
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 519.711.3; 621.778.01
ОПРЕДЕЛЕНИЕ ЭНЕРГИИ ДЕФОРМИРОВАНИЯ
ПРИ ИЗМЕЛЬЧЕНИИ ПОРОШКА ПРИ
ПРОКАТКЕ И ВОЛОЧЕНИИ
, ,
При изготовлении наплавочной порошковой проволоки прокаткой и волочением происходит измельчение шихтовых материалов сердечника. Для оценки степени измельчения частиц порошка было выполнено компьютерное моделирование процесса деформирования порошковой проволоки путём решения уравнений совместимости деформаций с последующим расчётом распределения относительных деформаций и удельной работы деформирования. Моделирование показало, что энергия деформирования неравномерно распределена по сечению проволоки. Плотность энергии деформирования имеет наибольшую величину на поверхности проволоки на выходе из фильеры и убывает к оси проволоки.
Ключевые слова: порошковая проволока, волочение, математическое моделирование, численный анализ измельчения.
При сварке и наплавке используют порошковую проволоку, сердечник которой содержит специальные шихтовые материалы в виде твёрдых и тугоплавких порошкообразных частиц. Проволоку изготавливают прокаткой и волочением, при котором происходит измельчение шихтовых материалов сердечника. Задачей является оценка степени измельчения частиц порошка.
Исследованиям в области разрушения твердого тела в процессе механического измельчения посвящен целый ряд работ [1…5], в которых теоретическая постановка задач базируется на применении элементов теории прочности и механики разрушения (например, динамики трещинообразования и кинетики упругодеформационного разрыва межатомных связей). Существуют дислокационные модели [6, 7], в которых рассматривается разрушение частиц порошка при механическом истирании вследствие деформаций, сконцентрированных в зонах повышенной дислокационной плотности.
Более универсальным и удобным представляется энергетический подход к исследованию процесса измельчения. В работе [8] предложена модель измельчения, устанавливающая связь среднего размера образовавшихся частиц с энергией, затрачиваемой на совершение работы по измельчению, продолжительностью размола, массой исходного порошка, а также комплексом его физико-механических свойств.
Согласно предложенной модели, процесс измельчения частиц порошка определяется удельной работой деформирования, Дж/мм3.
![]() , (1)
, (1)
где ![]() – интенсивность напряжений в деформируемой зоне, Н/мм2;
– интенсивность напряжений в деформируемой зоне, Н/мм2; ![]() – интенсивность деформаций.
– интенсивность деформаций.
Средний размер частиц порошка при деформировании изменяется в зависимости от общей работы деформирования ![]() в соответствии со следующим соотношением
в соответствии со следующим соотношением
 , (2)
, (2)
где ![]() – обобщенный средний линейный размер частиц до и после измельчения, мм; А – коэффициент, зависящий от материала и формы частиц порошка.
– обобщенный средний линейный размер частиц до и после измельчения, мм; А – коэффициент, зависящий от материала и формы частиц порошка.
Для моделирования процесса измельчения порошка необходимо оценивать распределение удельной работы деформирования по объёму материала, охватываемому процессом прокатки или волочения. Для этого нужно определить распределение напряжений и деформаций в деформируемой зоне. Эти величины можно оценить, решая систему уравнения совместимости перемещений материала.
Математическая модель напряжённого состояния в зоне измельчения порошка. Процессы получения порошковой проволоки прокаткой и волочением удобно описывать в цилиндрической системе координат, ось которой совпадает с осью проволоки, рис. 1.
Рис. 1. Схемы прокатки (а) и волочения (б), система координат
и расположение зоны моделирования перемещений U,V металла
при деформировании.
Уравнения совместимости перемещений в этой системе координат имеют вид
 , (3)
, (3)
где U, V – перемещения материала в направлении осевой z, и радиальной координат r, m - коэффициент Пуассона, принимаемый [5] равным 0,3.
Граничные условия зависят от схемы деформирования при прокатке или волочении.
При прокатке роликами радиусом R порошковой ленты начальной толщиной D0 и конечной Dk (рис. 1) граничные условия имеют вид
 (4)
(4)
При волочении через фильеру длиной Lдеф порошковой проволоки с начальным диаметром D0 и конечным Dk, граничные условия имеют вид
 (5)
(5)
Распределение перемещений, полученное при решении уравнений (2), позволяет определить распределение относительных деформаций, напряжений и удельную работу деформирования
 (6)
(6)
где E – модуль упругости, Н/мм2, s0 – предел прочности частиц порошка, Н/мм2.
Общая работа деформирования определяется интегрированием по объёму материала
 (7)
(7)
Решение выполнено методом конечных разностей.
Использована равномерная разностная сетка с шагом по координатам ![]() .
.
В ней положение узла определяется радиусом ![]() .
.
Метод численного решения. Для решения уравнений перемещений (3) использовали метод конечных разностей.
