


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.791.7
ЧИСЛЕННОЕ МОДЕЛИРОВАНИЕ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ КРЕСТООБРАЗНЫХ СОЕДИНЕНИЙ
, ,
Разработана физико-математическая модель определение параметров процесса контактной рельефной сварки крестообразных соединений, при которой обеспечиваются требования к качеству формирования соединения. Основой модели является система уравнений электрического потенциала, теплопроводности и пластической деформации, а также соотношения, связывающие свойства металла с его термодинамическим состоянием. Для воспроизведения изменения формы стержней в ходе сварки текущее строение зоны формирования соединения отображается как изменение свойств точек гетерогенного пространства моделирования в соответствии с пластической деформацией металла. Полученные результаты показали приемлемость модели для оценки качества рельефной сварки разнообразных соединений.
Ключевые слова: компьютерный инженерный анализ, математическая модель, контактная рельефная сварка, геометрия соединения.
Контактная рельефная сварка крестообразных соединений широко применяется при изготовлении арматуры железобетонных строительных конструкций ввиду её высокой производительности [1…6]. Отсутствие методик расчёта режима рельефной сварки затрудняет определение оптимальных параметров, которые обеспечивают качество соединения. Решение этой задачи возможно только при физико-математическом моделировании явлений, определяющих формирование сварного соединения [7..9].
Известные физико-математические модели процесса контактной сварки [10...12] учитывает электрические, тепловые и деформационные процессы при формировании соединения, взаимодействие процесса со сварочной машиной, форму рабочей поверхности электрода, шунтирование. Большинство моделей разработано для точечной сварки. Пространство моделирования включает как свариваемые детали, так и электроды сварочной машины.
Проблемой математического моделирования рельефной сварки является значительное изменение геометрической формы при пластической деформации. Поэтому систему уравнений модели необходимо решать для пространственной гетерогенной области в форме параллелепипеда, внутри которой расположены детали и электроды, а также свободное пространство (воздух), а их положение трансформируется в зависимости от текущих результатов решения.
Геометрическими параметрами сварочного процесса являются размеры свариваемых стержней d1 и d2, диаметр электродов de, расстояние w от дна водоохлаждаемого канала до рабочей поверхности электродов, рис.1. Основными параметрами сварочного процесса являются напряжение U0 холостого хода сварочного трансформатора, усилие F их сжатия и длительности импульса тока tw и охлаждения tk в электродах машины.
Пространство моделирования в форме прямоугольного параллелепипеда, рис.1, описывается в декартовой системе координат x, y,z, центр которой совпадает с центром контакта между свариваемыми деталями.
Рис.1. Строение пространства моделирования контактной рельефной сварки
Строение области моделирования специальной дискретной функцией W(x,y,z) как принадлежность точки с координатами x, y,z соответствующему множеству точек электродов Е1, Е2 или деталей М1, М2 , или свободному пространству B
 (1)
(1)
Свойства среды в этом пространстве различны и определяются материалом и геометрией электродов и свариваемых стержней, которые изменяются вследствие изменения температуры и деформации металла. Деформация описывается как изменение расстояния D между осями стержней.
Результат сварки оценивается площадью контакта S между стержнями, а также величиной их деформации (осадки) ![]() . Дополнительными показателями формирования являются ширина зон термического влияния ZT и температура поверхности электродов TE.
. Дополнительными показателями формирования являются ширина зон термического влияния ZT и температура поверхности электродов TE.
Формирование сварного соединения и условия работы электродов определяется электрическими, тепловыми и деформационными явлениями.
Интенсивность тепловыделения определяется распределением электрического потенциала и плотности тока, которые зависят от напряжения и сопротивления сварочного трансформатора и электрического сопротивления стержней. Так как электросопротивление стержней зависит от температуры и деформации металла, то оно изменяется при сварке, что влияет на распределение интенсивности тепловыделения в свариваемых стержнях.
Усилие сжатия электродов создаёт объёмное давление в металле, превышающее как предел прочности металла. Так как температура возрастает при удалении от оси контакта между стержнями, а предел прочности убывает, то пластическое течение вызывает перетекание металла из центральной зоны к периферии контакта и сближению осей стержней.
Математическая модель процесса. Распределение параметров процесса описано в декартовой системе координат x, y,z, рис.1.
На начальном этапе моделирования размеры областей задаются геометрией электродов и размерами свариваемых стержней. Учитываются удельные электрическое сопротивление rе, теплопроводность l, плотность r и сопротивление металла пластической деформации s. Теплоёмкость, фазовые и агрегатные превращения учитываются нелинейной функцией, связывающей температуру T с объёмной энтальпией H.
Распределение интенсивности тепловыделения по зоне моделирования определяется решением уравнения электрического потенциала, которое имеет вид
 . (2)
. (2)
Граничные условия:
- в плоскостях параллельных поверхности листов z = 0, U=0; z = zm, U = Ue,, где Ue - напряжение между электродами машины;
- на границах зоны моделирования 
 .
.
Для решения этого уравнения необходимо задать напряжение между электродами Ue. Это расчёта этого напряжения при решении уравнения потенциала вычисляются сварочный ток I, электрическое сопротивление зоны моделирования Ree.
