

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Разработка сталей с пределом текучести 1200-1700 МПа для сельскохозяйственной техники с повышенным сроком эксплуатации
ФГУП «ЦНИИ КМ «Прометей», г. Санкт-Петербург,
, д. т.н., , к. т.н, , к. т.н, .,
Работа посвящена разработке новых высокопрочных сталей для изготовления деталей почвообрабатывающих машин с повышенным сроком эксплуатации. Новые стали должны обеспечивать предел текучести от 1200 до 1700 МПа, ударную вязкость более 20 Дж/см2 при температуре +20 °С и коэффициент относительной износостойкости сталей в 1,5 раза выше по сравнению с используемыми в настоящее время аналогами. Показано, что опытные детали с износостойкими покрытиями, изготовленные из новых сталей, выдержали натурные испытания без разрушений при наработке 10 га, в отличие от серийных аналогов.
Введение
Производство высокопрочных износостойких материалов для сельскохозяйственного машиностроения в РФ переживает кризис, так как разработанные более 40 лет назад стали указанного назначения не удовлетворяют по своим характеристикам, особенно по прочности и по ресурсу эксплуатации. При этом годовая потребность РФ в быстроизнашиваемых деталях рабочих органов сельскохозяйственных машин оценивается: в лемехах – 7 млн шт., в полевых досках – 3 млн, в отвалах – 2,4 млн шт. [1], на изготовление которых затрачиваются сотни тысяч тонн стального проката. Серьезное отставание РФ в данной сфере привело к повышению доли импортной продукции на рынке сельскохозяйственной техники.
Принципиальным решением проблемы отставания РФ в области материалов для сельхозтехники и целью данной работы является создание нового поколения сталей с пределом текучести 1200, 1500 и 1700 МПа и технологий их производства, включая технологии нанесения износостойких покрытий различными методами. Микродобавки легирующих элементов в базовую основу среднеуглеродистой стали в сочетании со специальной технологией термической обработки способствуют формированию элементов наноструктуры. Это позволит увеличить срок эксплуатации в 5 и более раз по сравнению с существующими аналогами. Благодаря внедрению новых сталей в производство деталей рабочих органов почвообрабатывающих машин будут одновременно решены проблемы импортозамещения и конкурентоспособности отечественной сельхозтехники и повышения урожайности.
Совместно с ГНУ ВИМ Россельхозакадемии были сформулированы следующие требования к листовому прокату из новых высокопрочных сталей:
Таблица 1. Требования к листовому прокату из новых высокопрочных сталей
у0,2, МПа не менее | ув, МПа не менее | д5, % не менее | KCU+20, Дж/см2 не менее | коэффициент относительной износостойкости (Ku) * |
1200 | 1350 | 8 | 30 | 1,20 |
1500 | 1650 | 8 | 25 | 1,35 |
1700 | 1850 | 7 | 20 | 1,50 |
* по отношению к стали 45. |
что соответствует требованиям к лучшим зарубежным образцам.
Разработка химического состава высокопрочных новых сталей (Материал и методика изготовления)
В рамках работы были изготовлены опытные плавки новых сталей, химический состав которых представлен в таблице 1.
Таблица 2. Химический состав опытных плавок стали.
Разработанные составы | C | Si | Mn+Ni+Cu | Cr+Mo | V+Nb+Ti | B (расч.) | Al | S | P |
Массовая доля элементов, % | Не более | ||||||||
1200 | 0,30-0,40 | 0,10-0,30 | 1,10-1,60 | 0,10-1,50 | 0,02-0,12 | 0,003 | 0,02-0,05 | 0,010 | 0,010 |
1500 | 1,20-1,80 | ||||||||
1700 | 1,80-2,40 |
Изготовление листового проката включало: выплавку в индукционных печах, разливку стали в кузнечные слитки, ковку слитков, нагрев заготовок под прокатку, прокатку на лабораторном стане Дуо 600. Термическая обработка всех изготовленных листов состояла из закалки и отпуска.
