Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

г. Симферополь
httр://www.
E-mail: *****@***
Отдел сбыта и маркетинга , 58-30-52
Тел./
Группа гарантийного ремонта и сервисного обслуживания
Тел. (0652) 58-30-56
Основные сведения об изделии и технические данные. Регулятор контактной сварки РКС-801М, в дальнейшем именуемый "регулятор", предназначен для комплектации контактных электросварочных машин.Конструктивно регулятор состоит из 2-х функциональных блоков: блока управления и блока питания, соединенных между собой кабелем управления. Регулятор подключается к сварочной машине при помощи разъема РШАГКУ-20. На передней панели блока управления расположены органы управления и экран жидкокристаллического индикатора (далее по тексту ЖК-индикатор).
Регулятор обеспечивает:
- управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
- регулирование длительности позиций сварочного цикла с цифровым отсчетом;
- управление тиристорным контактором и регулирование величины сварочного тока;
- стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети от плюс 5% до минус 10%.
Блок управления регулятора предназначен:
- для управления фазой включения тиристорного контактора;
- для усиления импульсов управления тиристорным контактором, а также для включения клапанов.
- для измерения напряжения и частоты питающей сети.
Блок питания регулятора предназначен:
- для преобразования напряжения питающей сети в напряжение необходимой величины с целью питания блока управления регулятора;
- для понижения напряжения, снимаемого с тиристорного контактора и необходимого для управления его фазой включения.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Блок управления регулятором выполнен на основе микроконтроллера. Данная конфигурация позволила уйти от дискретных микросхем, снизить энергопотребление и массогабаритные показатели регулятора, повысить его быстродействие и надежность.
