

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.923.7.048
, (РГУПС, Россия)
МИНИМИЗАЦИЯ ПРОДОЛЖИТЕЛЬНОСТИ МНОГОСТУПЕНЧАТОЙ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ В РЕМОНТНОМ ПРОИЗВОДСТВЕ
Одной из главнейших задач современного машиностроения является дальнейшее развитие, совершенствование и разработка новых методов обработки деталей. Всё большее внимание уделяется развитию и совершенствованию методов обработки со съёмом относительно небольших слоёв металла и созданием необходимых шероховатости и физико-механических свойств. Это обусловлено непрерывным совершенствованием методов получения заготовок, уменьшением припусков на механическую обработку, ростом требований к точности и необходимостью повышения качества и эксплуатационных свойств деталей и изделий, применением в машиностроении новых конструкционных материалов. В числе современных методов, реализующих указанный подход, можно отметить вибрационную обработку (ВиО).
Высокая эффективность применения ВиО может быть достигнута при использовании многоступенчатых процессов. Однако длительность таких процессов достаточно велика.
Минимизировать продолжительность ВиО возможно за счёт оптимизации процесса с целевой функцией – время обработки. Минимизация процесса возможна за счёт варьирования следующих параметров:
1. Число абразивных переходов (как показывает практика 1 или 2);
При малой глубине дефектов принимается только один абразивный переход, а оптимизация сводится к выбору его продолжительности. Для двухпереходной абразивной обработки оптимизация возможна по моменту времени переключения на следующий переход.Сложность решения этой задачи состоит в том, что к моменту окончания абразивной обработки должны успешно завершиться два процесса: удаление дефектного слоя материала и достижение нормируемой шероховатости поверхности (Ra = 0,15 – 0,3 мкм). При этом следует отметить, что оптимизация режимов обработки и характеристик абразивной среды проводятся по ранее принятым методикам.
Для однопереходного процесса шлифования технологическая система (станок со своими режимами, среда и материал детали) характеризуется параметрами установившейся шероховатости ![]() [мкм], коэффициентом интенсивности её изменения k [час-1], а также объёмным удельным металлосъёмом q [мкм/час]; заготовка – исходной шероховатостью
[мкм], коэффициентом интенсивности её изменения k [час-1], а также объёмным удельным металлосъёмом q [мкм/час]; заготовка – исходной шероховатостью ![]() [мкм] и глубиной дефектного слоя h [мкм]; деталь – заданной шероховатостью
[мкм] и глубиной дефектного слоя h [мкм]; деталь – заданной шероховатостью ![]() [мкм]. В соответствии с принятыми моделями изменения шероховатости и объёмного съёма металла имеем условия достижения заданных параметров деталью, записанных в явном виде:
[мкм]. В соответствии с принятыми моделями изменения шероховатости и объёмного съёма металла имеем условия достижения заданных параметров деталью, записанных в явном виде:
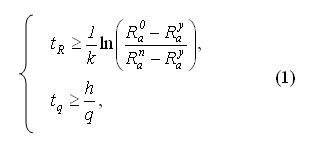
где tR – время необходимое для достижения шероховатости,
tq – время необходимое для снятия дефектного слоя.
С учётом вспомогательного времени tв имеем общую продолжительность однопереходного процесса:
![]() , (2)
, (2)
где tR и tq определяются из строгих равенств формул (1).
Аналогично, для двухпереходного процесса шлифования имеем: ![]() и
и ![]() , k1 и k2, q1 и q2,
, k1 и k2, q1 и q2, ![]() и h,
и h, ![]() . Обозначив момент перехода с одного режима на другой t*, запишем время достижения заданной шероховатости после двух переходов:
. Обозначив момент перехода с одного режима на другой t*, запишем время достижения заданной шероховатости после двух переходов:
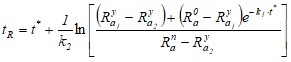 . (3)
. (3)
Если дефекты не очень глубоки, можно выбрать момент переключения таким, чтобы не доводить шероховатость до установившегося значения, а их остаток убрать на чистовом режиме (рис. 1).
