

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.791
, , (РГУПС, Россия)
ВЛИЯНИЕ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАПЛАВЛЕННОГО МЕТАЛЛА НА ЕГО ИЗНОСОСТОЙКОСТЬ
В настоящее время одной из важнейших проблем является проблема повышения износостойкости поверхности деталей, узлов трения деталей машин. Детали машин имеют гораздо больший ресурс по долговечности, чем по износостойкости. Из этого следует, что детали необходимо восстанавливать, и в настоящее время существует очень много способов восстановления с одновременным упрочнением поверхностей трения деталей машин. Также применяется метод нанесения износостойкого слоя на недорогую углеродистую сталь, что приводит к удешевлению деталей.
Проанализировав современные представления о механизме формирования поверхностного слоя, можно выделить некоторую систему связующих причин и показателей, благодаря которым выявляется ряд закономерных воздействий поверхностной пластической деформации (ППД) при использовании тепла сварочной дуги.
Наблюдается наибольшая твёрдость наплавленного металла, имеющего мартенситную структуру (рис. 1). При увеличении в наплавленном металле содержания углерода твердость повышается, как и износостойкость.
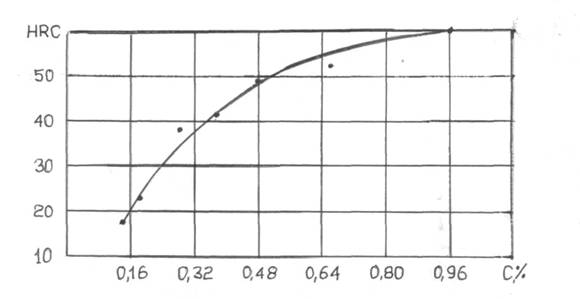
Рис. 1. Влияние содержания углерода в наплавленном металле на его твёрдость при комнатной температуре
Эффективными способами упрочнения ППД являются: накатка роликом или шаром, дробеструйная обработка, чеканка, ротационная или гидроабразивная обработка при упрочнении деталей как новых, так и восстанавливаемых. Термомеханическая обработка (ТМО) приводит к ряду структурных изменений металла. Такими изменениями являются: 1) повышение плотности дислокаций и равномерное их распределение в объёме; 2) изменение структуры; 3) увеличение количества и дисперсности карбидных образований; 4) преимущественная ориентация мартенситных кристаллов.
При упрочняющей обработке и наплавке восстанавливаемых деталей машин с применением ППД накатными роликами и с использованием тепла сварочной дуги повышается износостойкость и уменьшается коэффициент трения.
Это достигается путем измельчения мартенситных пластин, рассредоточения их фрагментов в разные стороны. Причиной упрочнения сталей с сорбитной структурой является накатка, что приводит к увеличению плотности дислокаций, и как следствие – к увеличению износостойкости. Все это объясняется улучшением структуры наплавленного металла и значительным уменьшением дефектов, чем в просто наплавленном без упрочняющей обработки.
Также ППД способствует повышению твердости, благоприятным сжимающим напряжениям как на поверхности, так и по глубине наплавленных деталей. Это позволяет: уменьшить усилие накатки по сравнению с ТМО самоцентрирующими роликами, что, в свою очередь, приводит к улучшению структуры по длине и равномерному распределению сжимающих остаточных напряжений; увеличить поверхностную твердость и микротвердость по глубине; повысить чистоту поверхности детали.
Исследованные металлопокрытия при граничном и абразивном трении с постоянным и ступенчатым нагружением, при возвратно-поступательном движении образцов показали, что при применении комплекса операций наплавки и ТМО самоцентрирующими роликами, наплавки и фрезерования горячего металла, наплавки, термофрезерования и ТМО накатным роликом износостойкость их становится больше, чем у металлопокрытий, обработанных в холодном состоянии. При граничном трении лучшую износостойкость имеют детали, наплавленные проволоками Св-08Г2С, Нп-30ХГСА и пружинной проволокой 2 кл. под слоем легированного флюса с термомеханической обработкой с усилием 10 кН. При применении флюса АН-348А лучшую износостойкость показали детали, наплавленные пружинной проволокой 2 кл. с термофрезерованием и накаткой роликом с усилием 5...10 кН. При работе в абразивной среде наиболее износостойкими являются детали, наплавленные под легированным флюсом пружинной проволокой 2 кл. и проволокой Св-08Г2С с термофрезерованием с усилием 5...10 кН. Наиболее износостойкими металлопокрытиями, работающими в условиях сухого трения при возвратно-поступательном движении и изменяющихся по величине нагрузках, являются металлопокрытия, наплавленные под легированным флюсом проволоками Св-08Г2С и пружинной проволокой 2 кл. с одновременным термофрезерованием и упрочнением накаткой с усилием 10 кН.
