
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Типовые решения по содержанию инструментальных кладовых на дистанциях пути ВСЖД
Иркутск 2011
Кладовая, оборудованная комплектом стеллажей для хранения путевого и шанцевого инструмента, представляет собой помещение для компактного расположения инструмента, его безопасного хранения, оперативного использования. Выполнение пунктов Системы «5S» позволяет обеспечить порядок в помещении кладовой, культуру хранения инструмента, что сказывается на повышении эффективности в работе с инструментом работниками пути, а, следовательно, и на качестве путевых работ. Для оборудования кладовой типовыми решениями (оборудованием кладовых стеллажами, размещением инструмента на стеллажах, разметкой исправного оборудования и т. д.) необходимы типовые помещения этих инструментальных кладовых!
1.1 Комплект стеллажей для хранения путевого и шанцевого инструмента
в комплект стеллажей для хранения путевого и шанцевого инструмента входят:
- стеллаж для хранения шанцевого инструмента;
- приспособление для хранения поперечных перемычек;
- стеллаж для хранения шестидырных накладок и струбцин с вкладышами;
- стеллаж для хранения ломов;
- шкаф для хранения инструмента строгого учета;
- шкаф для хранения скреплений и деталей;
- приспособления для хранения сигнальных знаков;
- поддон под разгоночный прибор.
1.1.1 Стеллаж для хранения шанцевого инструмента
Стеллаж для хранения шанцевого инструмента предназначен для удобного и безопасного размещения и хранения лопат штыковых, совковых, для уборки снега, вил щебеночных, путевых молотков, декселей. Благодаря конструктивной особенности стеллажа, имеется доступ к любому инструменту. В зависимости от особенностей помещения допускается изменение некоторых параметров стеллажа для более компактного размещения всего комплекта.
Стеллаж для хранения шанцевого инструмента изготавливается из материалов:
- металлический уголок шириной полки 60 мм;
- арматурный прут диаметром прута 10 мм.
Потребность материалов на изготовление стеллажа длиной 1 метр:
Уголок длиной 2 метра разрезается на две равных по метру части. Производится сверление отверстий в полке под крепление стеллажа к стене кладовой. Привариваемый к уголку элемент изготавливается из арматурного прута длиной 990-1000 мм. На 1 метр стеллажа требуется 4,96 элемента. Прут нагревается и гнется при помощи тисков и зажимов в определенную форму. Изготовленные элементы привариваются к уголку электросварочным аппаратом на расстоянии друг от друга в последовательности 70, 350 согласно рисунка 1.1.
550 |
30 |
Примечание: Расстояние А зависит от размеров помещения
Рисунок 1.1 – Стеллаж для хранения шанцевого инструмента
Изготовление стеллажа для хранения лопат длиной один метр занимает 60 минут. Изгиб одного прута производится за 10 минут. Соединение элемента с уголком занимает 5 минут.
После окончания работ по изготовлению производится установка стеллажа креплением к
стене кладовой саморезами или дюбелями диаметром 10-12 мм.
Общий вид стеллажа, установленного в кладовой бригадира, представлен на
рисунке 1.2.

Рисунок 1.2 – Общий вид стеллажа для хранения лопат
При отсутствии металлического уголка допускается изготавливать стеллаж из арматурного прута диаметром 14-24 мм и 5-8 мм. При этом в конструкцию вносятся дополнительные соединительные отрезки, придающие жесткость конструкции, согласно рисунка 1.3.
550 |
30 |
Примечание: Расстояние А зависит от размеров помещения
Рисунок 1.3 – Стеллаж для хранения шанцевого инструмента
Общий вид стеллажа, изготовленного только из арматурного прута, установленного в кладовой бригады, представлен на рисунке 1.4.



Рисунок 1.4 – Общий вид стеллажей для хранения лопат
1.1.2 Приспособление для хранения поперечных перемычек
Приспособление для хранения поперечных перемычек предназначено для размещения и хранения поперечных перемычек в свернутом в кольцо виде, что исключает изгибание и запутывание. Благодаря такому способу хранения перемычек облегчается использование их в работе, а также продлевает срок их использования. В зависимости от особенностей помещения и размеров перемычек допускается изменение некоторых параметров приспособления для более компактного размещения всего комплекта (стеллажей).
Приспособление для хранения перемычек изготавливается из следующих материалов:
- металлический лист размерами 300 x 180 толщиной до 15 мм;
- арматурный прут диаметром прута не менее 10 мм.
Потребность материалов на изготовление приспособления для хранения перемычек:
Металлический лист требуемого размера вырезается из стандартного листа газосваркой. Производится сверление отверстий по углам листа под крепление к стене кладовой. Привариваемый к уголку элемент изготавливается из арматурного прута длиной 180 мм. На одно приспособление требуется 2 элемента. Прут нагревается и гнется при помощи тисков и зажимов в определенную форму крюка. Изготовленные элементы привариваются к листу
электросварочным аппаратом на расстоянии друг от друга 290 мм согласно рисунка 1.5.
180 |
90 |
40 |
Рисунок 1.5 – Приспособление для хранения перемычек
Изготовление приспособления для хранения перемычек занимает 30 минут. Изгиб одного прута производится за 10 минут. Соединение элемента с арматурой занимает 5 минут.
После окончания работ по изготовлению производится установка приспособления креплением к стене кладовой саморезами или дюбелями диаметром 10-12 мм.
Общий вид приспособления, установленного в кладовой бригады, представлен на рисунке 1.6.