На передней панели расположены: ЖК-индикатор, кнопки управления и символы сварочного цикла: сжатие, охлаждение, сварка, проковка, пауза, повышенное усилие, число импульсов сварочного тока, модуляция тока, фазовый нагрев, циклический / одноцикловый режим работы регулятора которые носят исключительно информационный характер. Символы выделены в отдельную колонку и расположены в левой части панели регулятора.
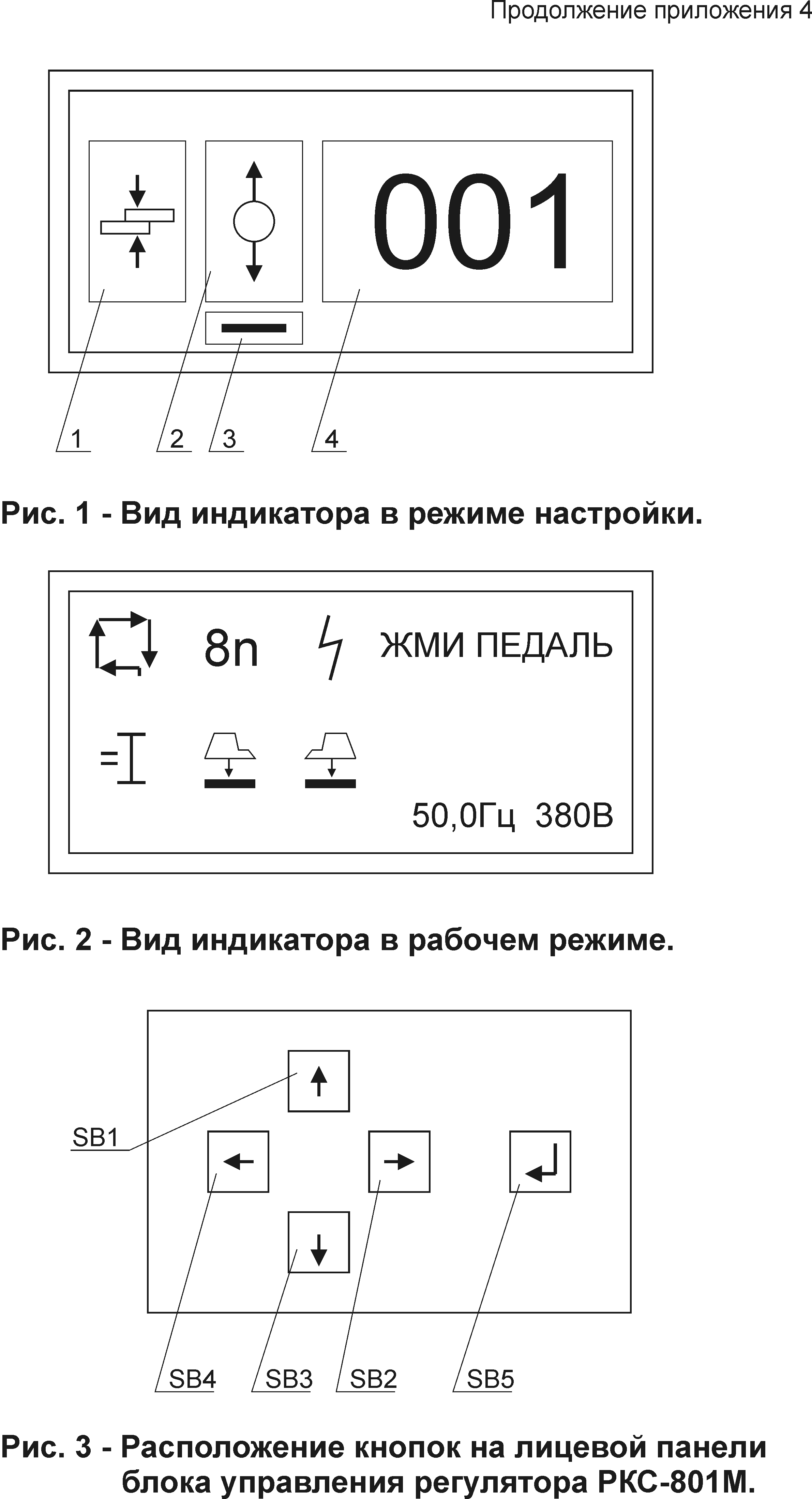
С помощью кнопочной клавиатуры SB1-SB5 (приложение 4, рис.3), расположенных на лицевой панели, вводятся исходные данные для регулятора. Опрос клавиатуры производится микроконтроллером.
Назначение кнопок управления:
SB1, SB3 – позволяют осуществлять выбор сварочных позиций и устанавливать величину числового значения сварочной позиции.
SB2, SB4 – позволяют осуществлять выбор необходимого разряда величины числового значения сварочной позиции.
SB5 – позволяет осуществить переход из режима настройки в рабочий режим и обратно.
При подаче питающего напряжения регулятор оказывается в режиме настройки и на ЖК-индикаторе в левой части экрана высвечивается изображение сварочной позиции «ТОК». Нажатием кнопки SB1(см. продолжение приложения 4 рис.3) перейти на позицию «Сжатие».
Рассмотрим порядок установки сварочного режима на примере позиции «Сжатие». В центральной части экрана расположен условный знак в виде двунаправленной стрелки (см. продолжение приложения 4 рис.1, поз.2), указывающий на возможность перебора сварочных символов. Под ним расположен курсор (рис.1. поз.2). В правой части экрана высвечивается трехразрядная величина сварочной позиции (рис.1, поз.4).
Нажатием кнопки SB1 осуществляется переход на следующую сварочную позицию
(символы сварочных позиций появляются на экране индикатора в порядке выполнения цикла точечной сварки и представлены в приложении 4).
Нажатием кнопки SB3 осуществляется перебор сварочных позиций в обратном порядке. Кнопки SB1 и SB3 работают в циклическом режиме.
Для того чтобы задать необходимую величину сварочной позиции необходимо нажатием кнопки SB2 переместить курсор под необходимый разряд (рис.1 поз.4) и нажатием кнопок SB1 и SB3 установить его величину (SB1 – увеличение (+), SB3 – уменьшение (-)).
