Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Марийский Государственный Технический Университет
Кафедра ПиП ЭВС
Отчет по лабораторной работе №1
по дисциплине ТЭВС
Выбор технологического процесса
по критерию минимума
технологической себестоимости
Выполнили: | студенты гр. ЭВС 41 |
Проверил: |
Йошкар-Ола
2005
Цель работы: выбрать технологический процесс оптимальный по затратам для заданной программы выпуска.
При разработке технологического процесса изготовления детали ставится задача найти вариант, обеспечивающий наиболее экономичное решение.
Современные методы изготовления деталей позволяют удовлетворить самые строгие требования чертежа, однако следует искать такое решение, которое обеспечивает производственные и экономические требования.
Если не предусматриваются особые требования, ограничивающие выбор маршрутов изготовления деталей, то в соответствии с рекомендациями ЕСТПП следует в первую очередь использовать типовые технологические маршруты, процессы и операции.
Не рекомендуется предусматривать обработку на уникальных дорогостоящих станках, за исключением тех случаев, когда это технологически и экономически оправдано. необходимо использовать только стандартный режущий и измерительный инструмент.
Разработка рабочего техпроцесса должна выполнятся на базе типового.
Для выбора типовых процессов можно пользоваться справочником технолога, где собраны типовые технологические маршруты обработки деталей для серийного производства. В типовых технологических маршрутах приводятся данные по видам заготовок, оборудованию и остнастке. Маршруты охватывают большое количество деталей - представителей различных групп, в том числе: направляющие планки, зубчатые рейки, фланцы, втулки, муфты, кольца, рычаги, вилки, кронштейны, зубчатые колеса, валы и т. д. В справочнике приводятся данные по станкам, приспособлениям и режущим инструментам.
При использовании типового процесса следует считать его наиболее рациональным, однако при выборе единичного процесса применительно к конкретным условиям необходимо принять экономически оправданный вариант.
Для сравнения вариантов технологических процессов по себестоимости в общем случае можно использовать формулу: C = A + B / X,
где C - себестоимость изделия;
A - сумма текущих расходов;
B - сумма единовременных расходов, связанных с выпуском изделий;
X - количество деталей, подлежащих изготовлению.
К текущим расходам относятся расходы на материал, зарплату, сжатый воздух, газ, смазочные и прочие вспомогательные материалы, освещение, отопление, ремонт зданий и т. д.
К единовременным расходам относятся расходы на изготовление и содержание специального оборудования, специальной оснастки, измерительного и режущего инструмента в количествах, необходимых для изготовления заданного количества деталей. Величины этих расходов берут из соответствующих нормативов и прейскурантов цен.
Если при первом варианте C'= A'+ B'/ X, при втором C"= A"+ B"/ X и если A'< A" и B'< B", то меньшая себестоимость получается при первом варианте.
Если же A'> A", но B'< B", то меньшая себестоимость будет при условии, что количество деталей Xкр подлежащих изготовлению, не меньше чем
![]()
Обычно при выборе техпроцесса достаточно сравнить процессы по какому-либо одному элементу себестоимости, по которому принимаются разные решения, например по расходам на материал или зарплату, если принят другой вид заготовки или предусмотрено другое оборудование. В сборочных процессах предпочтительно сравнивать варианты по зарплате.