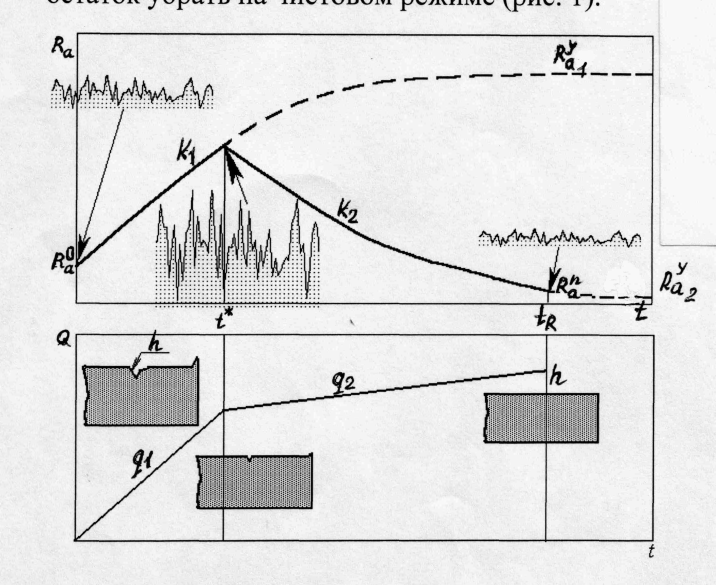
Рис. 1. Схема минимизации продолжительности двухпереходного процесса шлифования
Для учёта влияния процесса удаления поверхностных дефектов на продолжительность обработки получим это время из соотношений по съёму металла:
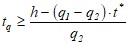 . (4)
. (4)
Аналогично однопереходному процессу, получим выражение для полной продолжительности двухпереходного процесса:
![]() . (5)
. (5)
Длительность технологического процесса может быть минимизирована за счёт варьирования времени переключения t*:
![]() . (6)
. (6)
На совмещённом графике изменения общего времени обработки от момента переключения на вторую ступень (рис. 2), точки пересечения зависимостей, характеризующих изменение шероховатости и металлосъёма, показывают, что при одинаковых моментах переключения продолжительность достижения заданной шероховатости равна продолжительности удаления дефектного слоя.
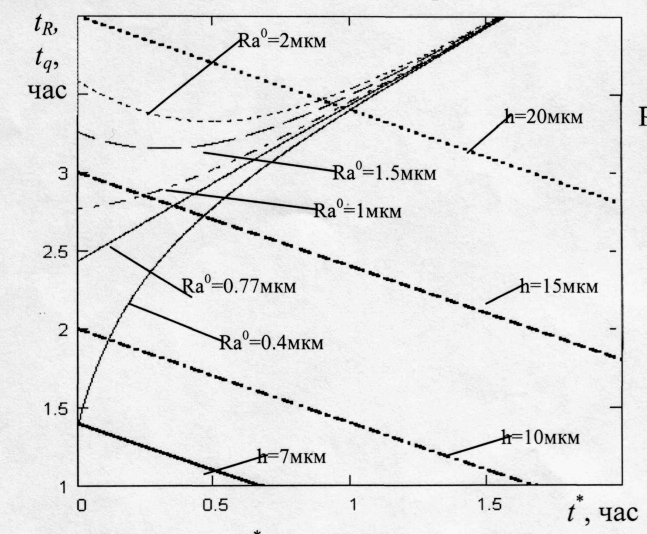
Рис. 2. Влияние момента перехода t* на процесс удаления дефектного слоя tq = f (t*,h) и формирование шероховатости поверхности tR = (f*,![]() ) при многоступенчатой ВИО
) при многоступенчатой ВИО
Таким образом, учитывая соотношение (6), общее время t минимально при таком t*, когда графики изменения шероховатости поверхности и съёма металла, характеризующие заготовку, пересекаются.
Значение t*, минимизирующее продолжительность технологического процесса, находится из соотношения tR = tq:
 (7)
(7)
Для практического применения результатов исследований представлены номограммы нахождения t* и t, построенные при помощи пакета прикладного моделирования MathCAD (рис. 3, 4).
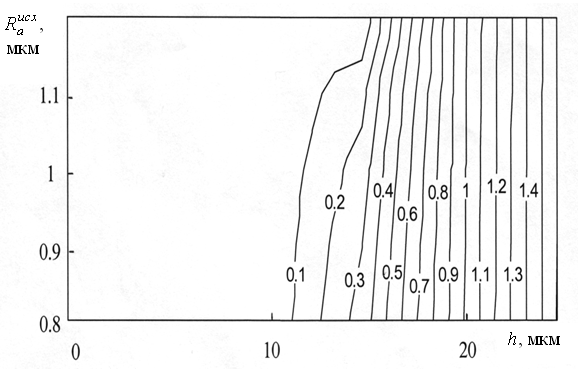
Рис. 3. Номограмма для определения оптимального момента переключения (t*) в зависимости от глубины дефектов (h) и исходной шероховатости
(![]() = 0,8 – 1,2 мкм)
= 0,8 – 1,2 мкм)
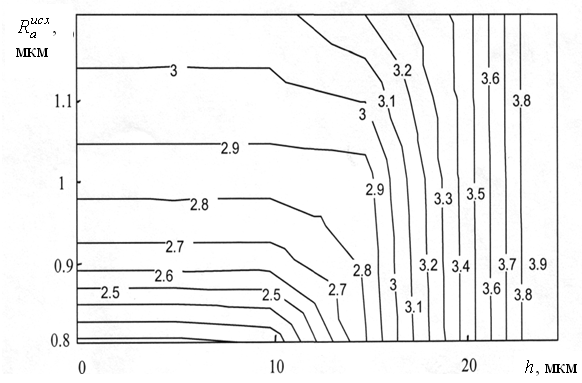
Рис. 4. Номограмма для определения полного времени обработки (t) в зависимости от глубины дефектов (h) и исходной шероховатости поверхности
(![]() = 0,8 – 1,2 мкм)
= 0,8 – 1,2 мкм)