По окончании набора нужной величины сварочной позиции кнопкой SB4 осуществляется обратное перемещение курсора под знак перебора сварочных символов (двунаправленная стрелка). Обе кнопки SB2 и SB4 работают в циклическом режиме, т. е. нажатием одной из кнопок можно перебрать все разряды трехзначного числа.
Для выбора невременных позиций: «циклический/одноцикловый режим![]() /
/![]() », «стабилизация сварочного тока
», «стабилизация сварочного тока ![]() ДА/НЕТ», «сварочный ток ТОК ДА/НЕТ», «повышенное усилие1
ДА/НЕТ», «сварочный ток ТОК ДА/НЕТ», «повышенное усилие1 ![]() ДА/НЕТ», «повышенное усилие2
ДА/НЕТ», «повышенное усилие2 ![]() ДА/НЕТ», «6п/8п», необходимо с помощью кнопок SB1, SB3 выбрать данную позицию, затем нажав кнопку SB2 перевести курсор вправо, и кнопкой SB1или SB3 сделать необходимую установку.
ДА/НЕТ», «6п/8п», необходимо с помощью кнопок SB1, SB3 выбрать данную позицию, затем нажав кнопку SB2 перевести курсор вправо, и кнопкой SB1или SB3 сделать необходимую установку.
После установок в режиме настройки необходимо перейти в рабочий режим. Для этого необходимо нажать клавишу SB5. По нажатию данной кнопки в правой верхней части экрана высвечивается надпись «ЖМИ ПЕДАЛЬ» (см. продолжение приложения 4 рис2). В нижней части ЖК-индикатора высвечиваются основные параметры питающей сети – частота и напряжение. В левой части экрана расположены символы сварочных позиций которые были выбраны в режиме наладки. После этого можно нажимать педаль контактной сварочной машины.
При нажатии сварочной педали на экране вместо надписи «ЖМИ ПЕДАЛЬ» появляется надпись «РАБОТА» и под ней появляются символы, соответствующие отработке клапанов 1,2 и протекания сварочного тока. Если выбран циклический режим работы то сварка будет длиться все время пока оператор удерживает педаль в нажатом состоянии. Если выбран одноцикловый режим работы то сварочный цикл пройдет один раз. Пока педаль не будет отпущена, на экране будет высвечиваться надпись «РАБОТА» и нажатие на любую из кнопок регулятора ни к чему не приведет. По отпускании педали на экране опять появляется надпись «ЖМИ ПЕДАЛЬ», как приглашение к проведению очередной сварки.
Если временные параметры или величина сварочного тока не соответствуют требуемым, необходимо выйти в режим наладки и скорректировать величины выбранных ранее параметров. Для того, чтобы выйти из рабочего режима в режим наладки необходимо нажать кнопку SB5, при этом на экране появится начальная сварочная позиция «ТОК» и далее по приведенной выше методике выбрать необходимые задания сварочного процесса.
Регулятор изготовлен по техническим условиям ТУ 16-421.037-85.
1.2. Предприятие изготовитель: завод "Фирма СЭЛМА". Адрес предприятия изготовителя: ул. Генерала Васильева 32а, г. Симферополь, республика Крым, Украина, 95000.
1.3. Основные технические данные регулятора приведены в таблице 1.
Таблица 1
Наименование параметра | Значения |
Напряжение питающей сети, В | 2х380 |
Частота питающей сети, Гц | 50±0,75 |
Пределы регулирования длительности позиций сварочного цикла (в периодах)*, с: - предварительное сжатие - сжатие - сварка 1 - сварка 2 - охлаждение - проковка 1 - проковка 2 - пауза - включение усилия с проковкой(повышенного усилия 2) относительно конца позиции «сварка1» | 01-199 01-199 01-199 01-199 01-19 01-199 01-199 01-199 01-19 |
Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, при номинальном напряжении сети, В | 24±2,5 |
Параметры импульса включения тиристоров на сопротивление - амплитуда, В - длительность, мкс | 20±5 200±100 |
Нижний предел регулирования действующего значения сварочного тока, %, не более | 50 |
Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5%, не более | ±3 |
Число импульсов сварочного тока | (1+9)+1 |
Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1» (при значении позиции «Охлаждение» равной 1 периоду), с | 0,2+0,08 |
Потребляемая мощность от сети, ВА, не более | 75 |
Работоспособность регулятора обеспечивается при колебаниях напряжения питающей сети от минус 10% до плюс 5% от номинального.
