
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра материаловедения и технологии металлов
Токарная обработка
материалов
Методические указания к лабораторному практикуму по курсу «Учебные мастерские»
для студентов специальности
Минск 2013
УДК 621.941(075.8)
![]() ББК 34.632я73
ББК 34.632я73
Т51
Рассмотрены и рекомендованы к изданию редакционно-издательским советом университета
Составители:
,
Рецензент
кандидат технических наук, доцент, заведующий кафедрой деталей машин и подъемно-транспортных устройств,
С. Е. Бельский
По тематическому плану изданий учебно-методической литературы университета на 2013 г. Поз. 27.
Предназначены для студентов специальности 1-36 05 01
«Машины и оборудование лесного комплекса».
© УО «Белорусский государственный технологический университет», 2013
Лабораторная работа № 6
ПОДРЕЗАНИЕ ТОРЦОВ ЗАГОТОВОК
Цель работы – научиться подрезать уступы до 5 мм и более и торцы проходным упорным, отогнутым подрезным и подрезным резцами с ручной подачей резца; ознакомиться с основными дефектами обработки торцовых поверхностей.
1. Подрезание уступов в трехкулачковом патроне с ручной подачей резца
Предварительно изготовить ступенчатый вал с помощью проходного резца. Установить и закрепить ступенчатый вал в трехкулачковом патроне и проходной упорный резец в резцедержателе. Установить вершину проходного упорного резца 2 (рис. 6.1) на уровне оси центров с главным углом в плане 90º.
 |
Рис. 6.1. Установка вершины проходного упорного резца
Включить станок. Проходной упорный резец 2 переместить ручной поперечной подачей до соприкосновения его вершины с поверхностью заготовки 1. Уступ заготовки до 5 мм подрезать резцом за один рабочий ход продольной ручной подачей по стрелке А (рис. 6.2). Отвести резец от обработанной поверхности заготовки поперечной подачей по стрелке Б (рис. 6.3).
Включить станок. Измерить длину ступени измерительной линейкой или стержнем глубиномера штангенциркуля.
 |
Рис. 6.2. Рабочий ход Рис. 6.3. Отвод резца от заготовки
Для подрезания уступа более 5 мм проходной упорный или подрезной резец (рис. 6.4) установить на главный угол в плане 95° и подрезать за несколько рабочих ходов наклонный уступ продольной подачей по стрелке А (рис. 6.4). Для окончательного подрезания уступа подать резец ручной поперечной подачей до соприкосновения его вершины с цилиндрической поверхностью ступени меньшего диаметра, затем прямой продольной подачей переместить резец до неглубокого врезания в предварительно подрезанный уступ (рис. 6.5) и ручной поперечной подачей на себя подрезать его окончательно.
 |
Рис. 6.4. Подрезка продольной Рис. 6.5. Обработка подрезанного
подачей уступа
2. Подрезание торцов в трехкулачковом
патроне с ручной подачей резца
Правильно и прочно закрепляйте заготовки в патроне. Будьте внимательны при подрезаний торца, близко расположенного к кулачкам патрона, чтобы не допустить врезания резца в кулачки патрона.
Установить заготовку в трехкулачковый самоцентрирующий патрон. Заготовку закрепить в патроне с вылетом из кулачков не более 40−50 мм. Установить подрезной торцовый резец вершиной 3 (рис. 6.6) на уровне оси центров станка так же, как и проходной упорный резец (рис. 6.1). Установить требуемую частоту вращения шпинделя и включить станок.
 |
Рис. 6.6. Установка резца на уровне оси центров станка
Подрезать первый торец заготовки. Для этого коснуться вершиной 3 головки резца торца заготовки 1 и отвести резец на себя. Затем подать резец влево по стрелке А на требуемую величину срезаемого слоя и переместить его по стрелке Б ручной поперечной подачей на заготовку 1, уменьшая величину подачи при подходе резца 2 к оси центров (рис. 6.7). Несколько отвести резец вправо от торца заготовки и переместить его в исходное положение, когда вершина его находится на расстоянии 5−8 мм от торца заготовки. Включить станок.
Проверить прямолинейность торца а заготовки 1 измерительной линейкой (рис. 6.8). Выпуклость торца не допускается (ее можно обнаружить покачиванием измерительной линейки или штанги штангенциркуля на центровой части торца).
Допускается незначительная вогнутость торца (рис. 6.9).
Определить величину припуска на подрезание второго торца. Для этого открепить заготовку, измерить ее длину и определить припуск. Закрепить заготовку другим концом в патроне. Включить станок.
