

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПЛАН
ВВЕДЕНИЕ
1. История развития сварочного производства.
2. Сварочный пост для ручной дуговой сварки (РДС).
3. Сварочный пост для механизированной дуговой сварки (МДС) в углекислом газе.
4. Сварочный пост для механизированной дуговой сварки (МДС) под флюсом.
ГЛАВА I
5. Сварка, понятие, виды и классы.
6. Электродуговая сварка.
6.1. Принцип действия.
6.2. Ручная дуговая сварка.
6.3. Автоматическая дуговая сварка под флюсом.
6.4. Электрошлаковая сварка и приплав.
6.5. Сварка в среде защитных газов.
7. Контактная сварка.
7.1. Стыковая сварка.
7.2. Точечная сварка.
7.3. Шовная сварка.
8. Газовая сварка и резка металлов.
ГЛАВА II
9. Сборка и техника сварки.
9.1 Техника сварки.
9.1.1. Зажигание дуги.
9.1.2 Длина дуги.
9.1.3. Положение электрода.
9.1.4. Колебательные движения электрода.
9.1.5. Способы заполнения шва по длине и сечению.
9.1.6. Окончание шва.
10. Подготовка металла к сварке.
ГЛАВА III
11. Предупреждение деформации.
11.1. Способы борьбы с деформациями при кислородной резке
12. Прогрессивные методы сборки и сварки узла.
13. Контроль качества сварки.
ЗАКЛЮЧЕНИЕ
14. Техника безопасности и противопожарная безопасность при
сварке.
ВВЕДЕНИЕ
История развития сварочного производства.
В решение задач научно - технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ. Основным видом сварки является дуговая сварка.
Основоположниками сварки являются русские ученые и инженеры - , и . В 1802г. профессор физики Петров открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба». Этот столб или батарея был самым мощным источником электрического тока того времени. В то время электротехника только начинала создаваться, и открытие Петровым дугового разряда значительно опередило свой век.
До практического применения дуги для целей сварки прошло 80 лет. впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов.
Другой русский изобретатель Славянов, разработал способ дуговой сварки металлическим электродом с защитой сварочной зоны слоем порошкообразного вещества, то есть флюса, и первый в мире механизм для полуавтоматической подачи электронного прутка в зону сварки. Способ сварки плавящимся металлическим электродом получил название «дуговая сварка по способу Славянова».
Изобретения Бенардоса и Славянова нашли заметное применение по тем временам, и в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах России.
Однако, несмотря на первоначальные успехи русских изобретателей в деле разработки и внедрения дуговой сварки, к началу XX века страны Европы опередили Россию.
Только после революции 1917г. сварка получила интенсивное развитие в нашей стране. В нашей стране тогда впервые в мире были разработаны новые высокопроизводительные виды сварки, это электрошлаковая, в углекислом газе, диффузная и другие. Фундаментальные исследования по разработке новых процессов и технологии сварки проводятся в ряде научно-исследовательских организациях, ВУЗах и крупных предприятиях судостроительной, авиационной, нефтехимической, атомной и других.
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от
несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
Сварочный пост для ручной дуговой сварки (РДС).
В зависимости от вида выполняемых работ, размеров изделия и типа производства рабочее место сварщика может быть организовано по-разному. Это может быть стационарная сварочная кабина или временный сварочный пост для монтажа или изготовления крупногабаритного изделия, сооружения.
Если свариваемое изделие невелико и изготавливается большими сериями, то рабочее место организуют в стационарных сварочных кабинах размерами для одного сварщика не менее чем 2,0х2,5 м., высотой не менее 2,0 м. Чтобы кабина лучше вентилировалась за счет естественного движения воздуха, ее стены не доводят до пола на 200…250 мм. В дверном проеме подвешивают на кольцах брезентовый занавес. Стены кабины делают из огнестойкого материала, чаще из металла. С внутренней стороны на стены наносят огнестойкое покрытие или краску светлых тонов, дающую матовую поверхность, исключающую блики. Обязательна общая и местная вытяжная вентиляция. В кабине устанавливают источник питания сварочной дуги, рубильник или магнитный пускатель для его подключения к питающей электрической сети. Если используется сварочный преобразователь, то его устанавливают за пределами кабины в помещении с хорошей звукоизоляцией.