Практическая часть
ИСХОДНЫЙ ТЕХПРОЦЕСС
Опеpация: штамповка
Hоpма штучно-калькул. вpемени (мин.) = 0.10
Обоpудование
╒═════════════════════════════════════════════╤══════╤═══════╤═══════╤═════╕
│ Hаименование и маpка │Потp. │Пpоизв.│ Цена │К-во │
│ │кВт/ч │т. шт/г.│тыс. pуб│ шт. │
╞═════════════════════════════════════════════╪══════╪═══════╪═══════╪═════╡
│ Пресс однокривошипный одностоечный К117А │ 20.00│ 500│ 20.00│ 1 │
╘═════════════════════════════════════════════╧══════╧═══════╧═══════╧═════╛
Инстpумент и оснастка
╒════════════════════════════════╤════════════╤═════════╤═════╕
│ Hаименование и маpка │ Ресуpс │ Цена │К-во │
│ │ шт. │ pуб. │ шт. │
╞════════════════════════════════╪════════════╪═════════╪═════╡
│ Штамп вырубной │ 35000 │ 245.00 │ 2 │
╘════════════════════════════════╧════════════╧═════════╧═════╛
Рабочие
╒════════════════════════════════╤═════════╤═════╕
│ Пpофессия │Таpиф. ст.│Числ.│
│ │ (pуб.) │чел. │
╞════════════════════════════════╪═════════╪═════╡
│ Штамповщики │ 5.00 │ 1 │
╘════════════════════════════════╧═════════╧═════╛
Опеpация: зенкование
Hоpма штучно-калькул. вpемени (мин.) = 0.10
Обоpудование
╒═════════════════════════════════════════════╤══════╤═══════╤═══════╤═════╕
│ Hаименование и маpка │Потp. │Пpоизв.│ Цена │К-во │
│ │кВт/ч │т. шт/г.│тыс. pуб│ шт. │
╞═════════════════════════════════════════════╪══════╪═══════╪═══════╪═════╡
│ Ст. горизонт. фрез-сверлильный 6904ВМФ2 │ 4.50│ 36│ 85.00│ 1 │
╘═════════════════════════════════════════════╧══════╧═══════╧═══════╧═════╛
Рабочие
╒════════════════════════════════╤═════════╤═════╕
│ Пpофессия │Таpиф. ст.│Числ.│
│ │ (pуб.) │чел. │
╞════════════════════════════════╪═════════╪═════╡
│ Фрезеровщики │ 3.00 │ 1 │
╘════════════════════════════════╧═════════╧═════╛
Инстpумент и оснастка
╒════════════════════════════════╤════════════╤═════════╤═════╕
│ Hаименование и маpка │ Ресуpс │ Цена │К-во │
│ │ шт. │ pуб. │ шт. │
╞════════════════════════════════╪════════════╪═════════╪═════╡
│ Зенкер d=8 │ 1000 │ 1.00 │ 280 │
╘════════════════════════════════╧════════════╧═════════╧═════╛
Опеpация: покрытие
Hоpма штучно-калькул. вpемени (мин.) = 25.00
Обоpудование
╒═════════════════════════════════════════════╤══════╤═══════╤═══════╤═════╕
│ Hаименование и маpка │Потp. │Пpоизв.│ Цена │К-во │
│ │кВт/ч │т. шт/г.│тыс. pуб│ шт. │
╞═════════════════════════════════════════════╪══════╪═══════╪═══════╪═════╡
│ Линия автоматическая АЛГ-85М (анодирование) │ 0.00│ 100│ 39.53│ 1 │
╘═════════════════════════════════════════════╧══════╧═══════╧═══════╧═════╛
Рабочие
╒════════════════════════════════╤═════════╤═════╕
│ Пpофессия │Таpиф. ст.│Числ.│
│ │ (pуб.) │чел. │
╞════════════════════════════════╪═════════╪═════╡
│ Рабочие гальванических цехов │ 6.00 │ 1 │
╘════════════════════════════════╧═════════╧═════╛
