
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Теоретический материал. Модуль 5
21. Сборка машин. Технологический процесс сборки
Процесс сборки является заключительным этапом изготовления машин, который определяет качество готового изделия.
Процессы сборки отличаются высокой трудоёмкостью и длительностью. В зависимости от типа производства трудоёмкость сборочных работ может составлять в крупносерийном и массовом производстве до 20-30 % от общей трудоёмкости; в серийном – 25-30 %, в единичном и мелкосерийном 35-40 %.
Следует отметить, что основная часть (50-85 %) слесарно-сборочных работ выполняется вручную, что требует значительных затрат физического труда и высокой квалификации рабочих. Большая длительность сборочных работ приводит к тому, что на сборке скапливается большое количество деталей и узлов, что увеличивает объём незавершённого производства.
Сборка – это образование различных соединений деталей в единый механизм (машину). Сборка осуществляется простым соединением деталей, их запрессовкой, свинчиванием, сваркой, пайкой, клёпкой и т. п.
По своему объёму различают общую сборку, объектом которой является изделие в целом, и узловую, объектом которой является составная часть изделия, сборочная единица (узел).
В условиях единичного и мелкосерийного производства основная часть сборочных работ выполняется на общей сборке, и лишь некоторая часть – на узловой. С увеличением серийности производства стараются всё большую часть работ выполнять на узловой сборке. А на общей сборке вести процесс крупными элементами (модулями).
В машиностроении существует два класса сборочных процессов: 1) собственно сборка (изделие собирается полностью на заводе и в готовом виде поставляется заказчику); 2) монтаж (изделие собирается на заводе – изготовителе частями, а окончательно собирается на предприятии заказчика).
При различных масштабах производства и в зависимости от массы изделий применяют различные формы организации сборочных процессов: с перемещением собираемых изделий и неподвижную сборку; с жёстким ритмом процесса сборки и с произвольной продолжительностью операций.
Стационарная сборка характеризуется тем, что весь процесс сборки выполняется на одной сборочной позиции (стенде) при неподвижном изделии. Применяется при сборке тяжёлых, сложных и уникальных изделий. Этим способом собирают турбины, крупные судовые дизели, самолёты.
При единичном и мелкосерийном производстве обычно весь процесс сборки выполняется одной бригадой слесарей – сборщиков высокой квалификации. При значительных объёмах производства (серийное) оборудуется достаточно большое число сборочных мест, бригады слесарей специализируются по виду работ (механики, электромонтажники, прибористы) и выполняют сборку, переходя от одного сборочного стенда к другому.
Подвижная сборка характеризуется тем, что собираемое изделие перемещается в процессе сборки с одной позиции на другую, где последовательно выполняются сборочные операции. Используется при сборке мелких и средней тяжести изделий (до 2-3 т.) при значительном объёме их производства (крупносерийное и массовое).
В условиях такого производства весь технологический процесс сборки разделяется на небольшое число достаточно простых и коротких операций, которые примерно должны быть равны такту выпуска изделий: t =60*F/N, где F – годовой фонд времени рабочего места, N – годовой объём выпуска изделий.
Собираемый объект перемещают от одного рабочего места к другому следующими способами: 1) вручную (по верстаку, наклонному лотку, на тележке и др.); 2) с помощью механических устройств – конвейеров различного типа (пластинчатые, резиновая лента, тележечные). Причём конвейер может двигаться непрерывно со скоростью от 0,25 до 3,5 м/мин, либо периодически.
Подвижная поточная сборка является самым передовым способом организации сборочного производства. Изобретена она была в 1910-х годах Генри Фордом, который добился резкого снижения стоимости сборки (на 35-40 %) при производстве легковых автомобилей. Однако, с увеличением объёмов мелко-серийного производства конвейерная сборка теряет свои позиции.
22. Технология сборки типовых соединений деталей машин
Соединения деталей машин в механизмах разделяются на 2 вида: разъёмные и неразъёмные. Разъёмные соединения допускают разборку и повторную сборку без нарушения целостности соединяемых деталей. К ним относятся соединения болтами, гайками, винтами, шпильками и штифтами. Неразъёмные соединения не могут быть разобраны без повреждения соединённых деталей. Их получают сваркой, пайкой, склёпыванием и запрессовкой.
Склёпывание всё чаще заменяют сваркой. Но ещё остаются некоторые соединения, выполняемые медными, алюминиевыми и стальными заклёпками. Мелкие заклёпки Ш8 мм ставятся в холодном состоянии, крупные (d >10) прогревают до 800-900°С и расклёпывают горячими. При большом объёме работ применяют специальные клепальные прессы, автоматы и т. д.
Запрессовка деталей – это соединение деталей с натягом при помощи усилия пресса за счёт упругой податливости металлических деталей. Механическую запрессовку часто заменяют запрессовкой с применением нагрева или охлаждения деталей, что в 2-2,5 раза повышает прочность соединения. Мелкие и средние детали нагревают в масляных или водяных ваннах, для крупных деталей выполняют местный нагрев газовым пламенем или индуктором ТВЧ. Мелкие детали охлаждают в термостате с сухим льдом (до -750С), крупные в холодильной установке.
Склеивание деталей. Клеевые соединения удовлетворительно сопротивляются сдвигу и динамическим нагрузкам. Однако, их тепловая стойкость не превышает 900С. В качестве основной части клея применяют эпоксидную смолу. Этим клеем прочно склеивают текстолит – чугун, текстолит – сталь, бронзу – чугун. Склеиваемые поверхности деталей очищают, обезжиривают и соединяют в большинстве случаев без давления.