В кабине должен быть стеллаж-верстак со слесарным инструментом (молоток, зубило, тиски и т. п.), герметичный ящик для электродов, так как иногда электроды после снятия упаковки хранятся более двух часов. Для прокалки электродов необходим сушильный шкаф или печь, которую в зависимости от загрузки сварщиков и условий сварки можно устанавливать одну на несколько постов. Если сварщик должен использовать сборочно-сварочные приспособления или инструмент с пневмоприводом, то в кабину подводят сжатый воздух. В кабине должны находиться металлический стол сварщика и стул с регулируемых по высоте сиденьем.
Столы сварщика делают со стационарным местным дымоотсосом. Это стол ССН-1 со встроенной вентиляционной установкой без фильтрации, а также требующие цеховой вентиляционной разводки и общей системы очистки воздуха столы ССН-2 и ССН-3. Отсос дыма из них ведется вверх. Эти столы не полностью удаляют дым из зоны дыхания сварщика. Эффективнее столы с комбинированной вентиляционной установкой, в которых столешница выполнена в виде решетки, а вытяжка дыма ведется вниз встроенным вентилятором и вверх – в сторону автономным дымоотсосом. Встроенный фильтр обеспечивает степень очистки воздуха от дыма и аэрозолей до 99,96%.
При сварке крупногабаритных изделий с внешней стороны изделия в цехе нужно огораживать рабочее место сварщика переносными щитами со стороны других рабочих мест, проходов, мест отдыха и т. п. Требования к щитам те же, что и к стенам кабины. Внутри ограждения должен располагаться источник питания, переносная полка или шкаф для инструмента и электродов. На таких сварочных постах также обязательно использование вытяжной местной вентиляции. Это может быть гибкая пластиковая труба длиной до 5 м. с проволочным винтовым кольцом внутри, соединенная с центробежным вентилятором, снабженным фильтром. Удобно применять энергосберегающий автомат с датчиком в виде токовых клещей, который включает вентилятор только во время горения дуги и выключает через заданное время после угасания.
Рабочее место сварщика должно быть хорошо освещено. При работе в кабинах, на сборочных площадках и особенно внутри емкостей особое внимание надо обращать на электробезопасность, строго соблюдать действующие нормы и правила заземления источников питания дуги, дросселей, корпусов рубильников, сварочных столов. Внутри емкостей сварщик должен работать со страхующим наблюдателем.
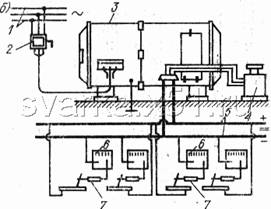
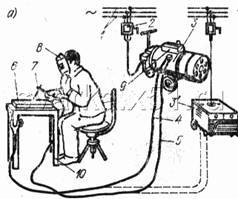
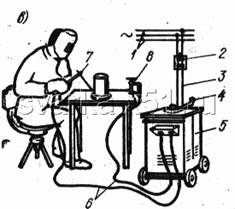
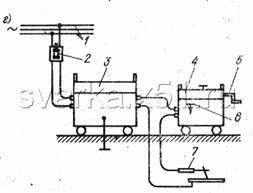
Сварочные посты для ручной дуговой сварки. Общий вид сварочного поста для ручной дуговой сварки постоянным током показан на рис.1. От сети 1 переменный трехфазный ток напряжением 220 и 380 В подается через рубильник 2 и предохранители к сварочному преобразоваили к сварочному выпрямителю 3'). Сварочный преобразователь состоит из электродвигателя и соединенного с ним сварочного генератора, вырабатывающего постоянный ток напряжением 25—40 В. Электродвигатель и сварочный генератор установлены на тележке и образуют агрегат, который называется сварочным преобразователем.
| |
|
|
| ||

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
