
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК621.757.06: 778.19
ПРЕОДОЛЕНИЕ ТРЕНИЯ ПРИ СБОРКЕ
Самарский государственный технический инструмент
Описан метод искусственного смещения центра тяжести подвижной недели присоединением ориентатора с целью преодоления сил трения и исключения заклинивания, показана возможность расширения зоны допустимой погрешности установки при наклонном зависании вала и создания эффекта квазиотсутствия трения при его осевых колебаниях, приведены ссылки на подробные расчеты параметров ориентатора и режимов колебаний.
Ключевые слова: автоматическая сборка, заклинивание, смещение центра тяжести, комплект «подвижная деталь - ориентатор», движение по фаске, колебание маятника, каклон комплекта, допустимая погрешность установки, осевые колебания, их параметры.
Одной из главных проблем автоматической сборки является заклинивание собираемых деталей. Различные виды сборки на неподвижных или подвижных базах: вихревой, вибрационный, вращающей трубкой, упругим элементом и другие, предполагают сопряжение под действием силы веса подвижной детали или сборочным усилием, воздействующим сверху. В любом случае, с уменьшением угла между осями, например, при сопряжении вала и втулки возникает заклинивание, то есть резкое возрастание сил трения в точках контакта цилиндрических поверхностей. Как показано в монографии [1], такой рост необходимого сборочного усилия может составлять более 150 раз относительно силы тяжести вала.
Метод сборки искусственным смещением центра тяжести (ЦТ) [5] позволяет изменить схему сил, воздействующих на подвижную деталь таким образом, что момент М от силы тяжести получаемого комплекта «Подвижная деталь 1 и присоединяемый ориентатор 3» (ПДПО) меняет знак на противоположный и становится «расклинивающим», рис. 1.
Подобная схема автоматической сборки внедрена на некоторых предприятиях автопрома.
В случае движения комплекта ПДПО по фаске отверстия втулки 3 его можно условно рассматривать как твердое тело, скользящее точкой В под наклоном и одновременно как физический маятник, отклоняющийся относительно этой же точки под действием момента М от силы тяжести Р. Как показано в статье [2], время скольжения комплекта ПДПО по фаске С менее 1/10 четверти периода колебания его как маятника. В статье [3] показано, что есть оптимальная величина смещения ЦТ в точку G ![]() , при которой момент М преодолевает сопротивление сил трения в точках контакта А и В.
, при которой момент М преодолевает сопротивление сил трения в точках контакта А и В.
![]()
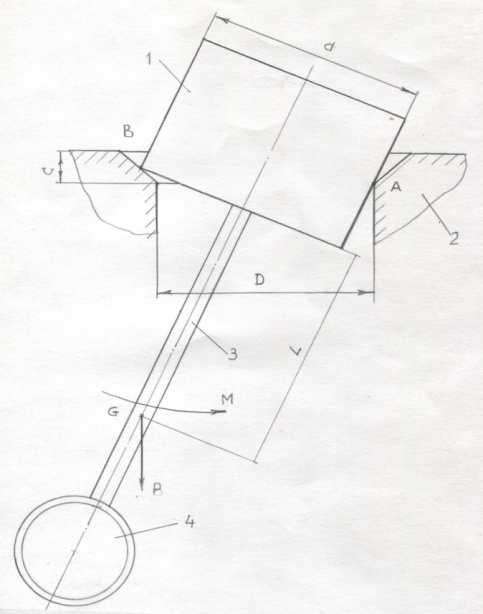
Рис. 1. Эквивалентные остаточные напряжения в круге после изготовлении.
где d – диаметр вала, д – зазор в соединении, ![]()
Например, при диаметре вала ![]() и зазоре
и зазоре ![]()
![]()
что конструктивно вполне приемлемо.
В статье [4] показана возможность использования наклона комплекта ПДПО при зависании на точке В при контакте с кромкой отверстия. Максимальная несоосность вала и отверстия ![]() достигает
достигает
![]()
что в несколько раз больше суммы их фасок.
Если на комплект ПДПО установит возбудитель осевых колебаний 4, как описано в статье [3], то комплект будет двигаться в условиях квазиотсутствия трения до совмещения осей вала и втулки. В ней же приведен расчет параметров колебаний.
В случае отсутствия фасок интервал допустимой погрешности установки, связанный с наклоном комплекта, равен
![]()
что на порядок больше зазора, но в абсолютном выражении невелик. Для увеличения ![]() предложен способ [6] с наложением осевых колебаний и регулированием положения ЦТ.
предложен способ [6] с наложением осевых колебаний и регулированием положения ЦТ.
Поведение комплекта ПДПО в случае отсутствия фасок, описываемое уравнениями движения при скольжении его под углом установки и повороте вокруг точки контакта В, приводит к решению уравнения третьей степени методом Виетта-Кардано, корни которого задают шаг перемещений при осевых колебаниях, что позволяет рассчитать остальные параметры процесса сопряжения.
Список литературы
Черняховская и динамический анализы автоматической сборки цилиндрических деталей: Монография. – Самара: СамГТУ, 2011. – 76 с.: 55 ил. , Прилуцкий положения подвижной детали при сборке// Сборка в машиностроении, приборостроении. – Москва. 2014. № 9. С.11-14. Жарков сборки изменением положения центра тяжести//Сборка в машиностроении, приборостроении. – Москва. 2014. № 3. - С.17-19. Жарков подвижной детали как способ повышения надежности автоматической сборки// Автомобильная промышленность. – Москва. 2014. № 8. - С.15. А. с. 1119225 (СССР), МКИ В23Р/04, 2012, 35 Способ сборки деталей типа вал – втулка. Заявка № 000, МКИ В23Р/04, 11.05.2013 Способ сборки деталей вал-втулка.
OVERCOMING FRICTION IN THE ASSEMBLY
G. E. Zharkov
The Samara State Technical University
Discribed a method of an artificial displacement of the gravity center of the movable part in order to overcome the frictional forces and avoid jamming, shown the possibility of expanding the permissible error set in an inclined hang shaft and create the effect of the absence of friction at it’s axial oscillations, provides links to detailed calculations of the parametres of the orientator and modes.
Keywords: automation assembly, jamming, displacement of the gravity center, kit “the movable part and orientator”, motion on the chamber, oscillation of the pendulum, inclimination of the kit, axial oscillations.