Рисунок 1.6 – Приспособление для хранения перемычек
1.1.3 Стеллаж для хранения шестидырных накладок и струбцин с вкладышами
Стеллаж для хранения шестидырных накладок и струбцин с вкладышами предназначен для размещения и хранения накладок и струбцин с вкладышами в таком виде, при котором исключается падение элементов. Благодаря такому способу хранения накладок и струбцин облегчается доступ к ним. В зависимости от особенностей помещения допускается изменение некоторых параметров стеллажа для более компактного размещения всего комплекта.
Стеллаж для хранения шестидырных накладок и струбцин с вкладышами изготавливается из следующих материалов:
- металлический пластины размерами 30 x 30 толщиной до 5 мм;
- арматурный прут диаметром прута 18-20 мм.
Потребность материалов на изготовление стеллажа для хранения накладок и струбцин:
Металлические пластины требуемого размера вырезается из стандартного листа газосваркой. Производится сверление отверстий по центру пластины под крепление к стене. Конструкция, принятая типовой по длине шестидырной наладки Р65, изготавливается из арматурного прута длиной с учетом резов 12,5 м. Прут разрезается на отрезки определенной длины:
- 6 отрезков по 0,74 м; 2 отрезка по 1,1 м; 2 отрезка по 1,19 м; 2 отрезка по 0,06 м; 2 отрезка по 0,55 м; 4 отрезка по 0,54 м.
Каждый из 4-х отрезков по 0,54 метра нагревается и гнется при помощи тисков и зажимов в определенную П-образную форму. Изготовленные отрезки свариваются между собой
электросварочным аппаратом согласно рисунка 1.5.
450 |
1100 |
100 |
450 |
180 |
550 |
55 |
Рисунок 1.5 – Стеллаж для хранения шестидырных накладок и струбцин с вкладышами

Рисунок 1.6 – Стеллаж для хранения шестидырных накладок и струбцин с вкладышами
Изготовление стеллажа для хранения накладок и струбцин занимает 60-70 минут. Изгиб одного прута производится за 10 минут. Соединение элементов занимает 5-10 минут.
После окончания работ по изготовлению производится установка приспособления креплением к стене кладовой дюбелями диаметром 10-12 мм.
Общий вид стеллажа, установленного в кладовой бригадиры, представлен на рис 1.6.
1.1.4 Стеллаж для хранения ломов
Стеллаж для хранения ломов предназначен для размещения и хранения ломов в таком виде, при котором исключается падение инструментов. Благодаря такому способу хранения ломов облегчается доступ к ним и быстрое их использование, что сказывается на уменьшении времени погрузки инструмента. В зависимости от особенностей помещения допускается изменение некоторых параметров стеллажа для компактного размещения всего комплекта.
Стеллаж для хранения ломов изготавливается из следующих материалов:
- металлические пластины размерами 30 x 30 толщиной до 5 мм;
- уголок металлический шириной полки 30 мм;
- арматурный прут диаметром прута 18-20 мм
- проволока или арматурный прут диаметром 8-10 мм.
Потребность материалов на изготовление стеллажа для хранения ломов:
Металлические пластины требуемого размера вырезается из стандартного листа газосваркой. Производится сверление отверстий по центру пластины под крепление к стене кладовой. Конструкция, принятая типовой по количеству ломов на бригаду, изготавливается из арматурного прута диаметром 18-20 мм длиной 7,1 м и диаметром 8-10 мм длиной 1 м. Длина уголка 0,9 м. Прут разрезается на отрезки определенной длины:
- 2 отрезка по 0,90 м;
- 2 отрезка по 1,10 м;
- 2 отрезка по 1,15 м;
- 2 отрезка по 0,06 м;
- 2 отрезка по 0,3 м;
- 11 отрезков диаметром прута 8-10 мм по 0,1 м.
Каждый из 11-ти отрезков по 0,1 метра нагревается и гнется при помощи тисков и зажимов в определенную П-образную форму, которые привариваются к одному из горизонтальных отрезков длиной 0,9 м. Изготовленные отрезки свариваются между собой электросварочным аппаратом согласно рисунка 1.7.
Изготовление стеллажа для хранения ломов занимает 90 минут. Изгиб одного прута производится за 5 минут. Приварка П-образных элементов к пруту занимает 30 минут. Соединение прутов в конструкцию сваркой занимает 30 минут.
После окончания работ по изготовлению производится установка приспособления креплением к стене кладовой винтами или дюбелями диаметром 10-12 мм.
Общий вид стеллажа, установленного в кладовой бригады, представлен на
рисунке 1.8.
1100 |
50 |
Рисунок 1.7 – Стеллаж для хранения ломов

