
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра материаловедения и технологии металлов
Токарная обработка
материалов
Методические указания к лабораторному практикуму по курсу «Учебные мастерские»
для студентов специальности
Минск 2013
УДК 621.941(075.8)
![]() ББК 34.632я73
ББК 34.632я73
Т51
Рассмотрены и рекомендованы к изданию редакционно-издательским советом университета
Составители:
,
Рецензент
кандидат технических наук, доцент, заведующий кафедрой деталей машин и подъемно-транспортных устройств,
С. Е. Бельский
По тематическому плану изданий учебно-методической литературы университета на 2013 г. Поз. 27.
Предназначены для студентов специальности 1-36 05 01
«Машины и оборудование лесного комплекса».
© УО «Белорусский государственный технологический университет», 2013
ОБТАЧИВАНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Цель работы – усвоить основные методы обтачивания конических поверхностей.
1. Обтачивание конических поверхностей с поворотом салазок
Установить и закрепить заготовку в трехкулачковом патроне и резец в резцедержателе. Установить резец вершиной головки строго по оси центров. Определить угол поворота верхних салазок суппорта по данным чертежа обрабатываемого конуса (рис. 8.1) и тангенс угла уклона конуса α по формуле: 
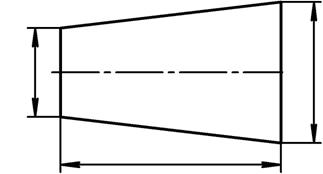
Рис. 8.1. Коническая поверхность
По таблице тангенсов углов определить угол уклона конуса α. Повернуть поворотную плиту Б верхних салазок на требуемый угол уклона конуса, когда вершина конуса 2 обращена к задней бабке (рис. 8.2). Затем поворотную плиту Б с резцом 1 повернуть от себя на величину угла уклона конуса по нониусу В. Дуга окружности нониуса равна 23° и разделена на 12 частей, следовательно, одно деление нониуса составляет 1°55/, отсюда точность отсчета 5/. Если конус вершиной обращен в сторону передней бабки, поворотную плиту повернуть на себя на величину угла уклона конуса. Проверить установку салазок по образцу. Взять изготовленную и проверенную деталь, установить, выверить и закрепить ее в трехкулачковом патроне. Резец подать на деталь с таким расчетом, чтобы вершина его не дошла до конической поверхности на 0,3–0,5 мм. ![]() Переместить резец ручной подачей вдоль образующей конуса по линии АА (рис. 8.2).
Переместить резец ручной подачей вдоль образующей конуса по линии АА (рис. 8.2).
Рис. 8.2. Обтачивание конической поверхности
Если вершина резца перемещается параллельно образующей конуса, поворот поворотной плиты сделан правильно, в противном случае наладку станка повторить.
Обточить предварительно коническую поверхность детали ручной подачей, вращая винт 3 верхних салазок суппорта обеими руками (рис. 8.2) по часовой стрелке.
Проверить конусность по получаемым размерам. При измерении диаметров оснований конуса штангенциркулем установить правильность настройки станка для обработки конической поверхности. Полученная разность диаметров оснований конуса должна равняться разности диаметров оснований конуса по чертежу при одинаковом расстоянии между диаметрами. Припуск на чистовую обработку должен быть 0,3–0,5 мм.
Обточить коническую поверхность начисто. Настроить станок на чистовой режим резания, установить и закрепить в резцедержателе чистовой проходной резец. При обтачивании ручной подачей следить за равномерным перемещением верхних салазок и получением гладкой и чистой обрабатываемой поверхности.
2. Обтачивание конических поверхностей небольшой длины широкой режущей кромкой резца
Установить заготовку в трехкулачковый патрон и закрепить ее, предварительно установив и закрепив резец в резцедержателе. Заготовку 2 (рис. 8.3, а) обточить до величины большого основания.
Рис. 8.3. Обтачивание конических поверхностей широкой режущей кромкой резца
Установить резец на требуемый угол уклона конуса по шаблону, предварительно отключив коробку подач. Резец должен быть с режущей кромкой шириной больше образующей конуса на 3–4 мм. Шаблон 3 (рис. 8.3, а) подставить к обточенной цилиндрической поверхности 2. Резец, предварительно установленный и закрепленный в резцедержателе по оси центров, подвести к шаблону и подправить его установку так, чтобы главная режущая кромка вплотную прилегала к скошенной стороне шаблона. Окончательно закрепить резец. Можно подставить шаблон к цилиндрической поверхности пиноли задней бабки (рис. 8.3, б).
Закрепить каретку суппорта. Чтобы предотвратить смещение суппорта, закрепить его зажимным болтом 2 (рис. 8.3, в) с использованием торцового ключа 1. Обточить коническую поверхность с помощью поперечной подачи (рис. 8.3, г); величина подачи равна полуразности диаметров вершины и основания конуса.
2. Обтачивание конических поверхностей способом смещения задней бабки (для малых уклонов)
Величина Н смещения корпуса задней бабки:
 ,
,
где L – длина заготовки; D – больший диаметр конуса; d – меньший диаметр конуса; l – длина конуса.
Необходимо выбирать пониженную скорость резания. По выбранной скорости резания и диаметру заготовки определить частоту вращения шпинделя для черновой и чистовой обработки конических поверхностей. Сначала настроить станок на режим резания для чернового обтачивания. Сместить корпус задней бабки по делениям на торце опорной плиты 2 (рис. 8.4).
 |
Рис. 8.4. Смещение корпуса задней бабки по делениям на торце опорной плиты
Смещение корпуса 1 задней бабки на себя применять при обработке конусов, устанавливаемых большим диаметром конуса в сторону передней бабки; смещение корпуса бабки от себя применять соответственно при обработке конусов, обращенных большим диаметром конуса к задней бабке.
Можно смещать корпус задней бабки, отсчитывая величину смещения по измерительной линейке (рис. 8.5).
 |
Рис. 8.5. Смещение корпуса задней бабки методом отсчитывания величины смещения по измерительной линейке
Линейку 1 взять в левую руку и упереть в плиту 2 задней бабки, а правой рукой с помощью ключа сместить корпус 1 в нужном направлении на требуемую величину. Величину смещения корпуса задней бабки можно измерить линейкой 1 между вершинами конусов переднего 3 и заднего 4 центров.
Часто используется смещение корпуса задней бабки по лимбу винта поперечной подачи. Для этого перевернуть резец и закрепить его в резцедержателе обратной стороной. Выдвинуть пиноль задней бабки, приложить к пиноли тонкую полоску бумаги так, чтобы можно было свободно вытащить бумагу. По лимбу поперечной подачи отвести резец от пиноли на величину Н смещения корпуса задней бабки. Сместить корпус задней бабки так, чтобы полоска бумаги была зажата, как прежде.
Обточить коническую поверхность с продольной подачей резца.
4. Возможные дефекты обработанных конических поверхностей
4.1. Конусность выдержана, размеры диаметров конуса больше заданных. Причина – невнимательность токаря. Дефект исправим путем дополнительной обработки.
4.2. Размер большего или меньшего диаметра конуса выдержан, конусность не выдержана. Причина – неправильно была установлена поворотная плита верхних салазок. Дефект неисправим.
4.3. Конусность выдержана, а диаметры оснований меньше требуемых. Причина – невнимательность токаря. Дефект неисправим.
4.4. Образующая конуса криволинейна. Причина – резец установлен выше или ниже оси центров.