Рис. 6.7. Подрезка торца заготовки Рис. 6.8. Проверка прямолинейности торца
 |
Рис. 6.9. Вогнутость торца заготовки
Подрезать второй торец, выдержав длину заготовки по чертежу. Переместить резец 2 (рис. 6.10) от торца заготовки по стрелке А на требуемую величину припуска 3, оставив 0,1−0,2 мм на чистовое подрезание. Отсчет величины припуска вести по лимбу винта верхних салазок или по лимбу винта продольной подачи суппорта. Подрезать торец, перемещая резец к центру поперечной ручной подачей. Отвести резец от заготовки в исходное положение. По лимбу винта верхних салазок суппорта подать резец влево на величину оставшегося припуска и подрезать торец окончательно.
Выключить станок. Отвести резец вправо в положение, позволяющее свободно снять заготовку. Раскрепить и снять заготовку. Если длина заготовки получилась больше требуемой по чертежу, подрезать второй торец, проверив предварительно прямолинейность торцевой поверхности. Выключить электродвигатель, раскрепить и снять резец.
 |
Рис. 6.10. Подрезка торца заготовки
3. Подрезание торцов проходным упорным резцом
Установить и закрепить заготовку. При снятии небольшого слоя металла проходной упорный резец 2 (рис. 6.11) установить главной режущей кромкой к поверхности торца заготовки под углом 10–15°.
 |
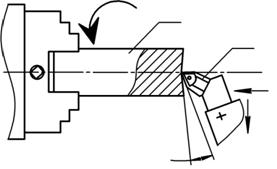
Рис. 6.11. Подрезка торца заготовки при снятии небольшого слоя металла
Установить скорость вращения шпинделя, как для чистовой обработки материала. Выключить станок. Подрезать торец со снятием небольшого слоя металла. Подвести резец к торцу заготовки. Врезаться вершиной резца в торец около его центра на требуемую глубину. Переместить резец сначала к центру заготовки, а затем от центра − на себя. Проверить правильность снятия припуска на заготовке. Если размер заготовки несколько больше требуемого по чертежу, то оставшийся припуск снять.
Подрезать торец со снятием значительного слоя металла. В этом случае проходной упорный или подрезной резец 2 (рис. 6.12) установить так, чтобы главный угол в плане был равен 95°.
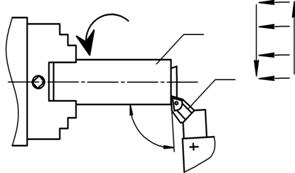
Рис. 6.12. Подрезка торца заготовки при снятии небольшого слоя металла
Можно использовать также проходной резец с несколько большим углом. Установить скорость вращения шпинделя по указанию преподавателя, но не более 600 мин-¹. Включить станок. Подрезать торец за несколько рабочих ходов ступенчато до центра заготовки. Проверить правильность снятия припуска на заготовке. Если размер заготовки несколько больше требуемого по чертежу, то подать резец на небольшое врезание и обратной подачей от центра заготовки подрезать торец. Выключить станок, раскрепить и снять заготовку и резец.
Подрезать торцы проходным отогнутым резцом с многогранной неперетачиваемой пластинкой из твердого сплава. Установить, выверить и закрепить заготовку в патроне и резец в резцедержателе. Резец установить точно на уровне оси центров станка. Подрезать первый торец. При черновом подрезании торца а (рис. 6.13) перемещать резец 2 от наружной поверхности заготовки к ее центру по стрелке А с ручной поперечной подачей. При чистовом подрезании со снятием небольшого слоя металла рекомендуется перемещать резец заготовки к ее наружной поверхности по стрелке Б.
Переставить заготовку другим концом. Подрезать второй торец, выдержав размер длины заготовки. При подрезании второго торца следить за тем, чтобы его поверхность была параллельна поверхности первого торца, что достигается тщательной выверкой заготовки. По возможности, вставить заготовку в корпус патрона до упора.
Рис. 6.13. Черновое подрезание торца заготовки
4. Возможные дефекты обработанных торцовых поверхностей
4.1. Часть поверхности торца или уступа не обработана. Причины: недостаточный припуск на обработку; заготовка, установленная в патроне, имеет большое биение или перекос торцевой поверхности.
4.2. Не выдержаны размеры обточенного торца или подрезанного уступа по длине заготовки. Причины: неправильная разметка места уступа; осевое смещение заготовки вследствие отсутствия упоров, расточенных на кулачках, или шпиндельных; с опозданием выключена механическая подача.
4.3. Неперпендикулярность торцевой поверхности оси детали. Причины: неправильно выверена заготовка в патроне; неперпендикулярность опорной плоскости патрона оси шпинделя; отжим резца от обтачиваемой торцовой поверхности ввиду большого вылета резца или непрочного его закрепления в резцедержателе; большой слой срезаемого металла.
