


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 558:3:004
, ,
E-mail: *****@***ru
Оптимизационное планирование литейного производства
Использование на практике новаций в области маркетинга, менеджмента, контролинга, управленческого учета, ровно как и следование сложившимся на любом предприятии традициям, объективно заставляет руководителей обращаться к решению задач оптимизации размера производимых затрат, и более конкретно – к управлению ими. Вместе с тем за последние годы со стороны экономических ведомств страны даже приближенно не звучат рекомендации по основам постановки управления производственными затратами.
Сказанное позволяет высказать предположение о необходимости формирования нового подхода к управлению затратами, обеспечивающего не только выживание любого предприятия в рыночных условиях, но и его успешное развитие. Также очевидно, новая концепция должна обеспечить отход от традиционного взгляда на управление из плоскости «план-факт», придавая динамизм и гибкость управлению. При этом для построения гибкой системы управления производственными затратами необходима разработка системы, учитывающей факторы внутренней и внешней среды, специфику конкретного предприятия, выявление потенциальных областей оптимизации.
При этом не ставится знак равенства между оптимизацией затрат и их минимизацией. В большинстве случаев это равенство справедливо, однако для сохранения деловой репутации предприятия значительно важнее выполнение заказов в срок.
Одним из подходов, обеспечивающих ускорение материального потока и создающих условия для успешного выполнения заказов в срок, набирающих все большую популярность в настоящее время, является теория ограничений. В ее основу положена идея о том, что существуют несколько операций или рабочих центров, которые являются «узкими местами» [3-6]. Улучшение плана (графика) достигается при сфокусированном внимании на более четком планировании работы «узкого места». Затем «узкое место» становится точкой отсчета, от которой строится новый план (график)[5]. Эти алгоритмы намного эффективнее и требуют меньшей работы с данными, так как основные усилия сосредоточены на ограниченном количестве операций или рабочих центров.
Такой подход одновременно решает задачу снижения как прямых, так и косвенных затрат на производство продукции. В первую очередь такой подход применяется для планов глубокого уровня, так как теория ограничений связана с управлением промежуточными складами и запуском заказов и базируется на оценке пропускной способности этих «узких мест».
Проблемы планирования литейного производства при помощи ERP-систем
Предприятия, внедряющие и внедрившие ERP-системы, сталкиваются с проблемой невозможности адекватной реализации модели бизнес процесса при планировании производства. Существующие автоматизированные системы управления не позволяют эффективно управлять литейным производством, так как оно является не только многономенклатурным и многопоточным, но и многовариантным взаимозависимым по шихтовому составу сплава, в то время как в основе ERP системы лежит принцип одновариантного или ограниченного альтернативного состава изделия.
На практике наиболее часто встречаются следующие ситуации[10]:
- использование инструментов, которые не предназначены для решения поставленных задач, при этом доработка систем сопровождается большими финансовыми и временными затратами и не гарантирует достижение желаемого результата; использование универсальных ERP-систем, которые в силу своего широкого профиля не способны учесть все тонкости и особенности конкретного типа производства.
В ходе попыток преодоления этих недостатков было создано альтернативное решение - Advanced Planning and Scheduling (APS). APS – это системы синхронного оптимизационного планирования производства, которые ориентированы на интеграцию планирования звеньев цепочки поставок, учитывающие основные особенности и ограничения производства. Ниже приведены особенности решения APS, позволяющие преодолеть некоторые основные проблемы, связанные с использованием стандарта MRP II:
- применимость к разным средам планирования (на дискретное производство с типом «сборка на заказ», «производства под заказ», «производство на склад», непрерывное производство); синхронное планирование - основное отличие от стандарта MRP-II. Планирование закупок и производства осуществляется одновременно с учетом ограничений по мощностям и ресурсам (машины, инструменты, люди), тогда как в системах MRP-II процессы планирования необходимых материалов и необходимых ресурсов (мощностей) разделены и выполняются итерационно для получения реалистичного плана. Как следствие, это значительно сокращает время планирования и перепланирования; оптимизационное планирование в системах APS базируется на эвристиках и/или на сложных математических моделях, которые создаются для конкретной отрасли, конкретного предприятия. Тонкая настройка алгоритмов оптимизации может быть осуществлена непосредственно самими пользователями; высокая скорость создания планов, которая достигается за счет хранения данных в оперативной памяти; быстрое реагирование на изменение среды. Изменения во внешней среде (срыв сроков поставки, недопоставка, отмена заказов и т. п.), в среде производства (отказ оборудования, внештатные ситуации в цеху и т. п.) которые могут сделать созданный план неисполнимым. Оперативное перепланирование, учет ограничений (и состояния) цепочки поставок дают возможность в короткий срок получить новый план, скорректированный с учетом новых реалий; распределенное планирование. Некоторые APS-системы поддерживают распределенное планирование, при котором несколько человек могут планировать одновременно, но каждый из них несет ответственность за определенную зону планирования (либо это отдельные машины, либо это определенный горизонт планирования).
