
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра материаловедения и технологии металлов
Токарная обработка
материалов
Методические указания к лабораторному практикуму по курсу «Учебные мастерские»
для студентов специальности
Минск 2013
УДК 621.941(075.8)
ББК 34.632я73
Т51
Рассмотрены и рекомендованы к изданию редакционно-издательским советом университета
Составители:
,
Рецензент
кандидат технических наук, доцент, заведующий кафедрой деталей машин и подъемно-транспортных устройств,
По тематическому плану изданий учебно-методической литературы университета на 2013 г. Поз. 27.
Предназначены для студентов специальности 1-36 05 01
«Машины и оборудование лесного комплекса».
© УО «Белорусский государственный технологический университет», 2013
Лабораторная работа № 7
ВЫТАЧИВАНИЕ КАНАВОК И ОТРЕЗАНИЕ ЗАГОТОВОК, ЗАТОЧКА РЕЗЦОВ
Цель работы – научиться вытачивать канавки и отрезать заготовки; ознакомиться с основными методами заточки резцов.
1. Вытачивание канавок на наружных цилиндрических поверхностях
Подготовить и установить прорезные резцы для вытачивания канавок: канавки прямоугольного, круглого сечения – резцом 1 (рис. 7.1), полукруглого сечения – резцом 2, канавки для выхода шлифовального круга – резцом 3, канавки специального назначения – резцом 4.
Настроить станок на требуемый режим резания. Следует иметь в виду, что прорезные резцы работают в тяжелых условиях, и число оборотов шпинделя выбирается минимальным, как правило, до 100 мин-№.

\
Рис. 7.1. Инструмент для вытачивания канавок на наружных цилиндрических поверхностях
Для вытачивания канавки шириной 4–5 мм установить резец 1 на заданном расстояний от торцевой поверхности по линейке 2 (рис. 7.2) или глубиномеру штангенциркуля, для чего торец линейки или глубиномер штангенциркуля упереть в правую вершину головки прорезного резца 1 и переместить его влево на заданный чертежом размер. Резец подавать по лимбу поперечной подачи (рис. 7.3) на требуемую глубину канавки, при этом длина головки прорезного резца должна быть не менее глубины канавки плюс 3–5 мм. Для определения глубины канавки необходимо взять полуразность наружного и внутреннего диаметров.
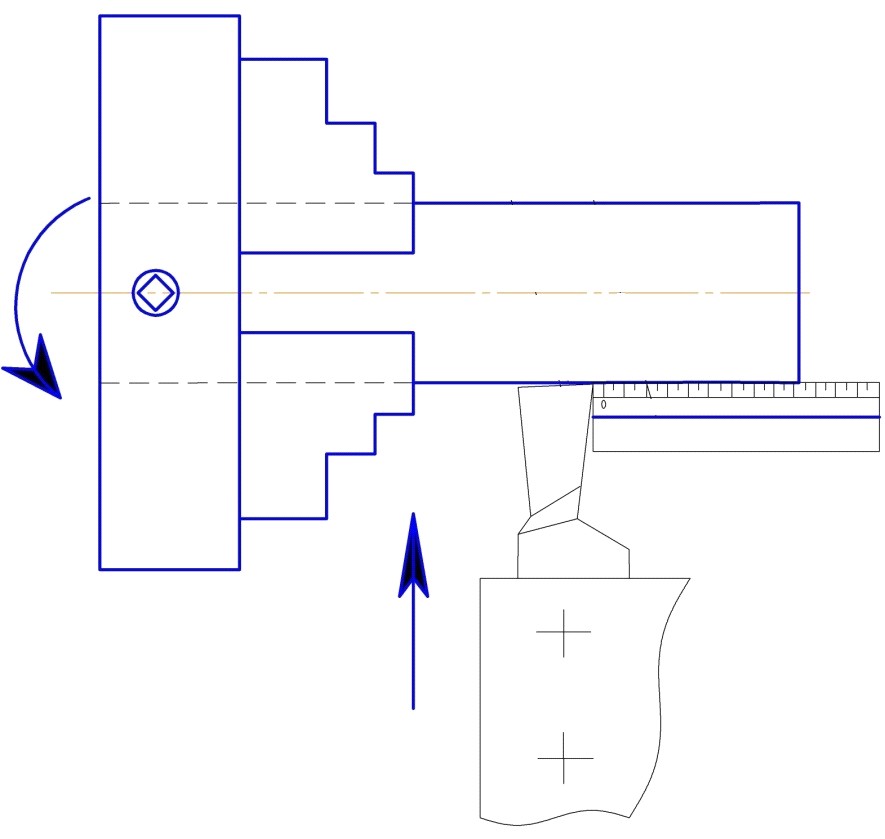