Рисунок 1.8 – Стеллаж для хранения ломов
1.1.5 Шкаф для хранения инструмента строгого учета
Шкаф для хранения инструмента строгого учета предназначен для размещения и хранения инструмента строгого учета (ключи путевые, ключи торцовые, ломы лапчатые) в таком виде, при котором исключается падение инструмента. Благодаря такому хранению облегчается учет инструмента, доступ к нему и быстрое его использование, что сказывается на работе с инструментом. В зависимости от особенностей помещения допускается изменение некоторых параметров шкафа для компактного размещения всего комплекта.
Шкаф для хранения инструмента строгого учета изготавливается из материалов:
- металлические листы толщиной до 5 мм;
- уголок металлический шириной полки 60-80 мм (труба диаметром до 30 мм);
- пластины П-образной формы толщиной до 5 мм;
- деревянные бруски толщиной до 20 мм;
- двери с шарнирными креплениями.
Потребность материалов на изготовление шкафа:
Остов шкафа изготавливается из уголка (трубы) соединением между собой отдельных отрезков уголка в форму параллелепипеда согласно рисунка 1.9.
Рисунок 1.9 – Шкаф для хранения инструмента строгого учета
Металлические листы, выточенные под размер конструкции шкафа, привариваются к уголку электросварочным аппаратом, образуя стенки шкафа. Из деревянных брусков изготавливается настил по длине и ширине шкафа для изготовления пола шкафа.
Металлические пластины размером 150 х 80 мм вырезаются из стандартного листа газосваркой. Производится сверление отверстий диаметром 20-30 мм по центру пластины для возможности навесить на пластины различные мелкие конструкции. Пластины изгибаются в П-образную форму. В удобном порядке пластины привариваются к стенкам шкафа, которые служат держателями инструмента.
Допускается приваривание крючков различной формы.
Элементы представлены на рисунке 1.10 и 1.11 и пронумерованы по расположению на рисунках 1.9, 1.11 и 1.12.
ПРИМЕЧАНИЕ: Длина уголка зависит от размеров шкафа. Уголок крепится к полу таким образом, чтобы исключить падение инструмента, опирающего на уголок.
Рисунок 1.10 – Варианты привариваемых элементов для шкафа

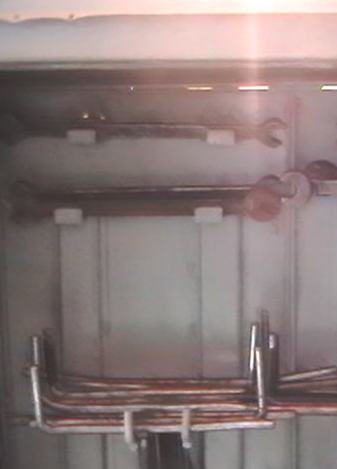
Рисунок 1.11 – Варианты расположения привариваемых элементов
Двери шкафа изготавливаются из следующих материалов:
- полые отрезки круглым или квадратным сечением диаметром до 10 мм длиной по высоте шкафа;
- металлические листы толщиной 3-5 мм;
- стандартные шарнирные крепления.
Отрезки свариваются в прямоугольную плоскую конструкцию, к которой привариваются металлические листы и шарнирные крепления для навешивания дверей на остов шкафа. Предварительно шарнирные крепления привариваются и к остову.
К дверцам шкафа привариваются кольца произвольной формы для навешивания замка.
С внешней правой или левой стороны шкафа привариваются два Г-образных арматурных прута диаметром 10-16 мм для навешивания и хранения на них путевых сигнальных знаков.
Изготовление шкафа для хранения инструмента строгого учета занимает от 4 до 5 часов по стандартной технологии. Приблизительные размеры шкафа 1200 х 1500 х 700 мм.
Шкаф подобной конструкции можно изготовить переоборудованием типового шкафа ШЧ, добавив необходимые элементы. После реконструкции дальнейшая эксплуатация в помещении продлевает срок службы шкафа.
Общий вид шкафа, установленного в кладовой бригады, представлен на рисунке 1.12 при закрытых дверцах и открытых дверцах.


