
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
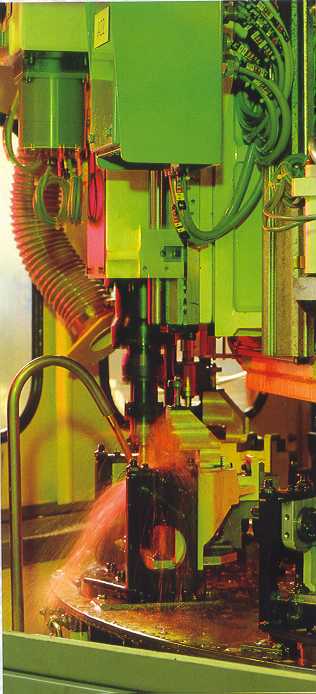
Аснирес (Asniиres): Мастера микрометрии.
Изготовление гидравлических компонентов, для автомобилей Citroёn означает, что каждый день завод - гигант Аснир должен работать с бесконечно маленькими допусками. Высокоточная работа в пределах одного микрона редка в производстве крупного масштаба и требует высококвалифицированного человека, управляющего станком.
Наклоняя притирочную машину, оператор полирует части до третьего десятичного знака, причём держа контроль по четвертому! Здесь на заводе Citroёn в Аснир, операторы работают в пределах одного микрона: в пределах тысячной части миллиметра, когда большинство механических производств умеют обойтись с десятой частью или в лучшем случае с сотой. И эта точность достигается ежедневно, с выпуском 14,000 частей в день!
Какой процесс требует такого уровня качества? Производство гидравлических компонентов для автомобилей Citroёn; и в случае Аснир, известных системы подвески, лежащих в основе успеха марки, также как систем торможения и рулевого управления. Все эти компоненты имеют одно общее - отсутствие соединений, чтобы гарантировать плотность между перемещающимися частями. Трение между соединениями уменьшило бы чувствительность движения и нарушило его равномерность. Плотность поэтому обеспечена соединениями "металл-металл", сокращая рабочие зазоры в пределах между 1 и 3 микронами, и фактически совершенной обработкой поверхности частей. Виды частей и количество изготовленных гидравлических компонентов помещают завод Аснир в отдельный класс. Поэтому только этот завод обеспечивает основные поставки в гидравлику не только автомобилей Citroёn, но также поставляет системы подвески для Роллс Ройс.

Человек над машиной.
Механическая обработка, сборка и массовое производство частей с допуском в пределах одного микрона требуют дотошного интегрирования задач в автоматизированной системе управления производства, результат - то, что технологические и человеческие ресурсы в Аснир более близко связаны, чем в другом месте. Но, словно у часовых дел мастеров, человеческая точность, ручная ловкость, визуальная острота, опыт и умение - то, что делает микрометрическую точность возможной. Золотое правило – самоконтроль, оператор способен к немедленной оценке качества операций, которые он выполняет. Первоначально разделенный на специализированные цехи для каждого типа механической обработки, завод Аснир за эти годы был преобразован с введением Плана Mercure. План, который обеспечивает руководящие принципы для всей компании Citroёn и имеет единственную цель-конкурентоспособность! В результате, завод был полностью реструктурирован в типах линий изделия, то есть компенсаторы, насосы высокого давления, корректоры высоты, клапаны безопасности, структурные части, системы распределения усилия тормоза, распределители направлений и системы управления жёсткости имеют свои технологические линии. Это также означает, что, каждая из главных гидравлических частей изготовлена отдельно. Таким образом, имеются приблизительно десять производственных островков для каждого типа деталей, каждый объединяет обширный диапазон операций: обычная механическая обработка, суперобработка поверхности, контроль допуска в пределах одного микрона, ультразвуковая очистка, сборка и эксплуатационный осмотр каждого законченного компонента. Производственный поток на заводе в Аснир в настоящее время - результат терпеливо приобретенного опыта и творческих технических решений, которые были отточены до совершенства за эти годы (см. таблицу в конце). Ведущие инженеры Citroёn уменьшают микрометрические отклонения в массе продукции, чтобы постепенно улучшать соответствующие части в сравнении с 1961 годом. Эта методика состоит из считываний с высокой точностью диаметров каждой изготовленной "мужской" и "женской" части, с последующей выборкой и сборкой их сочетаний с необходимым люфтом не более 3 микронов. Не очень легкая задача на практике. С тех пор, благодаря суперобработке поверхности и самоконтролю, каждый процесс механической обработки на выходе имеет отклонения менее одного микрона. И "мужские" части полностью совместимы с "женскими" частями того же самого типа.

