

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственное образовательное учреждение среднего профессионального образования
Санкт-Петербургский промышленно-экономический колледж
Заочное отделение
Специальность 080501.51
Менеджмент(по отраслям)
КОНТРОЛЬНАЯ работа
по дисциплине:
«Организация и технология отрасли»
студент группы 02101
зачетная книжка № 10- 01- 007
2011 год
Содержание:
1.Понятие о точности и взаимозаменяемости деталей и узлов машин. Допуск на размер и его обозначение на чертежах.
1) Основные понятия о взаимозаменяемости узлов и деталей……………3-5 стр.
2) Допуски размеров……………………………………………………………………………….5-8 стр.
2.Обработка металлов давлением, сущность процесса, применяемое оборудование, достоинства методов.
1)Обработка металлов давлением. ………………………………………………………8-9 стр.
2)Сущность процесса. ………………………………………………………………………………9 стр.
3) Применяемое оборудование. …………………………………………………………19-11 стр.
4) Достоинства методов. ………………………………………………………………………..11 стр.
3.Типы производства, их технико-экономические характеристики.
1) Типы производства………………………………………………………..…………………11-13стр.
2)Их технико-экономические характеристики……………………………….…..13-15 стр.
4.Задача………………………………………………………………………………….15 стр.
1.Понятие о точности и взаимозаменяемости деталей и узлов машин. Допуск на размер и его обозначение на чертежах.
1) Основные понятия о взаимозаменяемости узлов и деталей
Современное массовое производство машин, оборудования и приборов с конвейерной сборкой, а также их ремонт и эксплуатация базируются на принципе взаимозаменяемости деталей, узлов и агрегатов. Взаимозаменяемость органически связана с конструктивными требованиями, технологией производства и техническими измерениями (контролем).
Под взаимозаменяемостью понимают способность одинаковых по наименованию и независимо изготовленных с заданной точностью деталей (узлов, агрегатов) при одинаковых качественных и количественных характеристиках заменять друг друга в узле машины без дополнительной обработки и подгоночных операций, не нарушая при этом свои функции в соответствии с заданными техническими условиями.
Первоначально взаимозаменяемость возникла из требований эксплуатации и ремонта машин, а затем, с развитием крупносерийного и массового производства, перешла и в область производства машин.
В настоящее время сборка тракторов, автомобилей, комбайнов и других сельскохозяйственных машин происходит на конвейере, а это стало возможным в результате изготовления взаимозаменяемых деталей.
Обеспечить взаимозаменяемость деталей можно в том случае, если их основные характеристики (геометрические размеры, форма, чистота поверхности, материал, термическая; или термохимическая обработка и твердость) точно соответствуют значениям, указанным в чертежах и технических условиях. Словом, обеспечить взаимозаменяемость можно только в том случае, когда изготовление деталей и сборка узлов производятся с нормированной точностью и высоким качеством.
Особое значение приобретает принцип взаимозаменяемости в сельскохозяйственном производстве при эксплуатации и ремонте машин, когда в полевых условиях требуется быстрое устранение неисправности путем замены изношенной детали или узла.
Ремонт сельскохозяйственной техники экономически эффективен только в том случае, если используют взаимозаменяемые запасные части, изготовленные на специализированных заводах или восстановленные в централизованном порядке.
Различают полную, неполную (частичную), внешнюю, внутреннюю и функциональную взаимозаменяемость.
Полная взаимозаменяемость — все одинаковые детали, входящие в данное соединение, должны заменять одна другую, и в процессе сборки (или замены при ремонте) не должно быть никаких подгоночных или регулировочных операций с целью обеспечения требуемой точности и эксплуатационных показателей машин. Это требует высокой точности изготовления деталей и, следовательно, несколько увеличивает себестоимость изделия, что не всегда экономически выгодно. Поэтому очень часто переходят на принцип неполной, или частичной, взаимозаменяемости. В этом случае при сборке применяют компенсаторы (шайбы, прокладки, стопорные и регулировочные винты, пружины и т. п.) и допускают групповой подбор деталей (селективная сборка), а в некоторых случаях производят подгоночные, регулировочные и другие дополнительные технологические операции.
По принципу неполной взаимозаменяемости может производиться сборка машин только в условиях данного предприятия. Так как частичная взаимозаменяемость позволяет значительно расширить допуски на размерах деталей и тем самым уменьшить себестоимость их обработки, это полностью компенсирует дополнительные затраты времени на регулировку при сборке машины.