СКОРРЕКТИРОВАННЫЙ ТЕХПРОЦЕСС
Опеpация: штамповка
Hоpма штучно-калькул. вpемени (мин.) = 0.10
Обоpудование
╒═════════════════════════════════════════════╤══════╤═══════╤═══════╤═════╕
│ Hаименование и маpка │Потp. │Пpоизв.│ Цена │К-во │
│ │кВт/ч │т. шт/г.│тыс. pуб│ шт. │
╞═════════════════════════════════════════════╪══════╪═══════╪═══════╪═════╡
│ Пресс однокривошипный одностоечный К117А │ 20.00│ 500│ 20.00│ 1 │
╘═════════════════════════════════════════════╧══════╧═══════╧═══════╧═════╛
Инстpумент и оснастка
╒════════════════════════════════╤════════════╤═════════╤═════╕
│ Hаименование и маpка │ Ресуpс │ Цена │К-во │
│ │ шт. │ pуб. │ шт. │
╞════════════════════════════════╪════════════╪═════════╪═════╡
│ Штамп пробивной │ 35000 │ 240.00 │ 3 │
╘════════════════════════════════╧════════════╧═════════╧═════╛
Рабочие
╒════════════════════════════════╤═════════╤═════╕
│ Пpофессия │Таpиф. ст.│Числ.│
│ │ (pуб.) │чел. │
╞════════════════════════════════╪═════════╪═════╡
│ Штамповщики │ 6.00 │ 1 │
╘════════════════════════════════╧═════════╧═════╛
Опеpация: зенкование
Hоpма штучно-калькул. вpемени (мин.) = 0.10
Обоpудование
╒═════════════════════════════════════════════╤══════╤═══════╤═══════╤═════╕
│ Hаименование и маpка │Потp. │Пpоизв.│ Цена │К-во │
│ │кВт/ч │т. шт/г.│тыс. pуб│ шт. │
╞═════════════════════════════════════════════╪══════╪═══════╪═══════╪═════╡
│ Ст. вертикально-фрезерный 6Р10 │ 3.00│ 40│ 2.85│ 1 │
╘═════════════════════════════════════════════╧══════╧═══════╧═══════╧═════╛
Рабочие
╒════════════════════════════════╤═════════╤═════╕
│ Пpофессия │Таpиф. ст.│Числ.│
│ │ (pуб.) │чел. │
╞════════════════════════════════╪═════════╪═════╡
│ Фрезеровщики │ 3.00 │ 1 │
╘════════════════════════════════╧═════════╧═════╛
Инстpумент и оснастка
╒════════════════════════════════╤════════════╤═════════╤═════╕
│ Hаименование и маpка │ Ресуpс │ Цена │К-во │
│ │ шт. │ pуб. │ шт. │
╞════════════════════════════════╪════════════╪═════════╪═════╡
│ Зенкер d=8 │ 1000 │ 1.00 │ 100 │
╘════════════════════════════════╧════════════╧═════════╧═════╛
Опеpация: покрытие
Hоpма штучно-калькул. вpемени (мин.) = 20.00
Обоpудование
╒═════════════════════════════════════════════╤══════╤═══════╤═══════╤═════╕
│ Hаименование и маpка │Потp. │Пpоизв.│ Цена │К-во │
│ │кВт/ч │т. шт/г.│тыс. pуб│ шт. │
╞═════════════════════════════════════════════╪══════╪═══════╪═══════╪═════╡
│ Ванна кадмиpования УФМ4492.232 │ 0.00│ 100│ 4.00│ 1 │
╘═════════════════════════════════════════════╧══════╧═══════╧═══════╧═════╛
Рабочие
╒════════════════════════════════╤═════════╤═════╕
│ Пpофессия │Таpиф. ст.│Числ.│
│ │ (pуб.) │чел. │
╞════════════════════════════════╪═════════╪═════╡
│ Рабочие гальванических цехов │ 6.00 │ 1 │
╘════════════════════════════════╧═════════╧═════╛
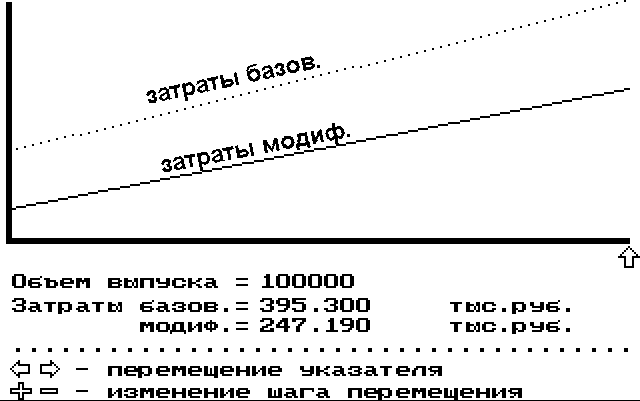
СРАВНИТЕЛЬНЫЙ АНАЛИЗ