Многогранное производство.
Чтобы полностью постичь возможности и масштаб ноу-хау, рассмотрите, например требования, выдвигаемые к производству простой части-корректора высоты. Компонент, который является фактически стопорным клапаном, является главным для всех гидравлических компонентов, изготовленных в Аснир. Круглые с глубокими проточками цилиндрические "мужские" детали подвижного клапана свободно с люфтом между 1 и 3 микронами ходят в "женской" детали того же самого диаметра. Движение подвижного клапана и его углублений в обоих направлениях открывает или закрывает гидропроводы, соединяя корректор или с источником давления (насосом) или с возвратной трубкой резервуара.
Производство подвижного клапана с данным диаметром начинается с процесса известного как разрезание, другими словами, коллективная механическая обработка подвижных клапанов один за другим из стального стержня. Хотя процесс механической обработки автоматизирован, это, тем не менее, требует много заботы со стороны оператора, так как это микрометрическая работа, которая предшествует процессу точной обработки поверхности. Контроль детали непрерывен в процессе и проводится как машиной так и человеком, следящим за эксплуатационным качеством машины.

Каждая смена операторов ответственна за требования к материалам, выпуск продукции, регулирование токарного, шлифовального станка и инструмента. Это не освобождает отделение Качества от оптимизации инспекционных процедур с регулярным осуществлением выборочной проверки. Как только детали были обработаны и сертифицированы как являющиеся качественными, корректоры передаются заводу закаливания в этом случае, для нитридного (азотного) укрепления, который дает им замечательную сопротивляемость износу и металлическую усталость (metal fatigue).
Заключительная стадия - важный процесс, части которого были автоматизированы так как работы идут в пределах тысячных долей миллиметра. Именно здесь получаются подвижные части, обработанные в пределах одного микрона с окончательной обработкой поверхности. Это делается в двух стадиях, чистовая обработка поверхности (finishing) и заканчивая, полировкой, притиркой, доводкой (lapping). Цель состоит в том, чтобы удалить от подвижных клапанов несколько микронов, но ни одним больше или одним меньше.
Чистовая обработка поверхности (finishing) выполнена на бесцентровом (centreless) шлифовальном станке, и изменяются согласно профилю и размерам подвижных клапанов. На каждом проходе, слой механической обработки становится меньшим и меньшим, вниз от 0.06 mm к 0.04 mm к 0.01 mm. В этой стадии часть готова к окончательной обработке поверхности. Ещё есть 5 микронов оставленных, чтобы быть удаленными прежде, чем установка совершенна. Это делается, полировкой, притиркой, доводкой (lapping). и слой теперь - не больше пылинки. Полировка, притирка, доводка (lapping) выполнена на круглой пластине (lapping machine) имеющей форму шлифовального колеса (grinding wheel), на котором оператор размещает 150 подвижных клапанов в лунки, предусмотренные с этой целью.

Секунда, вращения пластины катает и полирует подвижные клапаны в их оси подобно шарам подшипника. Оператор, руководствуемый его умением и шестым чувством, рожденным из опыта, выполняет осмотры, которые он считает необходимыми, поскольку обработка приближается к её заключительному шагу. Он также переворачивает подвижные клапаны, чтобы исправить явление конического эффекта, произведенного процессом полировки, притирки, доводки (lapping).