Запасные части, узлы и агрегаты, поставляемые извне, должны изготовляться по принципу полной взаимозаменяемости.
Полная взаимозаменяемость позволяет осуществлять специализацию и кооперирование предприятий, а также применять комплексную механизацию и автоматизацию производственных процессов.
Внешняя взаимозаменяемость — это взаимозаменяемость готовых деталей и узлов на сложных машинах. Например, в подшипниках качения' внешняя взаимозаменяемость производится по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца, по точности вращения.
Внутренняя взаимозаменяемость — взаимозаменяемость отдельных деталей, входящих в узел, или узлов и механизмов, входящих в изделие.
Функциональная взаимозаменяемость — это связь в определенных пределах между функциональными параметрами деталей и узлов (блоков) и их экономическими оптимальными эксплуатационными показателями. Так, например, взаимозаменяемый насос гидросистемы трактора наряду с точностью присоединенных размеров должен обеспечивать необходимую производительность, развивать определенное давление и иметь достаточный технический ресурс.
Для обеспечения наилучших эксплуатационных показателей работы машины, ее высокой надежности и долговечности функциональная взаимозаменяемость предполагает соблюдение не только геометрических параметров, но и механических свойств материала, деталей, электрических, гидравлических, оптических, химических и других функциональных параметров.
Для обеспечения функциональной взаимозаменяемости при конструировании машины предусматривают гарантированный запас точности деталей, соединений и машин в целом.
Взаимозаменяемость во многом зависит от правильного решения конструктивных, технологических и измерительных задач при проектировании и производстве деталей, механизмов в машин.
Успешное решение вопросов взаимозаменяемости потребовало максимальной унификации длины, диаметров, посадок, классов точности, резьб, радиусов округлений и других конструктивных элементов, а также применения стандартных, нормализованных типовых деталей, узлов и т. п.
2) Допуски размеров
Разность между наибольшим и наименьшим предельными размерами называется допуском (IT). На рис. 1 показаны цилиндрические поверхности: охватывающая (отверстие) и охватываемая (вал) с предельными и номинальными величинами диаметров. Если левые образующие цилиндрических поверхностей совместить, то правые образующие ограничат зону, называемую полем допуска. Правая граница поля допуска соответствует наибольшему предельному размеру, а левая – наименьшему.
Положение поля допуска относительно номинального размера определяется верхним и нижним предельными отклонениями. Верхним отклонением (отверстия ES, вала es) называется алгебраическая разность между наибольшим предельным и номинальным размерами, нижним отклонением (отверстия EI, вала ei) – разность между наименьшим предельным и номинальным размерами. При схематическом изображении поля допуска обычно показывают его положение относительно нулевой линии, условно изображающей номинальный размер. При горизонтальном расположении нулевой линии положительные отклонения откладывают вверх от нее, а отрицательные – вниз. Расположение поля допуска относительно нулевой линии принято обозначать буквой (или двумя буквами) латинского алфавита: прописной – для отверстия и строчной – для вала. Степень соответствия действительного размера требуемому характеризует точность изготовления детали.

Рис. 1. Номинальные и предельные размеры отверстия и вала, определяющие поля допусков
При увеличении допуска на размер требования к точности снижаются, и производство детали упрощается и удешевляется. При одном и том же допуске деталь большего размера изготовить сложнее по сравнению с деталью меньших размеров. Поэтому размер допуска IT назначают в зависимости от диаметра d, вводя единицу допуска i ![]() , мкм, и IT=ai. В зависимости от числа, а единиц допуска стандартом установлено 19 квалитетов (степеней точности), расположенных в порядке понижения точности: 01; 0; 1; 2;...; 17. Допуски в квалитетах 01,...,4 предназначены для концевых мер длины, калибров; квалитеты 5,...,13 дают допуски для сопрягаемых размеров деталей, а 14,...,17 – для несопрягаемых (свободных) размеров.
