
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.8.1. Подготовка древесного сырья (хранение, окорка, разделка)
Короткомерную технологическую древесину хранят в штабелях. При укладке и перемещении древесины используют консольно-козловые краны с грейферными захватами.
Выбор крана и грейферного захвата производится согласно техническим характеристикам, приведенным в табл. П2.6, П2.7 или специальной литературе.
Наибольшая масса захватываемого груза с массой грейфера не должна превышать грузоподъемность крана.
Производительность крана расчитывается по формуле
| (2.33) |
 ,
,где Vn – объем захвата грейфера, м3, определяемый из выражения
| (2.34) |
 ,
,где Ргр – грузоподъемность грейфера, кг; с – плотность древесины при начальной влажности кг/м3 (табл. 2.8); Кз – коэффициент заполнения захвата грейфера, равный 0,85; Kр – коэффициент использования рабочего времени крана, принимаемый 0,8; фц – цикл работы крана (8 мин).
Расчетное количество кранов находится по формуле
| (2.35) |
 ,
,где Qн7 – объем сырья для выполнения программы, м3 (табл. 2.25); Qкран – производительность крана, м3/ч.
При расчетном числе ![]() > 1,2 принимают
> 1,2 принимают ![]() = 2.
= 2.
Коэффициент загрузки оборудования вычисляется из следующего соотношения
| (2.36) |
В производстве плит OSB древесное сырье с температурой ниже +5°С и влажностью меньше 60% подвергается гидротермической обработке с целью изготовления стружки требуемых размеров и сокращения объемов мелкой фракции. ГТО древесного сырья производится в бассейнах с температурой воды не ниже 70°С. В каждую секцию бассейна загружают сырье одной группы. Продолжительность обработки устанавливается в зависимости от диаметра сырья данной группы и его начальной температуры (табл. 2.26). Влажность древесины должна быть 60–120%.
Таблица 2.26
Продолжительность гидротермической обработки сырья
Начальная температура сырья, єC | Продолжительность прогрева, ч, при диаметре сырья, мм | ||
до 200 | 200–300 | более 300 | |
До 10 | 2,0 | 4,5 | 6,0 |
От 10 до 20 | 2,5 | 5,0 | 7,0 |
План бассейна представлен на рис. 2.2.
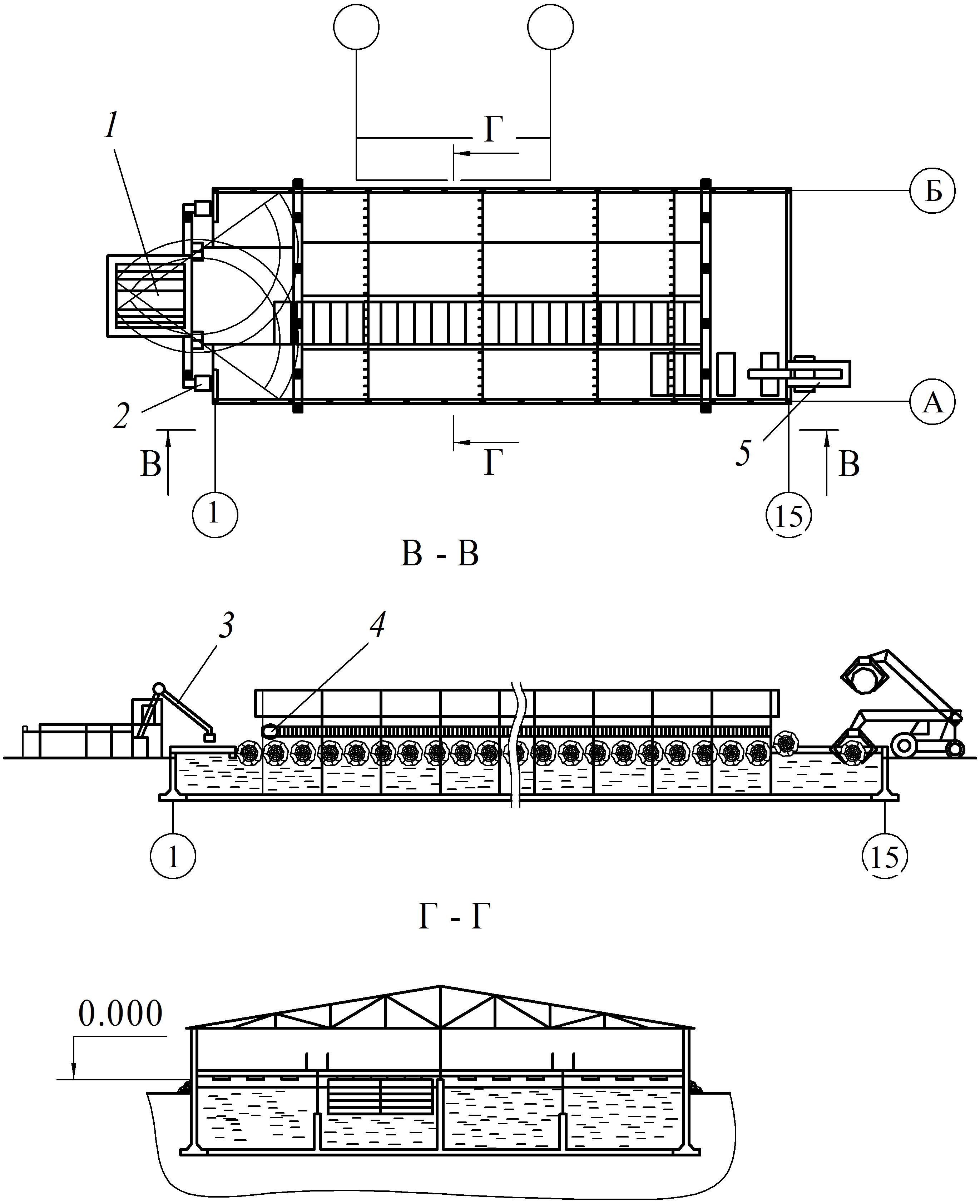
Рис. 2.2. План бассейна гидротермической обработки круглых лесоматериалов:
1 – поперечный конвейер; 2 – кабина оператора; 3 – гидроманипулятор;
4 – лебедка; 5 – лесопогрузчик
После ГТО бревна цепным транспортером подаются на окорочный станок роторного или барабанного типа, например фирмы Gentlebarkтм. Технические характеристики окорочных станков приведены в табл. П1.1 и П2.8. Удаление мелкого материала осуществляется роликовым грохотом. Металлоискатель туннельной конструкции определяет и удаляет случайные металлические включения.
Производительность окорочных станков с непрерывной подачей определяется по формуле
| (2.37) |
 , м3/ч,
, м3/ч,где V – объем кряжа (чурака) среднего диаметра, м3; U – скорость подачи принимаемая из технической характеристики станка, м/мин; (табл. 2.8, П1.1); Кр – коэффициент использования рабочего времени равный 0,85; Кз – коэффициент загрузки станка, учитывающий межторцовые разрывы и принимаемый 0,7–0,8; l – длина кряжа (чурака), м.
Количество окорочных станков на программу рассчитываем из следующего соотношения:
| (2.38) |
где ![]() – объем сырья для выполнения программы, м3; П – производительность окорочного станка, м3/ч.
– объем сырья для выполнения программы, м3; П – производительность окорочного станка, м3/ч.