1.4. Вид климатического исполнения регулятора - УХЛ4 ГОСТ 15150-69.
Регулятор предназначен для работы в закрытых помещениях с соблюдением следующих условий:
- температура окружающей среды от плюс 1 °С (274 К) до плюс 35 °С (308 К);
- относительная влажность не более 65% при 20 °С (293 К).
1.5. Группа условий эксплуатации по механическим воздействиям – М9 по
ГОСТ 17516.1-90.
1.6. Сведения о содержании драгоценных материалов.
Драгоценные материалы, указанные в ГОСТ 2.608-78, в конструкции изделий и в технологическом процессе изготовления не используются. Сведений о содержании драгоценных материалов в комплектующих изделиях не имеется.
1.7. Габаритные размеры и масса регулятора приведены в приложении 1.
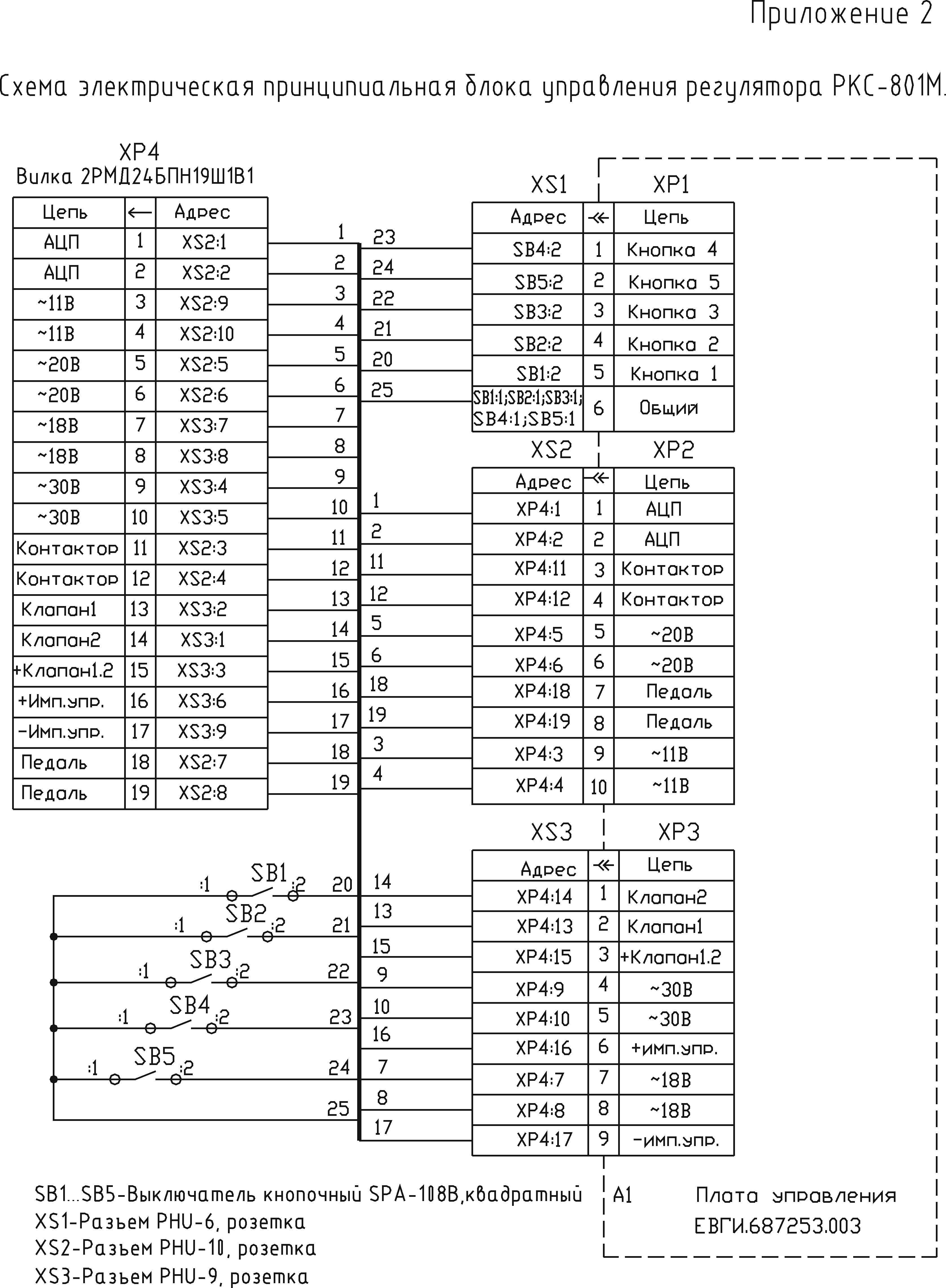
Схема электрическая принципиальная блока управления регулятора приведена в приложении 2, блока питания регулятора – в приложении 3. Значение символов, высвечиваемых на ЖКИ, приведены в приложении 4. Схема подключения регулятора к сварочной машине приведена в приложении 5.
Комплект поставки согласовывается при заключении договора на поставку и указывается на ярлыке, закрепляемом на упаковке изделия.
Меры безопасности.
3.1. При обслуживании и эксплуатации регулятора необходимо соблюдать "Правила безопасной эксплуатации электроустановок потребителей" и требования стандартов безопасности труда (ССБТ) - ГОСТ 12.3.003-86, ГОСТ 12.1.019 и ДСТУ 2456-94.
3.2. Напряжение сети является опасным, поэтому подключение регулятора к сети должно осуществляться квалифицированным персоналом, имеющим допуск на выполнение данного вида работ. Перед включением регулятора в сеть необходимо надежно заземлить корпус блока питания регулятора на заземляющий контур. Блок питания регулятора снабжен устройством заземления, которое расположено на задней панели блока питания регулятора (см. приложение 1).