Рис. 7.2. Установка резца на заданное расстояние от торца заготовки
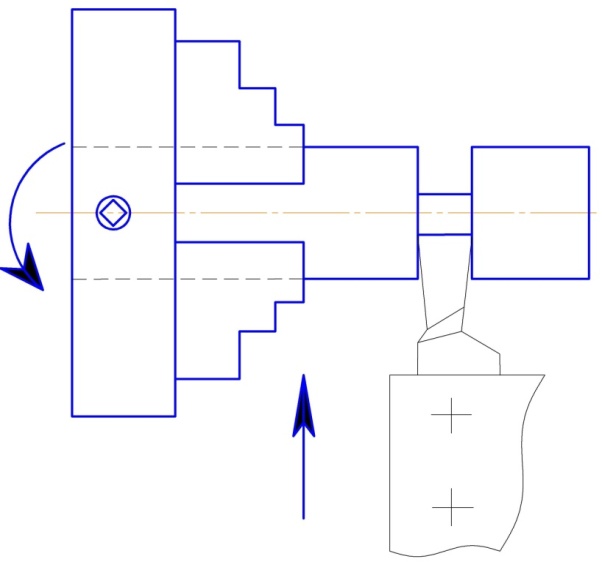
Рис. 7.3. Поперечная подача резца
Для вытачивания широкой канавки следует установить резец с правой стороны канавки от торца детали.
Подать резец по лимбу винта поперечной подачи на глубину, меньшую заданной чертежом, на 0,5 мм (припуск для чистового рабочего хода), отвести резец на себя в исходное положение и измерить глубину канавки. Переместить резец влево и установить его на ширину канавки левой вершиной головки с помощью глубиномера штангенциркуля либо линейки. Подать резец по лимбу винта поперечной подачи на полную глубину канавки и, перемещая его слева направо, обработать канавку начисто.
При вытачивании канавки для выхода шлифовального круга применить резец 3 (рис. 7.1). Резец не должен иметь острых вершин (обязательное требование), а правая вспомогательная режущая кромка его должна иметь наклон к оси детали 45°. Подача резца поперечная.
2. Вытачивание канавок на торцевых поверхностях

Специальный прорезной резец (рис. 7.4) для вытачивания канавок на торце детали отличается от простого прорезного резца криволинейными боковыми вспомогательными поверхностями. Левая боковая поверхность, если смотреть на резец по стрелке (А) со стороны головки, затачивается по ![]() на 5–8 мм, а правая боковая поверхность – по
на 5–8 мм, а правая боковая поверхность – по ![]() на 5–8 мм.
на 5–8 мм.
Рис. 7.4. Специальный прорезной резец
Режущую кромку резца заточить по ширине вытачиваемой канавки. Установить резец 1 режущей кромкой строго на уровне оси центров станка и перпендикулярно торцу детали 2 (рис. 7.5), обратив внимание на параллельность режущей кромки головки резца торцевой поверхности детали. Поставить резец в исходное положение и выточить первую канавку а (рис. 7.6). Резец 1 переместить от центра торца на расстояние, равное радиусу меньшего диаметра первой канавки детали (рис. 7.7). Подавать резец на глубину канавки необходимо по лимбу винта продольной подачи. Перемещать резец в исходное рабочее положение для вытачивания канавок на торцевой поверхности можно также по лимбу винта поперечных салазок от наружной поверхности детали.