, мкм, и IT=ai. В зависимости от числа, а единиц допуска стандартом установлено 19 квалитетов (степеней точности), расположенных в порядке понижения точности: 01; 0; 1; 2;...; 17. Допуски в квалитетах 01,...,4 предназначены для концевых мер длины, калибров; квалитеты 5,...,13 дают допуски для сопрягаемых размеров деталей, а 14,...,17 – для несопрягаемых (свободных) размеров.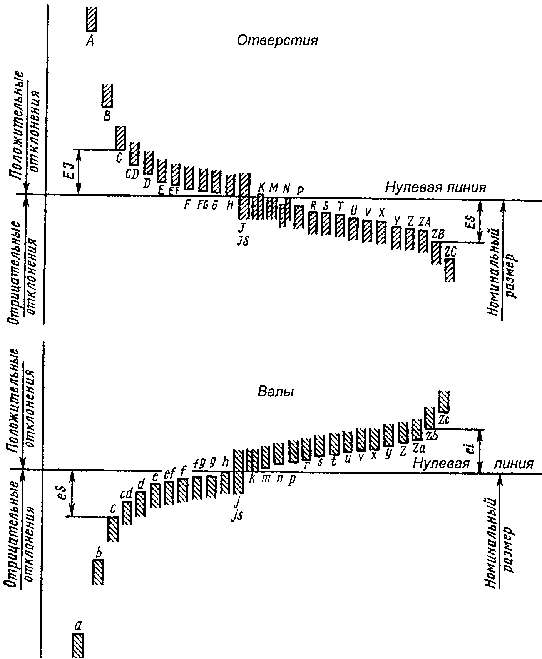
Рис. 2. Схема расположения полей допусков
Экономически целесообразны предельные отклонения размеров детали, определяемые единой системой допусков и посадок (ЕСДП), они указываются на чертежах тремя способами:
· цифрами, расположенными за номинальным размером, высота которых меньше высоты шрифта. Отклонения, равные нулю, не проставляются. Отклонения, равные по модулю и противоположные по знаку, записываются одинаковой высотой шрифта со шрифтом написания номинального размера, например: ![]() , Ж20+0,084, Ж20-0,084, 10±0,1.
, Ж20+0,084, Ж20-0,084, 10±0,1.
· условным обозначением поля допуска, состоящим из буквы и цифры, обозначающей квалитет, например: 12G8, 20h10.
· одновременным условным указанием поля допуска и цифровым значением отклонений в скобках, например:![]() ; Ж20h10(-0,084).
; Ж20h10(-0,084).
2.Обработка металлов давлением, сущность процесса, применяемое оборудование, достоинства методов.
1)Обработка металлов давлением.
Обработка металлов давлением относится к виду обработки металлов без снятия материала и основана на использовании пластичности металлов, т. е. на их способности в определенных условиях воспринимать под действием внешних сил остаточную деформацию без нарушения целостности материала заготовки, поэтому она применима лишь к металлам достаточно пластичным.
Пластичность средне - и высокоуглеродистой сталей и других металлов в холодном состоянии недостаточна; при нагреве до определенных температур их пластичность повышается и способность к деформации возрастает.
Если обработка металлов давлением выполняется при температуре ниже температуры рекристаллизации, то такая обработка называется холодной. Если обработка металлов давлением происходит при нагреве металлического тела выше температуры рекристаллизации, то она называется горячей. Некоторые металлы и сплавы непластичны даже при нагревании, они остаются твердыми вплоть до расплавления. Такие металлы не могут обрабатываться давлением. Основными видами обработки металлов давлением являются прокатка, прессование, ковка и штамповка.
Штамповка без предварительного нагрева заготовки – для металлов и сплавов такой процесс деформирования соответствует условиям холодной деформации. Отсутствие окисленного слоя на заготовках (окалины) при холодной штамповке обеспечивает хорошее качество поверхности детали и достаточно высокую точность размеров, это уменьшает объём обработки резанием или даже исключает её. Основные разновидности холодной объёмной штамповки – холодное выдавливание, холодная высадка, холодная штамповка в открытом штампе.
2)Сущность процесса.
Сущность процесса обработки металлов дошла до нас из древнейших времен и осталась практически без изменения: нужную форму металла получают посредством приложения к нему усилий. На современном этапе очень заметно усовершенствовалось кузнечно-штамповочное оборудование. Большое распространение обработка металлов давлением получила в машиностроении, так как такой вид обработки имеет ряд преимуществ:
1)возможность получения не только заданной формы, но и заданных механических свойств изделия;
2)почти безотходное производство;
3)высокая производительность.
Без листопрокатного производства мы сегодня нее мыслим научно-технический прогресс, а ведь оно основано на обработке металлов давлением.
3) Применяемое оборудование.
Современные заводы оснащены разнообразным оборудованием для пластической деформации металла, и это позволяет успешно решать чрезвычайно важную для машиностроения задачу — максимально приближать форму и размеры заготовки к окончательным размерам изделия.