ЗАПРЕЩАЕТСЯ использование в качестве заземляющего контура элементы заземления другого оборудования. Запрещается включать регулятор без заземления.
3.3. Подключение регулятора должно производиться только к промышленным сетям и источникам. Качество подводимой к регулятору электрической энергии должно соответствовать нормам по ГОСТ 13109-97.
3.4. Перед началом сварочных работ необходимо проверить состояние изоляции проводов и качество заземляющих проводов. Не допускаются эксплуатация регулятора со снятыми элементами кожуха и при наличии механических повреждений изоляции токоведущих частей и органов управления.
3.5. Регулятор не предназначен для работы в среде, насыщенной токопроводящей пылью и (или) содержащей пары и газы, вызывающие усиленную коррозию металлов и разрушающие изоляцию. Возможность работы регулятора в условиях, отличных от указанных должна согласовываться с предприятием-изготовителем.
Подготовка к работе. Эксплуатация регулятора возможна только при установке блока питания регулятора в нише сварочной контактной машины. Блок управления регулятора должен быть расположен на кронштейне, закрепленным на сварочной машине и находиться вблизи от оператора. Установите регулятор на месте на сварочную машину.
4.2. Заземлите блок питания регулятора.
4.3. Обесточьте место подключения. Проверьте соответствие напряжения сети напряжению, указанному на табличке регулятора. Подсоедините сетевой кабель к месту подключения. Регулятор должен подключаться к двухфазной сети через автомат защиты сети или двухполюсной рубильник с трубчатыми предохранителями, рассчитанными на максимальный ток потребления регулятора.