Рис. 7.5. Установка резца относительно заготовки


Рис. 7.6. Вытачивание канавки

Рис. 7.7. Перемещение резца от центра торца
3. Возможные дефекты обработанных канавок
3.1. Не выдержан размер канавки по длине детали. Причины: неправильная разметка положения канавок, неточная установка резца по упору.
3.2. Не выдержана ширина канавки. Причины: при вытачивании узкой канавки – ширина режущей кромки резца больше или меньше ширины канавки, при вытачивании широкой канавки – неточность в определении расстояния между левой и правой стенками канавки.
3.3. Не выдержана глубина канавки. Причины: неточность в отсчете числа делений лимба, не выбран люфт винта поперечной подачи.
3.4. Шероховатость поверхности канавки не соответствует заданной чертежом. Причины: недостаточно прочное закрепление резца в резцедержателе, слабое закрепление заготовки, большой вылет резца, некачественная заточка резца, его затупление, большая подача.
4. Отрезание заготовок
Вставить круглый пруток в отверстие шпинделя и закрепить в патроне. Установить и закрепить отрезной резец. Пруток (рис. 7.8) вставлять через отверстие шпинделя. Вылет прутка из кулачков на длину L включает длину l1 отрезаемой заготовки 1, ширину канавки (резца) б и расстояние д от левой стороны канавки до кулачков, которое должно примерно равняться диаметру заготовки. Отрезной резец 2 установить строго на уровне оси центров и перпендикулярно оси заготовки. Длина головки отрезного резца должна быть не менее радиуса отрезаемой заготовки плюс 3–4 мм.
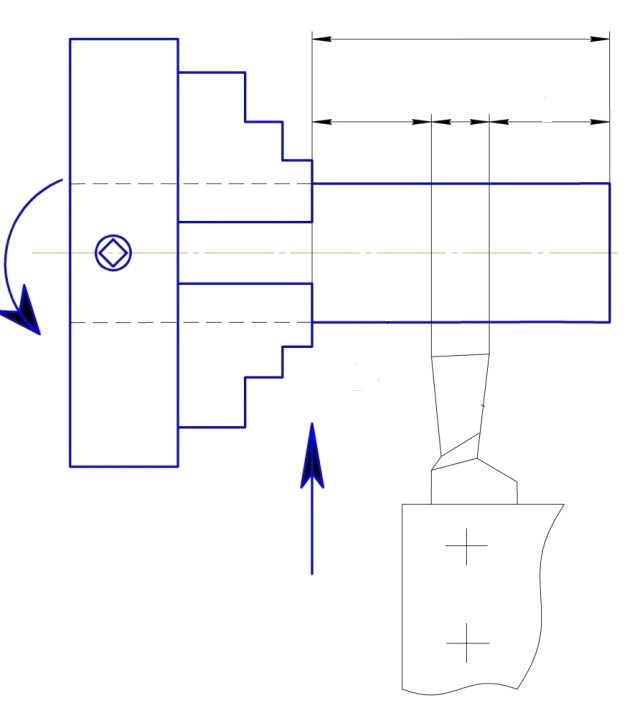
Рис. 7.8.Величина вылета прутка из кулачков
При настройке станка на требуемый режим резания предпочтение следует отдавать пониженной частоте вращения шпинделя. Для отрезания заготовки резец 2 (рис. 7.9) установить в исходное рабочее положение и поперечной подачей сделать врезание с последующим перемещением резца влево, затем опять врезание, и перемещение вправо до левого торца заготовки 1 и так до полного обтачивания стержня между заготовкой и прутком 3. Нельзя отламывать заготовку во время вращения шпинделя 1.