При обработке металлов давлением изменение формы заготовки происходит не за счет удаления излишка металла в виде стружки, как при обработке резанием, а за счет перераспределения объема в самой заготовке. Это резко снижает отходы металла. Ранее методом ковки и штамповки получали заготовки с большими припусками на дальнейшую обработку, а теперь некоторые виды обработки давлением, например калибровка и выдавливание, позволяют свести припуски на механическую обработку к минимуму или вообще обойтись без нее.
Наряду с развитием и совершенствованием основного оборудования кузнечно-штамповочных цехов проводится широкая механизация процессов ковки и штамповки. Кузнечные цехи оснащены мостовыми кранами, кантователями, манипуляторами и другими механизмами, облегчающими труд кузнецов и делающими его более эффективным.
В Советском Союзе построены самые мощные в мире гидравлические прессы усилием 70 000 Т, уникальные бесшаботные молоты, крупнейшие кривошипные горячештамповочные прессы.
Русские и советские ученые, и инженеры многое сделали для развития и совершенствования процессов обработки металлов давлением. впервые использовал микроскоп для изучения структуры металлов, организовал производство высококачественной стали на Златоустовском заводе. Научное обоснование ковочных режимов (критических температурных точек) дал . Для развития теории обработки давлением большое значение имели работы . Успехам современного кузнечно-штамповочного производства способствовали работы , , и др.
Эффективное использование кузнечнопрессовых машин, как и любого оборудования, возможно при условии правильной наладки и эксплуатации. Неточная наладка оборудования приводит к появлению брака, снижению производительности, простоям, может вызвать поломку инструмента и машины. Поэтому от знаний и мастерства наладчика кузнечнопрессовых машин во многом зависит качество работы и производительность оборудования. По мере совершенствования молотов, прессов, кривошипных машин, с ростом их быстроходности и мощности повышаются и требования к наладке. Наладчик должен непрерывно пополнять свои знания, изучать устройство новых машин, перенимать опыт передовиков производства.
4) Достоинства методов.
Высокая производительность процессов обработки металлов давлением, сравнительно низкая их энергоемкость, а также незначительные потери металла при производстве изделий выгодно отличают их по сравнению, например, с обработкой металла резанием, когда требуемую форму изделия получают удалением значительной части заготовки в стружку. Существенным достоинством пластической обработки является значительное улучшение свойств металла в процессе деформирования.
3.Типы производства, их технико-экономические характеристики.
1) Типы производства.
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Различают три типа производства: единичное, серийное, массовое.
Единичное производство
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Особенности этого типа производства заключаются в том, что рабочие места не имеют глубокой специализации, применяются универсальное оборудование и технологическая оснастка, большая часть рабочих имеет высокую квалификацию, значительный объем ручных сборочных и доводочных операций, здесь высокая трудоемкость изделий и длительный производственный цикл их изготовления, значительный объем незавершенного производства.
Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию.
Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования. Разновидностью единичного производства является индивидуальное производство.
Серийное производство
Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату.
Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования.
Массовое производство
Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Массовое производство - высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Особенности организации массового производства заключаются в том, что можно специализировать рабочие места на выполнении одной постоянно закрепленной операции, применять специальное оборудование и технологическую оснастку, иметь высокий уровень механизации и автоматизации производства, применять труд рабочих невысокой квалификации. Массовое производство обеспечивает наиболее полное использование оборудования, высокий уровень производительности труда, самую низкую себестоимость изготовления продукции по сравнению с серийным и тем более единичным производством. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции, поэтому необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию.
Массовое производство характерно для выпуска автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности.
2)Их технико-экономические характеристики.
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленных к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупнено в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков, поэтому на операциях используется рабочие универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально - технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойной снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в с вою очередь, к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателелях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %. Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификация деталей и узлов, что позволяет перейти к организации предметных участков; расширении конструктивной преемственности для увеличения партий запуска деталей; группировании подготовку производства и улучшения использования оборудования.
Серийное производство характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальным оборудованием. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметнозамкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и создаются предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
4.Задача.
Дано
N=50000 дет.
tм= 6 мин
tи=90мин
з= 0,05
Найти :Р инстр.
Решение:
Р инстр.= N*tм \ (tи (1-з))
Р инстр.= 50000*6 \ (90(1-0,05) = 3509 резцов
Ответ : в год при выпуске 50000 дет. потребуется на расход 3509 обрабатывающих резцов.
