
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
СОВМЕЩЕННЫЕ С ПРОЦЕССОМ ШИТЬЯ СПОСОБЫ ОБРАБОТКИ ШВЕЙНЫХ НИТОК
Хуррамов Мухтор Гулович, к.т. н. доцент, ., Абдуллаева Комила Турсуновна асс. преподаватели кафедры «Профессионального образования» Каршинского Государственного Университета
Качество швейных изделий прежде всего зависит от технологических процессов текстильного производства, от физико-механических свойств обрабатываемых материалов и швейных ниток.
Игольная нить в процессе стежка образования подвергается комплексному воздействию физико-механических нагрузок: циклических растягивающих, зависящих от скорости вращения главного вала, динамических растягивающих, возникающих в момент затягивания стежка, изгиба и интенсивного трения о направляющие швейной машины, ушко иглы и сшиваемые материалы.
На современных высокоскоростных швейных машинах при частоте вращения главного вала 5000об/мин. линейная скорость прохождения нити через ушко иглы составляет 46м/с, а температуры иглы при этом достигает 340-350°С.
Интенсивность теплового воздействия на нить зависит не только от температуры иглы, но и от площади их контакта. Наибольшим тепловым воздействиям подвержен участок нити, проводимый через материал. Именно здесь оплавляется и наиболее часто обрывается синтетическая нить.
Для швейных ниток различного волокнистого состава существуют критические температуры нагрева иглы, превышение которых приводит к резкому увеличению числа обрывов: для комплексных ниток ПА и ПЭ - 240-270°С, амидных-286°С, полипропиленовых-166°С, хлопколавсановых - 297°С, вискозных-270°С. Хлопчатобумажные и шелковые до 400°С.
При изготовлении бытовой одежды, особенно из натурального сырья, около 90% всех операций по соединению деталей выполняется с использованием швейных ниток. Наибольший удельный вес по применению в качестве скрепляющего материала имеют хлопчатобумажные нити вследствие их универсальности. Однако качество их оставляет желать лучшего, особенно при использовании на высокоскоростных швейных машинах. В среднем на каждой машинной операции происходит в смену около 45 обрывов игольной нити. При нормативной затрате времени на устранение обрыва 12с фактические потери времени за смену составят 540с. Кроме того, отходы ниток при каждой заправке доходят до 30-50см.
В связи с зависимостью скорости швейных машин от качества швейных ниток проблема улучшения технологических показателей ниток является актуальной.
Для улучшения пошивочных свойств и снижения обрывности ниток используются различные способы отделки, технологическая сущность которых сводится к нанесению на поверхность воскообразных веществ или пропитыванию химическими составами, или к обработке газообразными веществами.
Промышленная отделка хлопчатобумажных ниток осуществляется при намотке их на паковки путем трения нити о поверхность кольца, состоящего из стеарина, полимера СКТН (синтетический каучук термостойкий низкомолекулярный), пчелиного воска, парафина, касторового масла. Этот способ не обеспечивает высокого эффекта, поэтому на швейных предприятиях проводится дополнительная обработка ниток замасливающими веществами типа керосина или машинного масла, что приводит к ухудшению не только качества продукции, но и условий труда, особенно в рабочей зоне.
Из всего многообразия способов улучшения качественных показателей швейных ниток наиболее эффективными остаются химические предусматривающие улучшение состояния поверхности и пропитку различными пленкообразующими препаратами.
В качестве пленкообразующих мы изучали и использовали латексы местных деревьев. Содержание (в %): гуттаперча до 20%; смола до 50%; полисахариды -10%; минеральные вещества -2%; белки -1,5% и вода. (Плотность - 0,970-1,020г/см3; pH=7,2; из одного древо можно получать до 50г;
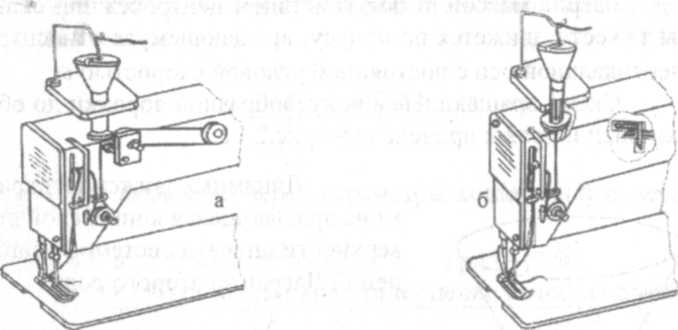
В совмещенном процессе можно выделить два направления, реализующих новые технологии. Первое направление предусматривает химико-механическое воздействие, когда обработка поверхности швейной нити химическими отделочными растворами осуществляется на специальных конструкционных материалах, обладающих высокими капиллярными свойствами. Нить, перемещаясь по сложной геометрической поверхности, смазывается и увлажняется. Реализация этого направления осуществляется с помощью малогабаритных устройств (рис), которые устанавливаются в любом месте корпуса швейной машины на траектории движения игольной нити.
Большое влияние на качество швейных ниток оказывает их поверхностное состояние. Способ позволяют несколько снизить роль крутки и улучшить состояние за счет придания более ровной и гладкой поверхности.
(Разрывная сила обработанных швейных ниток -3620сн; прочность трения на игле 735цикл).
Критерием оценки состояния пропиточного раствора может быть принята вязкость. Вязкость свойство жидкости, обусловленное ее внутримолекулярным состоянием, благодаря которому в жидкости, движущейся с деформацией ее элементарных объемов, возникают силы трения.
При этом используются совмещенные, когда нитки обрабатываются непосредственно во время шитья с использованием малогабаритных устройств, устанавливаемых на головке швейной машины или перед входом нити в ушко иглы.
Разработанный способ и устройства доказали практическую целесообразность их применения. Применяемые природные латексы, с одной стороны, обеспечивают охлаждение иглы, с другой резкое снижение коэффициента тангенциального сопротивления при движении нити через узлы швейной машины.
Сведение об автора
1. Хуррамов Мухтор Гулович
2. телефон: +99-891-210-90-18
3. адрес электронный почты
4. номер секции: 1
5.180003, Республика Узбекистан. г. Карши ул. Каршинский Государственный Университет