Отдельно стоит сказать о наличии мощного инструмента визуализации и генератора отчетов. Системы APS предоставляют пользователю удобные средства анализа плановой информации - различных графики, диаграммы (например, интерактивная диаграмма Гантта, графики загрузки машин и ресурсов, складских запасов, объема незавершенного производства и т. п.), большой набор встроенных отчетов (которые может настроить пользователь) и возможность создавать пользовательские отчеты. Как правило, системы APS могут быть интегрированы с внешними системами построения отчетов.
Системы APS могут работать как отдельно, так и быть интегрированы в существующую информационную среду предприятия (например, ERP-APS-MES.
О внедрении систем класса APS+MES на зарубежных литейных предприятиях имеется значительное количество упоминаний. Попытки же связки ERP и APS-систем в России начались в 1996г.[2]. Относительно практики использования систем данного класса на промышленных предприятиях России известно довольно мало. Официальные известия об использовании APS-систем при планировании литейного производства в сети Интернет не зафиксированы.
Требования к оптимизационной модели планирования литейного производства
Оптимизационное планирование в литейном производстве чаще всего ориентировано на один или два из следующих критериев:
- минимизация полной себестоимости продукции[2]; минимизация уровня незавершенного производства; максимизация загрузки плавильно-заливочного оборудования[9]; минимизация стоимости шихтового набора[5,10].
Минимизация объемов незавершенного производства как в объемном, так и стоимостном выражении достигается за счет сокращения длительности производственного цикла. С точки зрения теории ограничений максимальная эффективность достигается путем максимизации загрузки агрегатов и рабочих комплексов, являющихся «узкими местами». При этом не должны нарушаться ограничения по срокам поставки продукции. В случае литейного производства такими рабочими комплексами являются плавильные агрегаты, установки для горячего изостатического прессования, печи для термической обработки отливок.
Однако агрегатом, наиболее ограничивающим пропускную способность производства, являются плавильные печи. При работе плавильного оборудования операции выполняются для партии отливок, а длительность постоянна. При планировании загрузки агрегатов следует учитывать следующие ограничения:
Ограничение на количество доступных агрегатов. Ограничение на количество доступных для использования контейнеров. Ограничения по количеству блоков в контейнере. На примере их может быть 2,4 и 6.![]()
![]() ,
,
где ![]()
![]() – количество блоков в контейнере.
– количество блоков в контейнере.
При этом n=6 соответствует наиболее мелким отливкам и как следствие, блоки с отливками меньшего размера также можно собирать в контейнеры в меньшем количестве.
Ограничения по составу блоков в контейнере. Массы диаметрально противоположных блоков должны быть примерно равны.![]()
![]() ,
,
где ![]()
![]() – масса i-го блока.
– масса i-го блока.
![]()
![]() ,
,
где ![]()
![]() – масса центрального стояка;
– масса центрального стояка; ![]()
![]() - максимально возможная масса шихты.
- максимально возможная масса шихты.
![]()
где ![]()
![]() – суммарно доступное основное время оборудования;
– суммарно доступное основное время оборудования; ![]()
![]() – суммарно доступное сверхурочное время оборудования;
– суммарно доступное сверхурочное время оборудования; ![]()
![]() – время работы печи по i-ой плавке.
– время работы печи по i-ой плавке.
Также должны быть настроены следующие критерии оптимизации:
Обязательное выполнение плана выпуска продукции по номенклатуре и количеству.![]()
![]() ,
,
где ![]()
![]() - отклонение от плана выпуска.
- отклонение от плана выпуска.
где ![]()
![]() – норма расхода электроэнергии кг*кВт*ч;
– норма расхода электроэнергии кг*кВт*ч; ![]()
![]() – время работы печи.
– время работы печи.
Из формулы видно, что минимальных затрат электроэнергии можно достичь за счет сокращения количества плавок центрального стояка, т. е. за счет максимально возможной загрузки тигля. Таким образом, данный критерий оптимизации можно сформулировать следующим образом:
![]()
Операция газостатирования выполняется также для партии отливок, длительность не зависит от отливки. При этом сохраняется ограничение на доступное время ресурса. Здесь также должен быть настроен критерий оптимизации по максимизации загрузки оборудования:
![]()
где ![]()
![]() - суммарная масса отливок, загружаемых в оборудование для газостатирования;
- суммарная масса отливок, загружаемых в оборудование для газостатирования; ![]()
![]() - максимальная масса загрузки оборудования для газостатирования.
