкий и малопроизводительный процесс.
При ковке массивных поковок многие операции вообще не могут быть осуществлены вручную. Для посадки заготовок в печь и выдачи их из печи кроме мостовых и консольно-поворотных кранов применяют специальные посадочные машины напольного или подвесного типа. Ковку на прессах и молотах можно механизировать с помощью различных кранов, кантователей и манипуляторов.
Молоты обслуживаются обычно консольно-поворотными кранами, прессомостовыми кранами.
Кантователь - механизм, подвешиваемый к крюку крана и позволяющий поворачивать слиток вокруг его продольной оси.
Манипулятор представляет собой тележку, которая может перемещаться по железнодорожным рельсам (рельсовый манипулятор) либо без них (безрельсовый манипулятор). На тележке устанавливают электрические или гидравлические приводы, осуществляющие перемещение самой тележки и движение захвата. Захват зажимает заготовку, производит кантовку – вращение вокруг продольной оси и перемещает её вверх-вниз. Имеются манипуляторы, у которых кроме этого захват поворачивается вокруг вертикальной оси. Грузоподъёмность манипуляторов достигает 120т.