Три уровня соответствия должны быть достигнуты при изготовлении. Погрешность не более чем: 1 микрон в диаметре, 0.5 микрона отклонения от формы, и 0.3 микрона в поверхностной обработке. Чтобы измерять микрон и менее, в пределах десятой части микрона, требуется специальный измерительный аппарат. Конечно, мало того, что измерение должно быть точным, но и должно быть проведено в условиях цеха. Чтобы точно измерить должен быть принят ряд предосторожностей (например, уход от непрерывных изменений в температуре). Решение, принятое в Аснир просто и ошибкоустойчиво: оператор сравнивает часть с эталонной частью того же самого размера и материала, по методу регулярных проверок лаборатории метрологии отделения контроля Качества.
CITROЁN И МИКРОН - 40 ЛЕТ ВМЕСТЕ.
Завод Citroёn в Аснир развил общую "культуру микрона", близко связанную с историей марки и её гидравлических систем подвески (которые фактически являются гидропневматическим, объединяя жидкость и газ). Уже в 1953 Аснир стал справляться с требованиями индустриальной микрометрии, экспериментируя с первой гидропневматической системой подвески для переднеприводного "15 six ", предшественника DS. Этот тип подвески обязательно использует насос давления, который даёт возможность использовать гидравлическую энергию на торможение, рулевое управление и управление сцеплением. В те дни, недостаток точности в ручной механической обработке означал 32 класса точности подвижного клапана и это в худшем случае вело к разнице 32 микрона. Когда DS вышел на рынок в 1955, число классов уже уменьшилось вдвое т. е. их осталось 16. Но даже этот хороший по тем временам показатель инженеры Ситроён стремились улучшить. Прогресс, сделанный в течение следующих лет был тесно связан с разработками в области инструментов с прекрасной механической обработкой, в особенности станков полировки, притирки, доводки (lapping). В 1960 появились первые искусственные алмазы на гранях инструментов, после чего, только 6 соответствующих классов остались. На следующий год, классы исчезли в целом, чтобы дать дорогу для однородной соответствующей требованиям в пределах одного микрона продукции. благодаря спроектированному в Аснир аппарату измерения размеров в пределах десятой части микрона. Впоследствии, Citroёn разработал и сделал многошпиндельные станки полировки, притирки, доводки (lapping) для цилиндрических отверстий; они были сданы в эксплуатацию к 1964 году. С этого момента Citroёn был признан лидером в микрометрии. Гидравлические компоненты доказали что их высокая стоимость не напрасна. Их замечательная крепость позволяет сохранять работоспособность до 10-ти лет и более. Позже они были адаптированы к GS, SM, CX и моделям BX, вместе с улучшениями, и модернизациями подвески произведенными за эти годы, включая представление жидкости LHM и LHM+.
Выпуск моделей XM и Xantia представил подвеску hydractive, а затем hydractive 2, объединившую интеллект электроники с комфортом, устойчивость на дороге с безопасностью гидравлической подвески. Таким образом, теперь, Аснир продолжает делать уже более сложые компоненты, делая вклады в общий имидж Citroёn и качества его автомобилей.
Кропотливая методология.
Так много объяснений о подвижном клапане. Что остаётся рассказать - то, как мы производим его ответную часть - цилиндрическое отверстие, прежде чем эти два компонента будут соединены вместе, чтобы сформировать дистрибьютор давления. Он в свою очередь будет объединен, например как главный компонент корректора высоты. Методы и станки, используемые для традиционно механизированного процесса расточки диаметра цилиндра, вообще говоря, подобны, т. е. примерно такие же использовали для подвижного клапана. Обработка поверхности и стадии окончательной обработки поверхности более высоко автоматизированы, однако окончательная обработка выполнена на специально разработанном и сделанным Citroёn, станком полировки, притирки, доводки (lapping), который оснащён маленькими манипуляторами.

