

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Техническое описание
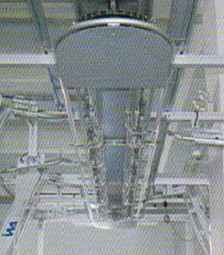
Система межоперационной транспортировки полуфабрикатов
INA Model: EA6R-S200D-320-225/SCS/HID

Система транспортировки состоит из следующих элементов:




1.5 Рабочая станция контроля качества, включающие в себя конвейер - накопитель подвесных зажимов, стрелку загрузки станции (пневматика), стрелку выгрузки станции (электропривод +пневматика), RFID Считывающее устройство, пульт с дисплеем и клавиатурой для ввода контрольного номера работника и индикации контролируемой продукции, кнопку окончания операции. Крепление станции к потолку.

1.6 Станция компьютерного управления, включающая в себя стол для установки компьютера (компьютер не поставляется, и покупается заказчиком самостоятельно согласно указанным характеристикам), интерфейс компьютера, компьютерные коммуникационные карты (USB 485), сетевые разветвители, соединители, RFID картридер, блок питания датчиков и интерфейса 220-12В

1.7 Станция считывания истории подвесных зажимов, включающая в себя датчик считывания номера подвесных зажимов.

1.8 Комплект подвесного зажима с индивидуальными датчиками.
Назначение системы.
Система межоперационной транспортировки полуфабрикатов (деталей кроя и узлов одежды) между рабочими местами швейного потока предназначены для гибкой передачи полуфабрикатов одежды между рабочими местами швейного потока, согласно технологической последовательности. Технологическая последовательность вводится в компьютер управления на станции компьютерного управления 1.6
Далее, на станции загрузки 1.3 на подвесной зажим 1.8 навешивается полуфабрикаты, и он с полуфабрикатами перемещается между рабочими станциями 1.2 при помощи главного транспортирующего конвейера 1.1 согласно последовательности, установленной в управляющем компьютере. Подвесной зажим при помощи датчиков считывания кода подвесных зажимов и стрелок попадают в накопители на рабочих местах, и после выполнения необходимой операции обработки выводятся обратно на главный конвейер и перемещаются на следующую операцию. После окончания обработки, готовое изделие попадает на станцию выгрузки 1.4, где снимается с подвесного зажима и упаковывается. При необходимости изделие после определённой операции, или в конце цикла производства попадает на станцию контроля качества 1.5 где производится контроль произведённой работы. Линия так же укомплектована станцией контроля истории подвесных зажимов 1.7, где можно проследить, кто из работников сделал любую операцию на готовом изделии.
Таким образом, система позволяет гибко распределять рабочую нагрузку между операторами линии, запускать в работу несколько моделей одновременно, быстро перестраивать производство с одной продукции на другую, получать информацию о загрузке операторов в реальном времени и перераспределять нагрузку в цехе.
Энергопотребление.
Потребляемая мощность 1.5 кВт 380 В. 3 фазы
Расход сжатого воздуха 6 атм. 50 л/мин