Чтобы не оставался стержень б (рис. 7.10) на торце отрезанной заготовки 1, режущую кромку резца 2 затачивать под углом 5–10°относительно оси заготовки. В этом случае правая вершина головки резца будет опережать левую вершину и торец заготовки будет гладким. Оставшийся на торце прутка конический стержень подрезать поперечной подачей резца.

Рис. 7.9. Отрезание заготовки
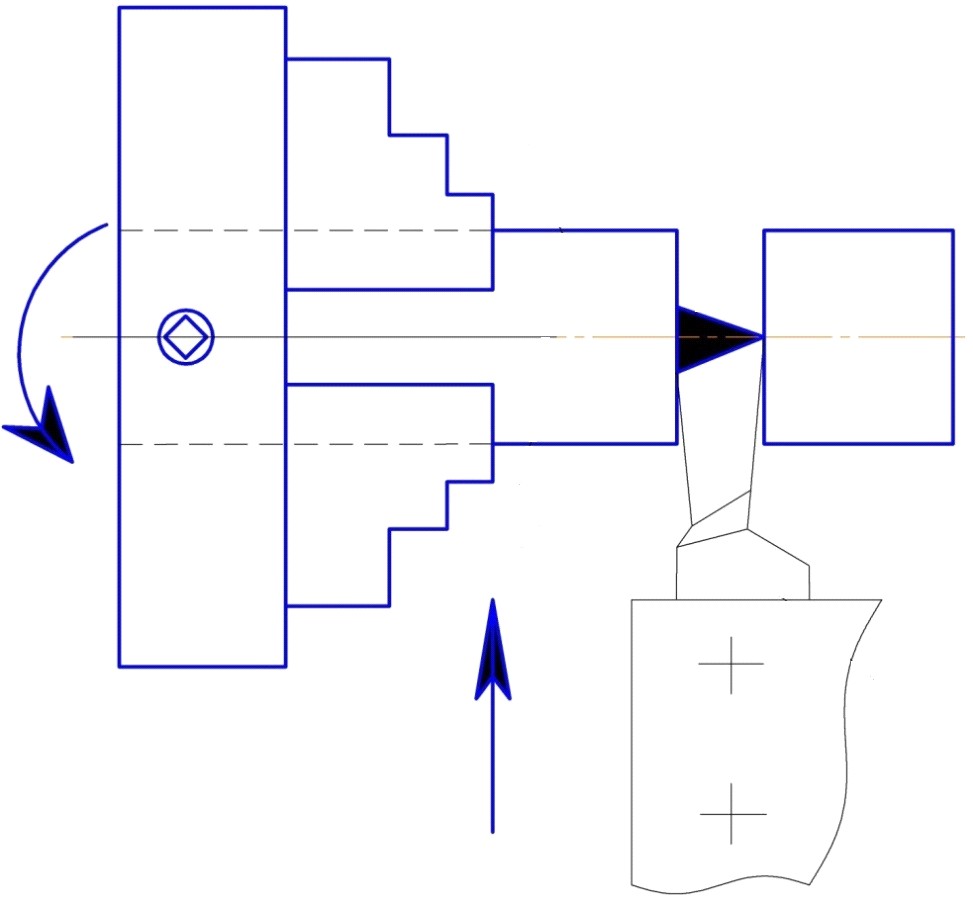
Рис. 7.10. Предотвращение появления стержня на торце отрезанной заготовки
5. Затачивание проходных резцов
На заточном станке должны быть установлены (рис. 7.11): 1 – патрубок, присоединенный к вентиляционному отсосу; 2 – заслонка, препятствующая выбросу пыли из верхней части кожуха; 3 – кожух, присоединенный к вентиляционному отсосу посредством пылесборника, патрубка и воздуховодов; 4 – кронштейн, на котором укреплены светильник и регулируемый прозрачный экран; 5 – заслонка для создания минимального зазора между кожухом и шлифовальным кругом, 6 – светильник; 7 – прозрачный экран; 8 – шлифовальные круги: для заточки быстрорежущих резцов – электрокорундовые шлифовальные круги средней твердости, зернистостью 40–25, для твердосплавных резцов – круги из карбида кремния; 9 – подручник; 10 – пылесборник; 11 – резервуар для охлаждающей жидкости (эмульсия или 1–2 %-ный раствор кальцинированной соды в воде).