 ;
;  . (3)
. (3)
По значению сопротивления зоны моделирования уточняется напряжение на электродах Ue . Для машин переменного тока учитываются напряжение холостого хода машины Uxx, активная Rм и индуктивная Хм составляющие внутреннего электрического сопротивления сварочной машины. Ввиду инерционности тепловых процессов при толщине стержней арматуры строительных конструкций изменением мгновенного значения тока с частотой 50 Гц можно пренебречь.
 . (4)
. (4)
Распределение интенсивности тепловыделения определяется
 . (5)
. (5)
Для определения распределения температуры решается уравнение теплопроводности
 . (6)
. (6)
Начальные условия этого уравнения учитывают температуру свариваемых стержней и электродов T0 в момент начала сварки: ![]()
Граничные условия уравнения энергии:
- в плоскостях, параллельных осям стержней в электродах
 ;
;
- на границах зоны моделирования 
 .
.
Площадь S контакта между стержнями определяется решением вариационной задачи
 . (7)
. (7)
Где Fk – усилие сжатия Fk, приложенное к стержням, вызывает пластическую деформацию, которая увеличивает площадь контакта между ними.
При пластической деформации стержней изменяется расстояние D между осями стержней на величину ∆, значение которой определяется решением вариационной задачи
 . (8)
. (8)
В соответствии с изменением расстояния D в ходе решения трансформируется строение (1) зоны формирования соединения, рис.1.
Для численного решения системы уравнений электрического потенциала и энергии использован метод конечных разностей. Уравнения решены на равномерной трёхмерной сетке, узлы которой покрывают электроды и свариваемые стержни.
Решение уравнений выполнялось в общем цикле времени с малым временным шагом, значение которого выбиралось из условия устойчивости численного решения системы уравнений.
Примером является вариант сварки круглых стержней из стали 09Г2 диаметром 10 и 12 мм. Электроды из бронзы БрХ, диаметр мм, расстояние до дна водоохлаждаемого канала 10 мм. Усилие сжатия 6 кН. Длительность импульса тока 0.5 с, напряжение холостого хода 4 В, электросопротивление машины 50+160j мкОм.
На рис. 2 показано изменение параметров сварочного процесса в течение импульса тока, на рис. 3 - распределение интенсивности тепловыделения в осевых сечениях и в плоскости контакта в разные моменты времени, на рис. 4 – температуры.
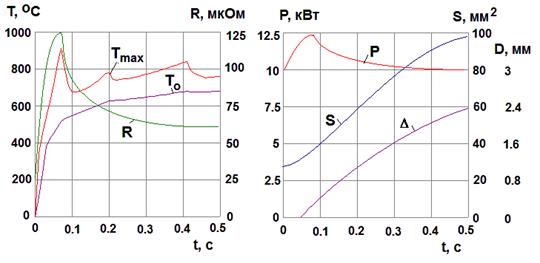
Рис.2. Изменение в процессе сварки максимального Tmax и среднего значений To температуры контакта, электрического сопротивления R зоны формирования соединения, мощности тепловыделения P, площади контактов S и сближения ∆ осей свариваемых стержней
Изменение мощности P тепловыделения определяется электрическим сопротивлением R зоны формирования соединения, рис.2. В начальный период электрическое сопротивление R быстро нарастает с ростом температуры, рис.4, а затем снижается из-за роста площади S контакта.
Интенсивность тепловыделения q, рис.3, сосредоточена на периферии контакта между стержнями и снижается с ростом площади контакта. Тепловыделение в контактах стержней с электродами существенно меньше вследствие большой их длины контакта в направлении осей стержней.
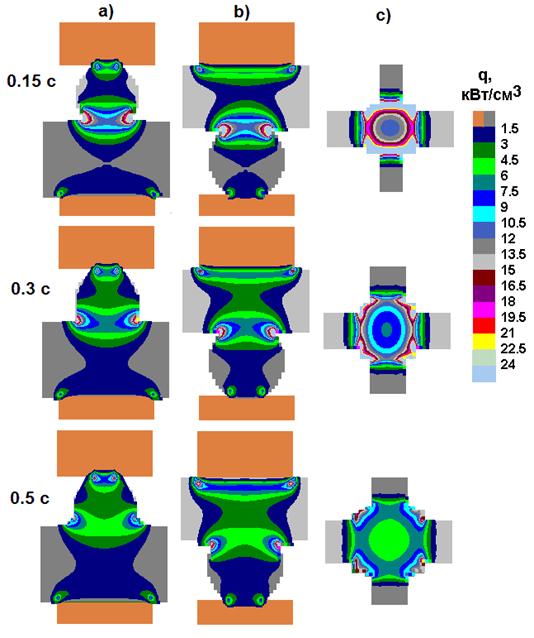
Рис.3. Изменение распределения интенсивности тепловыделения q в осевых сечениях (a, b) и в плоскости контакта (c)
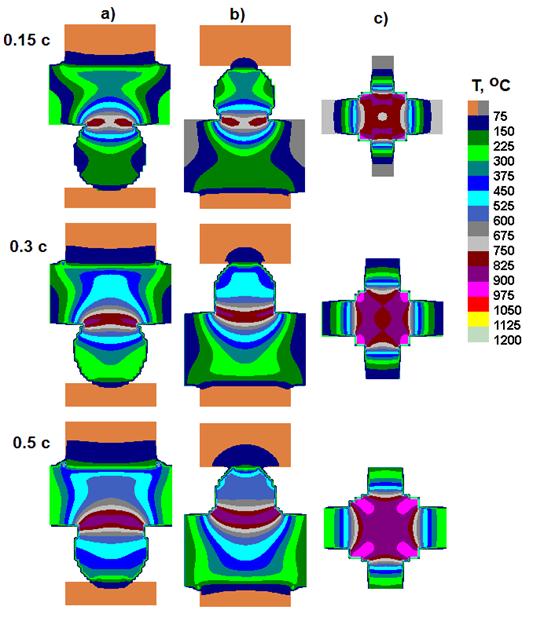
Рис.4. Изменение распределения температуры T в осевых сечениях (a, b) и в плоскости контакта (c)
Наибольшая температура достигается на концах диагонали контакта между стержнями, рис.4. Температура слоёв металла стержней, прилегающих к электроду, не достигает значений, при которых возникает значительная пластическая деформация.