- максимальная масса загрузки оборудования для газостатирования.
Этот критерий также можно выразить следующим отношением:
![]()
где ![]()
![]() - суммарное время работы оборудования для газостатирования.
- суммарное время работы оборудования для газостатирования.
Ограничения и критерии оптимизации работы оборудования для термической термической обработки отливок аналогичны показателям оборудования для газостатирования.
При этом производственное расписание должно быть синхронизировано с работой наиболее «узкого места».
Вторым методом оптимизации планов в литейном производстве является сокращение затрат при заданном объеме производства. Анализ структуры затрат на промышленных предприятиях за 2005 - 2011 годы (табл. 1[12]) показал постоянное увеличение материальных затрат в общем их объеме с 68,8% до 73,7%. Однако при этом снизился уровень затрат на оплату труда с 14,0% до 12,4%. Увеличение затрат наблюдается и в амортизации основных фондов с 2,4 до 3,0%. Таким образом, основным местом приложения различных методов оптимизации являются материальные затраты и затраты на оплату труда, составляющие общую удельную долю более 80%.
Оплата труда в литейном производстве является сдельной, исходя из этого единственно-возможным источником сокращения данной статьи затрат является минимизация сверхурочных работ:
где ![]()
![]() – время сверхурочной работы персонала по j-ой операции.
– время сверхурочной работы персонала по j-ой операции.
С точки зрения сокращения материальных затрат наиболее перспективным направлением является оптимизация шихтового состава сплавов с учетом прогнозных величин оборотных материалов.
Таблица 1 - Структура затрат на производство и реализацию продукции (в процентах по годам)
100% затрат на производство и реализацию продукции, в том числе | |||||
материальные затраты | затраты на оплату труда | отчисления на социальные нужды | амортизация основных фондов | прочие | |
2005 | 68,8 | 11,3 | 2,7 | 2,4 | 14,8 |
2006 | 74,0 | 11,6 | 2,8 | 2,5 | 8,9 |
2007 | 72,1 | 11,4 | 2,6 | 2,6 | 11,3 |
2008 | 72,0 | 11,3 | 2,5 | 2,8 | 11,4 |
2009 | 70,4 | 11,6 | 2,5 | 3,5 | 12,0 |
2010 | 72,5 | 10,3 | 2,3 | 3,2 | 11,7 |
2011 | 73,7 | 9,7 | 2,7 | 3,0 | 10,9 |
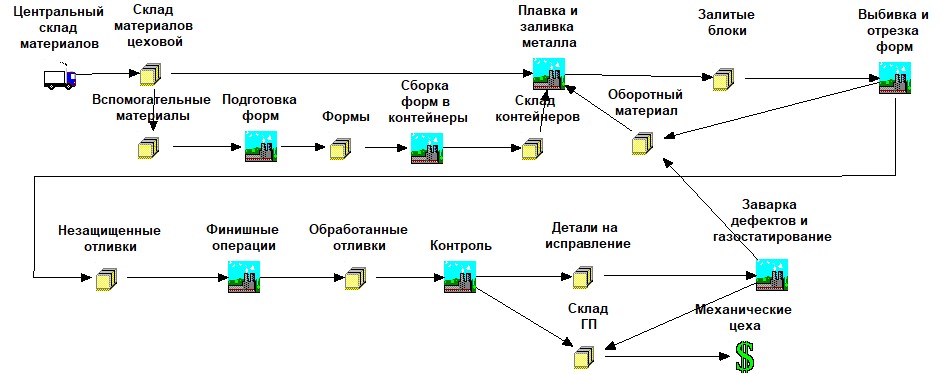
Рис. 1. Укрупненная схема технологического процесса титанового литья.
Состав сплава, удовлетворяющий требованиям нормативных документов, может быть получен различными комбинациями исходных шихтовых материалов. Следовательно, составление шихты является задачей, допускающей многовариантные решения. С точки зрения экономии материалов, критерием выбора базового состава шихты может служить совокупная стоимость шихты.
Поскольку в титановом литье процесс приготовления сплава является одностадийным, то математическая модель оптимизации состава шихты, приведенная в работе [1] упрощается:
![]()
![]()
где ![]()
![]() – стоимость j-го компонента шихты;
– стоимость j-го компонента шихты;![]()
![]() - масса j-го компонента; q – минимально допустимая масса j-го компонента шихты; p – максимально допустимая масса j-го компонента.
- масса j-го компонента; q – минимально допустимая масса j-го компонента шихты; p – максимально допустимая масса j-го компонента.