При использовании комплексного микролегирования обеспечивается формирование элементов наноструктуры в высокопрочной стали за счет влияния ниобия на торможение рекристаллизации и формирование субзеренной структуры в аустените перед фазовым превращением, закрепление границ деформационного происхождения, созданных при горячей пластической деформации (Рис.1 а).
На стадии термической обработки предвыделения специальных карбидов хрома, молибдена, ниобия и ванадия позволяет закрепить дислокационную структуру, созданную при горячей пластической деформации (Рис.1 б).
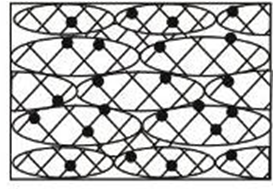
5-40 нм 10-30 нм
а) б)
Рисунок 1 а) деформированный аустенит с карбидами;
б) превращенная структура – мартенсит с карбидами.
Термическая обработка образцов из новой стали по специальным режимам подтвердила высказанные предположения.
Для увеличения износостойкости деталей почвообрабатывающих машин применялись покрытия с нанесением плазменной и лазерной наплавками вольфрамсодержащих твердых сплавов и порошков систем Co-Cr и Fe-Ni-Cr с добавками Al2O3. Применение износостойких наплавок позволило достичь твердости не менее 63 HRC и коэффициента относительной износостойкости не менее 4 в сравнении с используемыми в настоящее время аналогами (испытания проводились по ГОСТ 23.208-79). По данным показателям разработанные материалы превосходят отечественные аналоги и способны конкурировать с зарубежными материалами.
Дополнительным технологическим решением является новое направление по разработке более эффективной технологии утонения режущей кромки деталей рабочих органов почвообрабатывающих машин непосредственно в процессе штамповки, что позволит исключить трудоемкую и затратную процедуру фрезерования1.
Предварительные натурные испытания опытных лемехов, изготовленных из сталей близкого химического состава к новым разработанным сталям с применением износостойкой наплавки, показало, что опытные образцы не разрушились при наработке 10 га в отличие от серийных лемехов, разрушившихся при той же наработке (рис.2.)
|
|
а) | б) |


Рисунок 2. Состояние лемехов после наработки 10 га в хозяйстве «Динамо» Клинского района Московской области а) Отечественный серийный аналог, б) опытный лемех.
Заключение
Результаты изготовления опытной партии высокопрочной стали свидетельствуют о том, что установленные требования к механическим свойствам могут быть выполнены при изготовлении листового проката с содержанием углерода не менее 0,30-0,40 % масс, легированной марганцем, никелем и медью, а также с применением микролегирования ванадием и ниобием для формирования элементов наноструктуры. При этом стоимость новой стали не превышает стоимости существующих аналогов (30ХГСА, 65Г и т. п.), а потребительские свойства изготовленных деталей повышаются не менее, чем в 1,3 раза.
Разработка безотходной технологии утонения режущей кромки деталей рабочих органов почвообрабатывающих машин непосредственно в процессе штамповки и создание новых еще более прочных сталей с улучшенными потребительскими свойствами повысят энергоэффективность и производительность изготовления деталей и срок их эксплуатации (не менее чем в 3 раза), что приведет к решению проблем импортозамещения и конкурентоспособности отечественной сельхозтехники и повышению урожайности.
Применение таких сталей возможно также для производства высоконагруженных деталей металлургического оборудования, дорожно-строительной, лесной, деревообрабатывающей и горнодобывающей техники.
Литература
Мониторинг состояния предприятий инженерно-технологической инфраструктуры АПК по техническому обслуживанию и ремонту отечественной и импортной сельхозтехники: научное издание. – М.: ФГНУ «Росинформагротех», 2009. – 100 с.
1 Работа выполняется в рамках Соглашения о предоставлении субсидии г.