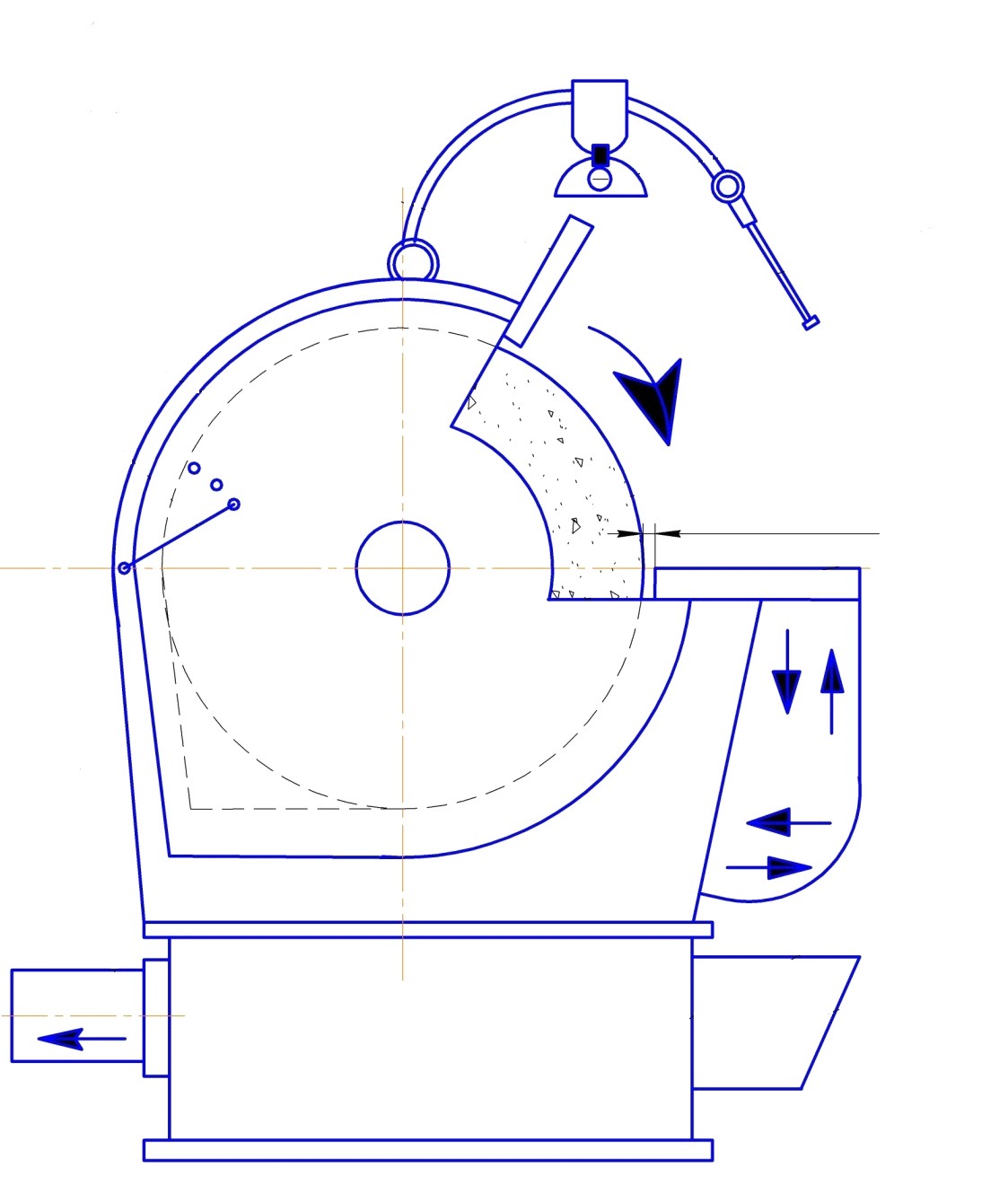
Рис. 7.11. Заточный станок
Для безопасной работы затачиваемый резец необходимо опирать на подручник, а не держать его на весу. Зазор между подручником и рабочей поверхностью круга не должен быть больше 3 мм. Рабочая поверхность шлифовального круга должна быть ровной, в противном случае ее нужно править алмазным карандашом или специальной шарошкой. Приступая к заточке резца, следует закрыть зону заточки прозрачным экраном или надеть защитные очки.