Результат численного расчёта энергии деформирования. Расчёт перемещений металла при деформировании (8…10) выполнялся в итерационном цикле.
В результате расчёта были получены распределения перемещений в аксиальном и радиальном направлении, рис. 2.
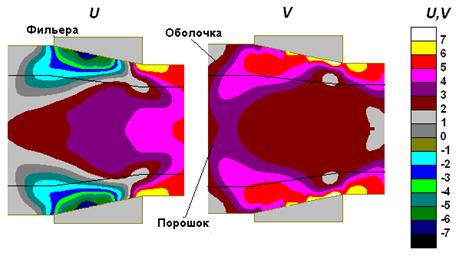
Рис. 2. Распределение перемещений металла при волочении
в аксиальном (а) и радиальном (б) направлении.
По перемещениям были определено распределение относительных деформаций и распределение удельной работы деформирования, рис. 3.
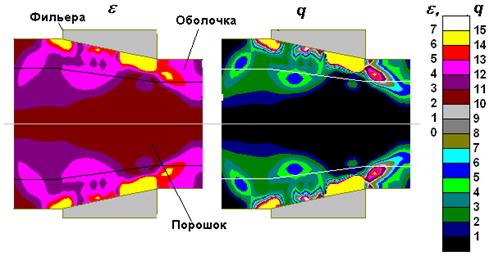
Рис. 3. Распределение полной относительной деформации e
и удельной работы деформирования q при волочении.
На рис. 4 показано радиальное распределение удельной энергии деформирования на единицу площади поперечного сечения при волочении одного метра порошковой проволоки с начальным диаметром 2 мм и конечным 1,6 мм.
Рис. 4. Радиальное распределение удельной энергии Q деформирования
одного метра порошковой проволоки диаметром 1,6 мм.
Это распределение показывает, что работа деформации убывает от поверхности к оси проволоки. Это показывает, что измельчение порошка сердечника наиболее интенсивно будет проходить в слоях, примыкающих к оболочке. На оси проволоки будут накапливаться частицы наибольшего размера.
Статистическая оценка размерного фракционного состава измельченной порошковой смеси при логарифмически нормальном законе распределения показала, что доля частиц фракционного диапазона, не превышающего 100 нм составляет 3,7 % от всей порошковой массы.
Список литературы
1. , Гусев размола порошков // Журнал технической физики, 2011, том 81, вып. 7, с.76- 82.
2. Butyagin P. Yu. // Advances in Mechanochemistry, Physical and Chemical Processes under Deformation. Harward: Harward Acad. Publ., 1998; Chem. Rev. 1998. Vol. 23. P 2. P. 91–165.
3. , // ФТТ. 2005. Т. 47. Вып. 5. С. 830–835.
4. Nazarov A. A., Romanov A. E., Valiev R. Z. // Nanostruct. Mater. 1994. Vol. 4. N 1. P. 93–102.
5. Williamson G. K., Smallman R. E. // Phil. Mag. 1956. Ser 8. Vol. 1. N 1. P. 34 –46.
6. Fecht H.-J. // Nanostruct. Mater. 1995. Vol. 6. N 1-4. P. 33-42.
7. Mohamed F. A. II Acta Materialia. 2003. Vol. 51. N 14. P. 4107-4119.
8. , Гусев размола порошков // Журнал технической физики, 2011, том 81, вып. 7, с.76- 82.
, канд. техн. наук, доц., *****@***ru, Россия, Тула, Тульский государственный университет,
, канд. техн. наук, доц., *****@***ru, Россия, Тула, Тульский государственный университет,
, канд. техн. наук, инженер, *****@***ru, Россия, Тула, Тульский государственный университет
DETERMINATION OF DEFORMATION ENERGY
DURING THE GRINDING POWDER AT ROLLING AND WIRE DRAWING
V. А. Erofeev, S. К. Zakharov, O. V. Kuznetsov
In the manufacture of surfacing flux-cored wire rolling and drawing reduces the size of the charge materials in the core. To assess the degree of grinding powder particles was performed a computer simulation of process of deformation of a powder wire by solving the equations of compatibility of deformations with the subsequent calculation of the distribution of relative deformation and specific work of deformation. The simulation showed that the strain energy is unevenly distributed across the section of wire. The density of energy of deformation has the largest value on the wire surface on the die exit, down to the wire axis.
Keywords: flux cored wire, drawing, mathematical modeling, numerical analysis of grinding.
Erofeev Vladimir Aleksandrovich, candidate of technical science, docent, *****@***ru, Russia, Tula, Tula State University,
Zakharov Sergey Konstantinovich, candidate of technical science, docent, *****@***ru, Russia, Tula, Tula State University,
Kuznetsov Oleg Viacheslavovich, candidate of technical science, engineer, *****@***ru, Russia, Tula, Tula State University