Подсоедините блок управления посредством кабеля управления к блоку питания регулятора. Подсоедините ответную часть выходного разъема блока питания регулятора. Подключите регулятор к сварочной машине. Схема подключения приведена в приложении 5.4.5. Проверьте работу регулятора с машиной по циклу без сварочного тока, для чего:
- подайте напряжение питания на сварочную машину и регулятор.
- включите сварочную машину согласно ее паспорта.
- включите регулятор сетевым выключателем, расположенным на передней панели.
- по включению питания регулятор попадает в режим наладки и на экране блока управления высвечивается первая сварочная позиция «ТОК»;
- с помощью клавиатуры в режиме наладки в соответствии с п.1.1 выберете вариант отсутствия тока – «НЕТ»;
- с помощью клавиатуры в режиме настройки на ЖК-индикаторе выберете позицию «Одиночная сварка»;
- установите в соответствии с п.1.1 требуемую длительность каждой позиции, при этом следует учитывать, что величина позиции «Сжатие» должна быть такой, чтобы электроды машины за время этой позиции могли сойтись, и усилие успело нарасти до установленной величины;
- убедитесь, что напряжение на машину контактной сварки не подано и переведите регулятор из режима настройки в рабочий режим. Нажмите педаль и проследите работу одиночного цикла;
- с помощью клавиатуры в режиме наладки выберите положение «Серия сварок» переведите регулятор в рабочий режим. Нажмите педаль и проследите отработку регулятором нескольких циклов.
4.6. Проверьте работу регулятора со сварочным током. Для этого:
- установите в сварочной машине минимальную ступень сварочного трансформатора;
- с помощью клавиатуры в режиме наладки выбрать позицию «ТОК» и курсором выбрать вариант наличия тока – «ДА», сварочную позицию «Нагрев» поставьте в положение «0»;
- с помощью клавиатуры в режиме наладки на ЖК-индикаторе выбрать позицию «Одиночная сварка»;
- переведите регулятор в рабочий режим, нажмите на педаль и проследите отработку регулятором одиночного цикла с включением сварочного тока.
Порядок работы.5.1. Перед началом работы выберите режим сварки в соответствии с технологической картой и установите необходимые выдержки времени. Установкой необходимой величины позиции «Нагрев» и переключателем ступеней сварочного трансформатора установите необходимый сварочный ток. Переведите регулятор в рабочий режим.
5.2. Подайте воду, воздух.
5.3. Нажмите педаль. Регулятор отработает одиночный сварочный цикл, если предварительно была установлена позиция соответствующая одиночной сварке. Если он находится в положении «Серия сварок», то при нажатой педали цикл будет повторяться автоматически, причем начиная со второго цикла выдержка времени («Предварительное сжатие» исключается).
5.4. При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если предварительно был выставлен режим «Серия сварок», и дает только один цикл в положении «Одиночная сварка». В режиме «Серия сварок» выдержка «Предварительное сжатие» исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки «Сжатие» обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке «Сжатие» обеспечивается возврат в исходное положение электродов сварочной машины.
Примечание: В случае перегрузок по току в цепи клапанов и срабатывания защиты выходные устройства регулятора отключатся.
Дальнейшая работа возможна в случае выполнения следующих операций:
- отключения регулятора от сети;
- обнаружения перегрузок по току в цепи питания и их устранения;
- подключения регулятора к сети.
5.4. После окончания работы произведите выключение сварочной машины и регулятора.
6. Техническое обслуживание.
Все работы по техническому обслуживанию должны проводиться на регуляторе, отключенном от питающей сети.
6.1. Для обеспечения бесперебойной и длительной работы необходимо проводить ежедневные и периодические осмотры технического состояния регулятора.
6.2. При ежедневном обслуживании:
- перед началом работы произвести внешний осмотр регулятора для выявления повреждений изоляции кабелей и устранить замеченные неисправности;
- проверить состояние контактов во внешних цепях.