Принцип их действия таковой - многошпиндельная дрель, с алмазными наконечниками, укреплёнными в круге по возрастанию от 16 до 32. Кончики проходят то же самое отверстие, один за другим. Каждый кончик удаляет несколько микронов одновременно. Опыт такой операции, тем не менее, важен, чтобы контролировать действие машины и контролировать качество готового изделия.
Для подвижного клапана и отверстия, также, как для сотен других типов частей, изготовленных в Аснир с тем же самым дотошным вниманием, гарантия индустриального микрометрического соответствия и качества производства даётся Техническим Производственным отделением завода. Там каждая стадия и каждое действие тщательно проанализированы, чтобы оптимизировать существующие системы, а также, чтобы искать новые пути улучшения и определения новых направлений, чтобы прогрессировать. Короче говоря, это отдел, где сфокусированы техническая мощность и потенциал Аснир.
Пример: Технический Производственный отдел в Аснир иллюстрирует главные руководящие принципы для индустриальной организации и Гарантии Качества, установленной в Плане Mercure. Они включают нулевой дефект, уменьшенные запасов на складе и времени на производственные операции, отслеживаемость части, повышение ресурса механизма и poka yoke (система "защиты от дурака", изобретенная Японцами). Эти правила были широко приняты, с тех пор как завод был реструктурирован в отдельные линии для каждого изделия.
Много внимания уделено резцам, и сотрудничеству с их поставщиками. Даже, имеется специальная "Режущая" секция в составе Производственно Технического отделения. Секция тщательно изучает и анализирует различные параметры, такие как скорость обработки, глубину резки, крепления частей и инструмента, качества шлифовки и срок службы инструмента. Управление тысячами экземпляров облегчено системой идентификации штрихового кода. Обеспечивая отслеживаемость, система делает легкой идентификацию и управление всеми этими параметрами.
Производственно Техническое отделение - источник другого примера методологической суровости: спектрографические исследования, выполненные на стальных или алюминиевых стержнях, поставленных поставщиками. Сырье проверено и заверено как пригодное, прямо с приёмки, при полной проверке качества на твердость или пористость (для алюминия). Для каждой линии изделий, лаборатория метрологии входящая в состав Отделения Качества создала участок оснащённый современным оборудованием, необходимым для трехмерного измерения.

Все внутри лаборатории оценивается и проверяется, от стандарта для окончательной обработки поверхности до требований к изготовленным частям и набору инструментов.
Автоматизация - очень широко используется здесь. В среднем это 7 миллионов франков ежегодных вложений в автоматизацию операций механической обработки. Один за другим существующие цехи модернизируются и улучшаются, чтобы держать их в соответствии с новейшими технологическими разработками.
Что касается новых производственных изделий или процессов, в особенности для модели Xantia (некоторые гидравлические компоненты которой уникальны), автоматизация прежде всего применяется на сборке, чтобы справиться с возрастающим спросом на самую последнюю модель от Citroёn!
ПРОФИЛЬ АСНИР
Запуск производства: 1949
Место: Северо-западный пригород Парижа в районе Аснир (Hauts-de-Seine).
Площадь: 78,000 м2 земли, из которых 65,000м2 цехи.
Деятельность: изготовление гидравлических частей и компонентов.
Главные цехи: free-cutting, machining, quenching and tempering, superfinishing, assembly and maintenance.
Ежедневный выход гидравлических компонентов: 14,000
Рабочая сила (в 1993): 660 (включая 500 операторов, 130 техников и 30 административных работников), 850 всего с другими отделениями.
Особенности: массовое производство и механическая обработка с высокой точностью и микрометрическим соответсвием.
High precision machined parts | |||
Tolerance compliance | |||
Размер Dimension | Форма (Shape) | Покрытие (Finish) | |
"Мужской" | 0.001 mm | 0.0005 | 0.0003 |
Вышеупомянутое было издано как статья в: Двойной Шеврон, осень 1993, Номер 3.