Пайкой называется технологический процесс соединения металлических заготовок без их расплавления посредством вводимого между ними расплавленного материала - припоя. Припой имеет температуру плавления ниже, чем у соединяемых металлов и заполняет зазор между соединяемыми поверхностями за счет действия капиллярных сил. Процесс отличается дешевизной используемого оборудования, дороги только припои
Соединения с зазором выполняются практически вручную, легко при плавном надвижении детали на деталь. Например, если вал имеет размер Ш50-0,05, а отверстие выполнено в размер Ш50+0,07, то наибольший зазор составит 0,12 мм, наименьший 0.
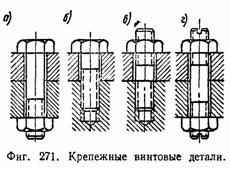
Сборка резьбовых соединений. Резьбовые соединения в конструкциях машин составляют 15-20% общего количества соединений. По конструкции соединений различают соединения болтами (а), винтами (б), шпильками (в) и стяжками (г) (см. рис.).
За счёт зазоров между болтом (винтом, шпилькой) и отверстием соединяемые детали при сборке могут несколько смещаться одна относительно другой, что облегчает выверку и регулирование положения деталей. Вибрации, возникающие при работе машин, вызывают самоотвинчивание резьбовых деталей и ослабление связи в соединениях. Чтобы предохранить резьбовые детали от самоотвинчивания, применяют различные дополнительные детали: контргайки, пружинные шайбы, шплинты и т. п.
Сборка шариковых и роликовых подшипников. Для уменьшения трения путём замены трения скольжения трением качения применяются подшипники. Основные типы подшипников: шарикоподшипники, роликоподшипники, игольчатые подшипники. От правильной сборки подшипников в значительной
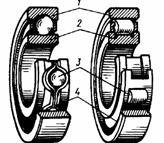
мере зависит работоспособность и точность машины. На вращающийся вал подшипник садится: 1) с помощью молотка и оправки; 2) лёгкого пресса; 3) нагревом подшипника в масляной ванне до 80-1200С.
Сборка зубчатых передач. Зубчатые передачи используются для передачи крутящего момента от одного вала к другому. Передачи бывают цилиндрическими (между параллельными осями), коническими (между перпендикулярными осями) и червячными (между скрещивающимися осями) (см. рис.).
При сборке зубчатые колёса (шестерни) устанавливают на валы, а комплекты с валами в корпус механизма. Главной задачей при сборке зубчатых передач является
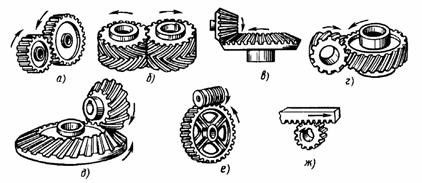
обеспечение необходимого зазора по всей длине зуба. Для этого собранную передачу проверяют на величину зазора и пятно контакта. Величину бокового зазора можно определить: 1) с помощью щупа (набор мерных пластинок); 2) прокатыванием между зубьев свинцовой проволочки и измерением её толщины; 3) специальными приборами. Хорошие результаты даёт проверка пятна контакта. Меньшее колесо окрашивают краской (“берлинская лазурь”) смешанной с машинным маслом. При вращении колеса краска оставляет след на зубьях большого колеса – пятно контакта – определённой формы, размера и положения.
23. Транспортное и технологическое оборудование сборочных цехов
Оборудование сборочных цехов условно может быть разделено на 2 группы: технологическое, предназначенное непосредственно для выполнения сборочных соединений, и вспомогательное, назначение которого – механизировать подъёмно-транспортные работы.
В состав технологического оборудования входят:
ручной слесарно-сборочный инструмент: ключи гаечные, рожковые, торцовые; отвёртки шлицевые, крестовые; молотки стальные, медные; напильники; зубила; кусачки торцовые; плоскогубцы комбинированные;
ручные машины: сверлильные машинки (электрические, пневматические); шлифовальные машинки (электрические, пневматические); электрические и пневматические гайковерты;
приспособления: универсальные (тиски, струбцины, съёмники) и специальные (установочно-зажимные стенды, стапели, кондукторы);
прессы для запрессовки и клёпки: ручные винтовые и реечные, пневматические и гидравлические для больших усилий;
оборудование для балансировки (статической, динамической);
оборудование для мойки, нагрева, клеймения и заправки смазками (промывочно-сушильные агрегаты, электропечи с масляными ваннами);
оборудование для выполнения сварочных работ: сварочные трансформаторы, установки для лазерной сварки, агрегаты для газовой сварки);
оборудование для окраски изделий: пульверизаторы, окрасочные камеры, сушильные агрегаты.
В состав транспортного оборудования сборочных цехов входят различного рода устройства для перемещения собираемых изделий:
1) напольные конвейеры: ленточные (для сборки лёгких и средних изделий; резиновая лента шириной 800-1000 мм, V=6-30 м/мин); пластинчатые (для сборки устойчивых изделий; ширина 400-1000 мм; V=1-5 м/мин; длина до 300 м); роликовые конвейеры (рольганги) применяют для межоперационного транспортирования; бывают неприводные и приводные; при уклоне 1-30 изделие легко катится от толчка; Dр=40-155 мм, ширина 160-1200 мм;
2) для перемещения изделий до 5 т часто используют мостовые опорные однобалочные краны, так называемые кран-балки, оснащённые электроталями грузоподъёмностью 0,5-5 т; расстояние перемещения груза 30-50 м.