Заточку резца с пластинкой из твердого сплава рекомендуется производить по предложенной схеме (рис. 7.12); при этом заточку производят по главной задней и передней поверхностям.
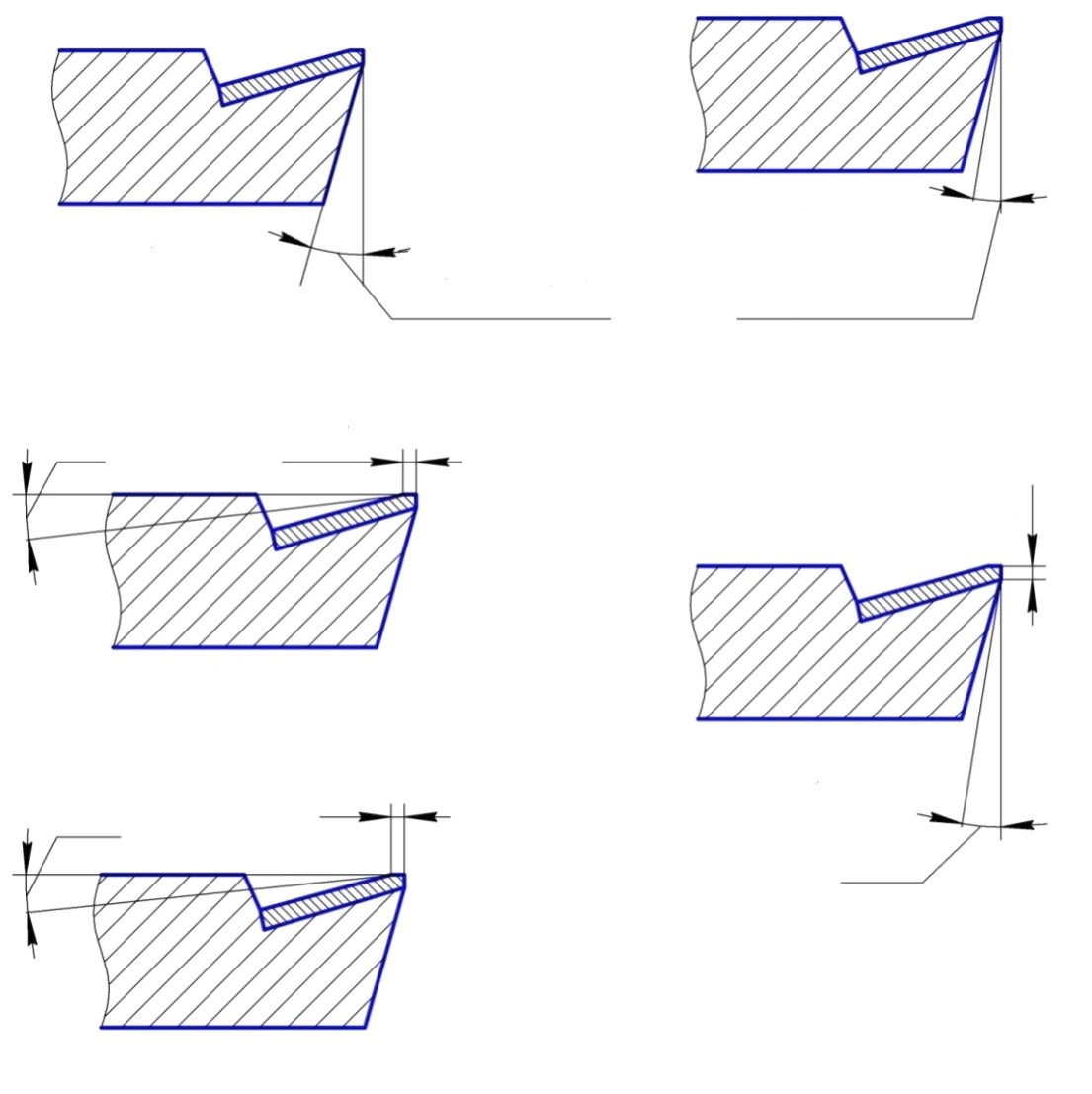
Рис. 7.12. Схема заточки резца с пластинкой твердого сплава
Включить заточный станок. Резец 1 (рис. 7.13) взять за стержень правой рукой и установить на подручник 3 так, чтобы резец имел небольшой наклон вниз, а ось державки резца составляла с осью вращения шлифовального круга 2 угол 45°, что будет соответствовать главному углу в плане. Большим пальцем левой руки прижать резец к подручнику, а остальные пальцы расположить, как показано на рис. 7.13.
Выключить заточный станок и проконтролировать величину заточки главного заднего угла угломером (рис. 7.14).
Заточить резец по вспомогательной задней поверхности (рис. 7.15). Угол между главной и вспомогательной поверхностями должен быть равен примерно 90°. Заточить резец по передней поверхности (рис. 7.16). Для этого резец 1 взять за стержень правой рукой, большим пальцем левой руки прижимая его к шлифовальному кругу 2. Резец должен быть расположен так, чтобы главная режущая кромка 3 была параллельна плоскости вращения шлифовального круга.

Рис. 7.13. Установка резца на подручник

Рис. 7.14. Контроль величины заточки главного заднего угла угломером
Затачивать на длину 3–5 мм под заданным углом г (рис. 7.12, б).
Проконтролировать величину заточки переднего угла. Вторично заточить резец по главной и вспомогательной задней поверхностям резца. Заточить фаску по передней поверхности.

Рис. 7.15. Заточка резца по вспомогательной задней поверхности