6.3. При периодическом обслуживании один раз в месяц:
- очистить регулятор от пыли, для чего продуть струей чистого воздуха;
- проверить состояние электрических контактов разъемов, в случае необходимости обеспечить надежный электрический контакт.
7. Характерные неисправности и методы их устранения
7.1. Перечень наиболее характерных неисправностей приведен в таблице 2.
Таблица 2
Наименование | Вероятная причина | Метод устранения |
При включении питания не светится экран | Перегорел сетевой предохранитель FU1 или FU2 или вышел из строя клавишный переключатель или трансформатор блока питания | Замените неисправные |
При нажатии педали электрод не опускается. | Неисправность в цепи сварочной педали. Вышел из строя DA5 или VT8, VT9 (см. приложение 2). | Восстановить работоспособность сварочной педали. |
После нажатия педали электрод опускается, но сварочного тока нет. | Вышел из строя транзистор VT6 или VT7 или DA6 | То же |
Регулятор не работает по циклу. | Неисправен микроконтроллер DD1. Сбой программы. | Отослать на |
Примечание: При нарушении работы машины от случайных причин, прежде чем искать неисправность в схеме регулятора, необходимо убедиться в правильности монтажа машины, присоединения регулятора, исправности контактора, педальной кнопки, а также в поступлении питания регулятору от сети. Необходимо также убедиться в соответствии действующим нормам напряжения цеховой распределительной сети.
При наличии больших помех в питающей сети необходимо предусмотреть установку сетевых фильтров. Только после проверки всех вышеуказанных элементов следует приступать к проверке схемы регулятора.
7.2. Кроме указанных в перечне, неисправности могут происходить от механических обрывов цепи, плохих контактов в кабеле управления и разъемах платы управления, и в цепи педали сварочной машины.
8. Правила хранения.
Хранение упакованных выпрямителей должно производиться в закрытых вентилируемых складских помещениях по группе 1 (Л) ГОСТ 15150. Указанные ресурсы, сроки службы и хранения действительны при соблюдении потребителем требований действующей эксплуатационной документации.
Гарантии изготовителя.
9.1. Гарантийный срок эксплуатации изделия - 12 месяцев с момента ввода в эксплуатацию, но не более 18 месяцев со дня отгрузки с предприятия-изготовителя.
9.2. Гарантия не включает в себя проведение пуско-наладочных работ, отработку технических приемов сварки, проведение периодического обслуживания.
9.3. Гарантийные обязательства не распространяются на входящие в комплект поставки расходные комплектующие.
9.4. Не подлежат гарантийному ремонту изделия с дефектами, возникшими вследствие:
- механических повреждений;
- несоблюдения условий эксплуатации или ошибочных действий потребителя;
- стихийных бедствий (молния, пожар, наводнение и т. п.), а также других причин, находящихся вне контроля продавца и изготовителя;
- попадания внутрь изделия посторонних предметов и жидкостей;
- ремонта или внесения конструктивных изменений без согласования с изготовителем;
- использования изделия в режимах, не предусмотренных настоящим паспортом;
- отклонений питающих сетей от Государственных Технических Стандартов.
9.5. Настоящая гарантия не ущемляет законных прав потребителя, предоставленных ему действующим законодательством.
9.6. Гарантийные обязательства вступают в силу при соблюдении следующих условий:
- обязательное предъявление потребителем изделия, все реквизиты которого соответствуют разделу «Свидетельство о приемке» паспорта;
- настоящего паспорта с отметками о приемке и датой выпуска;
- предоставление сведений о продолжительности эксплуатации, о внешних признаках отказа, о режиме работы перед отказом (характеристики подключаемого оборудования), об условиях эксплуатации.
10. Свидетельство о приемке.
Регулятор контактной сварки РКС-801М, состоящий из:
блока управления № 01 -
Зав. №
блока питания № 01 -
Зав. №
изготовлен и принят в соответствии с обязательными требованиями государственных стандартов, действующей технической документацией и признан годным для эксплуатации.
М. П.____________________ _________________________
личная подпись расшифровка подписи
________________________
число, месяц, год