Полученные результаты показывают, что данная модель позволяет оценивать физическое состояние металла при контактной рельефной сварке. Предложенный способ описания геометрии сварного соединения применим к разным конструктивным формам, что позволяет выполнить решение системы уравнений (2..8) без внесения изменений в алгоритм численного решения путём соответствующего изменения функции (1). Это позволяет решать задачу определения оптимальных параметров сварки для множества разнообразных конструктивных форм соединений при контактной рельефной сварки.
Выводы
1. Разработана физико-математическая модель процесса контактной рельефной сварки, которая позволяет виртуально воспроизводить электрические, тепловые и деформационные процессы, определяющие физическое состояние металла при заданных параметрах режима и геометрии соединения.
2. Предложен способ описания разнообразных конструкций сварного соединения, позволяющий выполнить численное решение системы уравнений модели по единому алгоритму.
Список литературы
1. Технология и оборудование контактной сварки / , , и др.; Под общ. ред. . – М.: Машиностроение. 1986. – 352 с.
2. Оборудование для контактной сварки: Справочное пособие / Под ред. . – СПб.: Энергоатомиздат. 2000. – 848 с.
3. Гиллевич и оборудование рельефной сварки / Машиностроение 1976, 152 c.
4. Гиллевич образования соединения при рельефной сварке. — «Автоматическая сварка», 1968, № 12, с. 35—38.
5. Об особенностях режима рельефной сварки. «Автоматическая сварка», 1969, № 1, с. 38—41.
6. К вопросу о выборе режимов рельефной сварки. — «Сварочное производство», 1970, № 11, с. 22—23.
7. https://ru. wikipedia. org/wiki/Computer-aided_engineering
8. http://sorpas. software. /
9. http://plmpedia. ru/wiki/SYSWELD
10. , , Кудинов P. A., Больманн X.-К. Имитация контактной точечной сварки сталей с помощью программного обеспечения SPOTSIM //Сварочное производство, 1998, №8. С. 3-8.
11. , Логвинов имитация контактной точечной сварки листов с покрытиями. Известия Тульского государственного университета. Технические науки. 2008. № 3. С. 63-70.
12. , Ерофеев моделирование условий обеспечения коррозионной стойкости соединений при контактной точечной сварке. Сварка и диагностика. 2009. № 5. С. 14-18.
, канд. техн. наук, профессор, *****@***ru, Россия, Тула, Тульский Государственный Университет,
, ген. конструктор, piankov. *****@***ru, Россия, Москва, АО «НТЦ» Системная динамика»,
, аспирант, *****@***ru, Россия, Тула, Тульский государственный университет
NUMERICAL SIMULATION OF CONTACT PROJECTION WELDS CRUCIFORM JOINTS
V. A. Erofeev, I. B. Piankov, A. A. Arseneva
The developed numerical model determination of process parameters, the contact projection welds cruciform joints, which are provided with the quality requirements of forming a connection. The basis of the model is the system of equations of electric potential, thermal conductivity and plastic deformation, as well as the correlation between the properties of the metal with its thermodynamic condition. To reproduce change the shape of the rods during the welding the current structure of the forming zone is displayed as a change point properties of heterogeneous space of the simulation in accordance with a plastic deformation of the metal. The results obtained showed the validity of the model for assessing the quality of projection welding a variety of joints.
Keywords: computer engineering, mathematical model, contact relief welding, the geometry of the connection.
Erofeev Vladimir Aleksandrovich, candidate of technical science, professor, *****@***ru , Russia, Tula, Tula State University,
Piankov Igor Borisovich, Chief Designer, piankov. i.b@,mail. ru, Russia, Moscow, Science & Technology Center «System Dynamics»,
Arseneva Alina Alekseevna, postgraduate, *****@***ru, Russia, Tula, Tula State University.