Рис. 7.16. Заточка резца по передней поверхности
Выбранную величину переднего угла фаски гф выдержать путем доводки на участке передней поверхности, прилегающей к главной режущей кромке, по узкой фаске f (рис. 7.12, в) размером примерно 0,2–0,5мм.
Заточить вершину головки резца (рис. 7.17). Резец 1 установить на подручник 3 и удерживать обеими руками перпендикулярно оси вращения шлифовального круга 2.
Подвести резец к кругу затем слегка нажимать на него ребром головки, образованным от пересечения задних главной и вспомогательной поверхностей. Для закругления ребра, следовательно, и вершины головки резца, хвостовую часть державки покачивать вправо и влево.
Заточить главную, режущую кромку 2 (рис. 7.18, а) наклонно вниз относительно вершины 1 головки резца под отрицательным углом – л равным ≈ 6–8°. Такой резец применяют при обработке заготовки из мягкого и средней твердости вязкого металлов (стали, алюминия и его сплавов) или в том случае, если стружку 3 необходимо направить влево в сторону обрабатываемой поверхности, и тем самым предотвратить ее наматывание на обрабатываемую заготовку.
Заточить главную режущую кромку 2 (рис. 7.18, б) горизонтально относительно вершины 1 головки резца под углом л = 0. Таким резцом обрабатывают твердый и маловязкий металл (твердую сталь) с образованием стружки 4 в виде отдельных колец (стружки скалывания)

Рис. 7.17. Заточка вершины головки резца
или твердый и хрупкий металл с образованием стружки надлома. Кроме того, его применяют в тех случаях, когда стружку следует направить перпендикулярно главной режущей кромке.
