
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 622.6
Тепловизионная диагностика ленточных
конвейеров
старший преподаватель
Филиал КузГТУ в г. Прокопьевске, Россия
Ленточные конвейеры являются основными транспортными машинами на горных предприятиях. От их безопасной и безаварийной работы в большой мере зависит работа всего предприятия.
Движение любых механических элементов так или иначе связанно с трением, и соответственно с нагревом движущихся элементов. Неисправные, изношенные детали на определенном этапе не могут быть выявлены визуальным осмотром, но в процессе работы они будут нагреваться значительно сильнее, чем исправные. Соответственно, тепловизионная диагностика позволяет выявить неисправные элементы и заменить их до полной поломки, которая может повлечь за собой длительный простой, повреждение других частей оборудования и несчастные случаи [1].
Тепловой контроль может помочь оперативно, без остановки оборудования и безопасно для оператора-термографиста выявить места локального перегрева элементов ленточных конвейеров [2]. Причиной перегрева являются: заклинивание ролика вследствие поломки подшипников ролика, попадание породы в зазор между поверхностью ролика и конструктивным элементом конвейера, трение ленты о конструкцию конвейера (см. рис 1, 2).
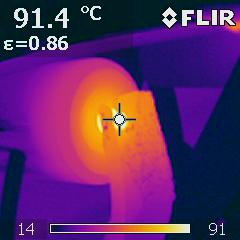
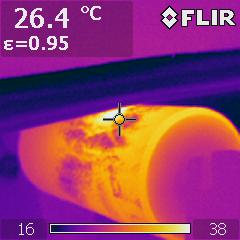
а) б)
Рис. 1. Термограммы роликов: а) при отсутствии смазки, б) заклинившего
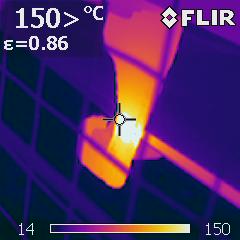
Рис. 2. Трение ленты о кронштейн роликоопоры
Согласно РД15-04-2006 нагрев наружных поверхностей элементов ленточного конвейера не должен превышать 150є С [3]. Повышение температуры может привести к возгоранию угольной пыли, ленты конвейера и иметь самые серьезные последствия.
Кроме приведенных примеров тепловизионная диагностика позволяет выявить неправильную установку клиновых ремней, дефекты зубчатых муфт, подшипников барабанов и редукторов конвейера (см. рис. 3, 4)
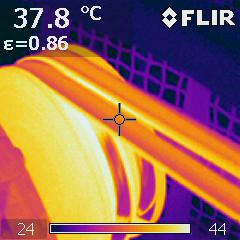
Рис. 3. Неправильная установка ремней привела к их перегреву
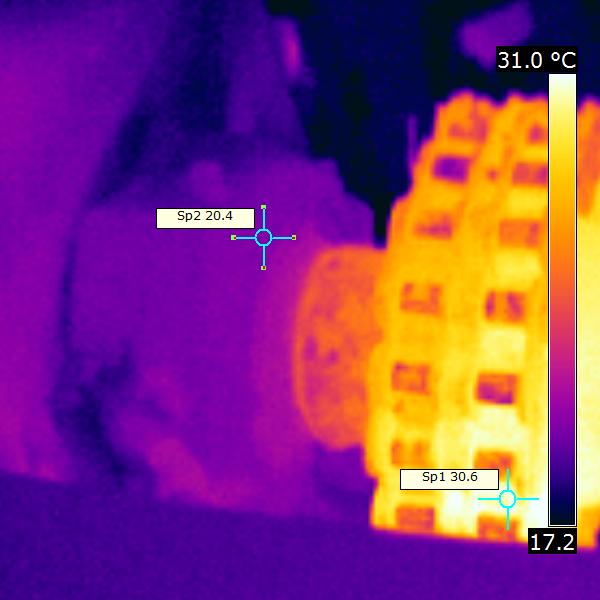
Рис. 4. Дефекты зубчатой муфты
Наиболее интересным методом применения термографии является предупреждение аварийных поломок. Проводя систематический мониторинг оборудования, возможно выявление дефектов на ранней стадии и тем самым заменять неисправные элементы конвейера заблаговременно не дожидаясь аварийной ситуации.
Литература
1. РД-13-04-2006 «Методические рекомендации о прядке проведения теплового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах»;
2. ГОСТ 25314-82 «Контроль неразрушающий тепловой. Термины и определения».