Сформированные требования к оптимизации производственных планов литейного производства с успехом могут быть настроены средствами River Logic Enterprise Optimizer.
анализ возможностей системы River Logic enterprise optimizer
River Logic Enterprise Optimizer (EO) является одним из вариантов APS-систем, представленных на российском рынке [11]. Система разработана с использованием OLAP-технологий и позволяет создавать визуальные модели системы. В основе математического аппарата Enterprise Optimizer лежит механизм многокритериальной оптимизации, базирующейся на теории смешанного линейно-целочисленного программирования.
Новые возможности моделирования альтернативных маршрутов производства в EO позволяет выстраивать последовательности действий, принимая во внимание влияние каждой операции на последующие. К примеру, в литейном производстве компонентный состав шихты (стали различных марок и др.) значительно влияет на время переналадки оборудования на обработку других продуктов. Моделирование альтернативных производственных маршрутов и взаимозависимостей в EO помогает организациям конкретизировать оптимальный порядок производственных операций, а также учесть ограничения запасов, кадровых и производственных ресурсов при расчете общего финансового эффекта в масштабах всего предприятия.
Укрупненная схема технологического процесса титанового литья, сформированная средствами RL EO, представлена на рис. 1. В идеале модель планирования должна учитывать несколько критериев оптимизации и охватывать всю производственную цепочку (или максимально возможное количество стадий производственного процесса) от закупки до склада готовой продукции.
С точки зрения данной модели могут быть учтены как описанные выше, так и следующие ограничения и критерии оптимизации:
- минимизация объемов незавершенного производства, как в кг, так и стоимостном выражении; максимизация загрузки агрегатов и рабочих комплексов, являющихся «узкими местами», исходя из ограничений по срокам поставки продукции. В случае литейного производства такими рабочими комплексами являются плавильные агрегаты, оборудование для газостатирования, печи для термической обработки отливок; оптимизация временных и стоимостных характеристик переналадки плавильно-заливочного оборудования при переходе со сплава на сплав; минимизация потребности в закупках материалов с учетом ограничений его использования; прогнозирование поступления оборотного вспомогательного материала; минимизация запасов сырья и материалов; оптимизация шихтового состава материалов, основывающаяся на технологических требованиях и использовании оперативных данных о запасах сырья и оборотного шихтового материала; принятие решений о возможности запуска новых заказов без срыва сроков по уже заключенным сделкам.
Заключение
В последнее время наметились тенденции к ужесточению требований к сокращению сроков выпуска, уменьшению времени циклов подготовки производства и собственно производства, возникла необходимость в оптимизации управления производством, загрузки мощностей, контроля затрат, определения себестоимости изделия, а также в повышении пропускной способности производства.
Применение APS-систем позволяет перейти от локального производственного планирования к многоуровневому сквозному скользящему итерационному планированию производства, что невозможно сделать только на основе ERP-систем из-за недостаточности современных вычислительных мощностей для решения задач такого уровня в условиях ограничения времени.
В статье представлена укрупненная схема технологического процесса литейного производства. Также представлена математическая модель оптимизации оперативных производственных планов, которая может быть реализована средствами RL EO.
При этом при построении оперативных производственных планов функциональность RL EO имеет значительное преимущество в данном классе систем, благодаря учету доступности производственных ресурсов.
Использование оптимизационного планирования позволит машиностроительным предприятиям, имеющим собственные литейные производства, снизить затраты, а следовательно, повысить свою рентабельность.
СПИСОК ЛИТЕРАТУРЫ
Ахметшин оперативного планирования и управления литейным производством на основе системного моделирования и структурной оптимизации составов шихты: диссертация на соискание ученой степени кандидата технических наук — Уфа. - 2009. оздание и внедрение корпоративных информационных систем на промышленных предприятиях Российской Федерации // MES+APS ключевые составляющие КИС металлургического производства. — Магнитогорск. - 2005. ель. Процесс непрерывного совершенствования / М.: Попурри. 2009. ель-2. Дело не в везении / М.: Манн, Иванов и Фербер. 2011. ель-3. Необходимо, но недостаточно / К.: Необходимо и достаточно. 2009. правленческий учет по ТОС. Учет прохода / К.: Необходимо и достаточно. 2009. , Кузнецов расчета производственной мощности и загрузки оборудования. – Владимир:Издательство ВГПУ. 2002. // MPS. - http://www. osp. ru/cw/2000/13/4116/ ИТ в металлургии - 2010. - http://it. metalinfo. ru. Методы планирования и оптимизации производственной программы. - http://www. ilect. ru/articles/optimization. IT-Daily. Архив новостей российского IT-бизнеса. - http://it-daily. ru. Официальный сайт федеральной службы государственной статистики (Росстат) - www. gks. ru