Заточить главную режущую кромку 2 (рис. 7.18, в) наклонно вверх относительно вершины 1 головки резца под положительный углом +л. Такой резец применяют в тех случаях, когда сливную вьющуюся стружку 5 следует направить вправо при обтачивании поверхности заготовки около кулачков патрона, или при подрезании торцевых поверхностей с целью предотвращения схода стружки 5 на обрабатываемую поверхность.
Доводку резца производить по фаскам на передней и главной задней поверхностях на алмазных кругах 2 (рис. 7.19). Режущая кромка должна находиться на уровне или немного ниже центра доводочного круга. Здесь заточка производится строго в трехповоротных тисках с выставлением на них заданных угловых параметров. После установки резца на станок рекомендуется осуществлять доводку фасок головки резца вручную при возвратно-поступательном движении мелкозернистого бруска (из карбида кремния зеленого), смоченного минеральным маслом так, чтобы он плотно прилегал к соответствующей поверхности головки резца. Доводить резец следует соответственно по главной и вспомогательной задним и передней поверхностям.

Рис. 7.18. Заточка главной режущей громки резца
Заточка твердосплавных резцов, обладающих большой твердостью, но малым сопротивлением разрыву и низкой теплопроводностью, должна производиться особенно тщательно, правильно подобранными по характеристике кругами. Критерием правильного выбора твердости таких кругов является их самозатачиваемость и малая частота правки. Твердость круга следует подбирать в зависимости от состава твердого сплава. Чем больше в твердом сплаве содержится титана и меньше кобальта, тем мягче должен быть круг.
Заточка твердосплавных резцов производится обычно кругами из
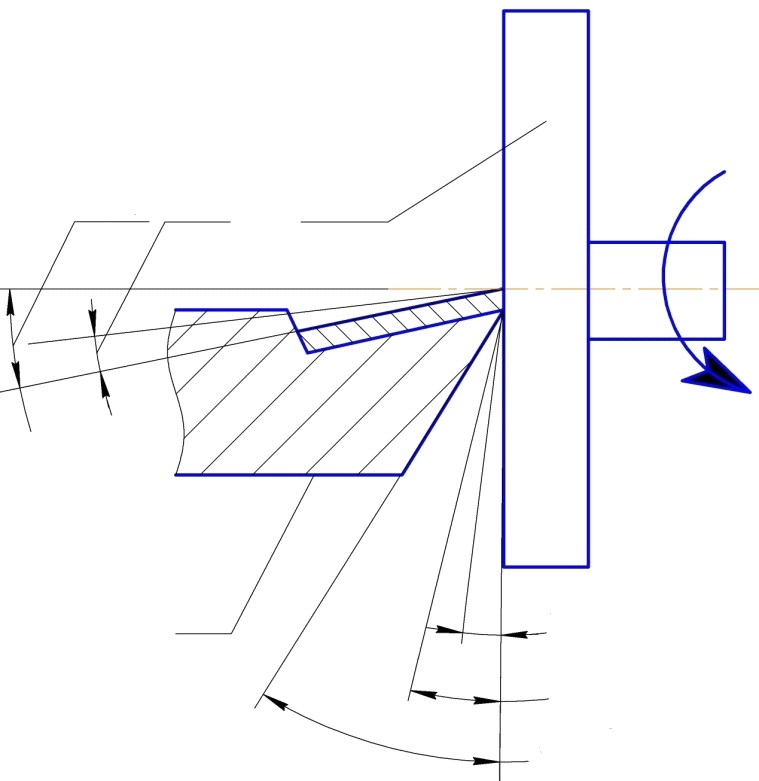
Рис. 7.19. Доводка резца по фаскам на передней и главной задней поверхностях
карбида кремния зеленого типа ПП, ЧК и ЧЦ диаметром 175 мм и более. Заточка более хрупких сплавов производится при более низких пределах скорости и поперечной подачи.