Рисунок 1.12 – Общий вид шкафа для хранения инструмента строгого учета
1.1.6 Шкаф для хранения скреплений и деталей
Шкаф для хранения скреплений и деталей предназначен для размещения и хранения элементов скреплений в раздельном состоянии и различных деталей. Благодаря такому способу хранения облегчается учет элементов, доступ к ним и быстрое их использование. В зависимости от особенностей помещения допускается изменение некоторых параметров шкафа для компактного размещения всего комплекта.
Шкаф для хранения скреплений и деталей изготавливается по такой же схеме, что и шкаф для хранения инструмента строгого учета. В зависимости от особенностей помещения допускается изменение некоторых параметров шкафа для компактного размещения всего комплекта.
Допускается изготовление временного шкафа для хранения инструмента строгого учета из дерева. Основа шкафа изготовляется из деревянных брусков сечением 50 х 50 мм, соединенные между собой гвоздями с добавлением дополнительного вертикального бруска с тыльной стороны по оси шкафа для жесткости и основы под скобы и крючки. Фанерные листы толщиной 5-10 мм крепятся гвоздями к остову шкафа.
Дверцы шкафа допускается изготовить из соединенных между собой досок толщиной до 10 мм по форме прямоугольника. Вся фурнитура, скобы, крючки и металлические П-образные элементы прикрепляются исключительно к брускам, составляющих основу шкафа.
Общий вид шкафа в открытом и закрытом виде, установленного в кладовой бригадиры, представлен на рисунке 1.13.


Рисунок 1.13 – Общий вид шкафа для хранения скреплений и деталей
Отличием данного шкафа является следующее:
Шкаф для хранения скрепления и деталей устанавливается на металлическую конструкцию, которая в свою очередь является подставкой под домкраты. Домкраты, расположенные в кладовой, служат для оперативной и неотложной работы, когда комната механизации недоступна или требует времени открытия. Подставка изготавливается из металлического уголка шириной полки 50-60 мм или трубы диаметром 30 мм приваркой элементов между собой в виде столика высотой 0,5-0,6 метра.
Размеры подставки по высоте и ширине соответствуют размерам шкафа для хранения скреплений и деталей. Дополнительно к стойкам привариваются полозья из швеллера шириной полки до 16 мм высотой до 20 мм.
На полозья опирается поддон, изготовленный из металлического листа толщиной до 3-5 мм требуемых размеров, для установки на него домкратов. Поддон также исключает попадания масла из домкратов на пол. Металлическая конструкция изображена на рисунке 1.14
600 |
Рисунок 1.14 – Схема металлической конструкции под домкраты
Общий вид поддона под домкраты, установленного в кладовой бригадиры, представлен на рисунке 1.15.

Рисунок 1.15 – Металлическая конструкция под домкраты
Вместо П-образных пластин к внутренним стенкам шкафа привариваются металлические ящики с перегородками, собственно в которых и хранятся элементы скреплений и мелкие детали различных приборов, механизмов и пути.
1.1.7 Приспособление для хранения комплекта путевых сигнальных знаков
Приспособление для хранения комплекта путевых сигнальных знаков предназначено для навешивания на него сигнальных знаков, тем самым, исключая контакт их с поверхностью. Благодаря такому хранению знаков обеспечивается их устойчивость, компактное расположение освобождает дополнительное пространство.
Приспособление для хранения комплекта путевых сигнальных знаков представляет собой два Г-образных арматурных прута диаметром 10-16 мм, привариваемых с внешней правой или левой стороны шкафа для хранения инструмента строгого учета. Длина прута зависит от количества размещаемых знаков, но в любом случае не более 0,6 м во избежание изгиба прута и падения знаков. Г-образные элемента следует приваривать на 0,5-0,6 м выше уровня глаз, обеспечивая тем самым безопасную эксплуатацию приспособления.
Общий вид приспособление для хранения комплекта путевых сигнальных знаков, установленного в кладовой бригадиры, представлен на рисунке 1.16

Рисунок 1.16 – Приспособление для хранения комплекта путевых сигнальных знаков
1.1.8 Поддон под разгоночный прибор.
Поддон под разгоночный прибор предназначен для безопасного размещения разгоночного прибора, что исключает попадания масла из него на пол. Поддон изготавливается из металлического прута диаметром до 10 мм приваркой отрезков между собой в виде параллелепипеда перекрытого понизу конструкции металлическим листом толщиной до 5 мм.
Потребность материалов на изготовление поддона под разгоночный прибор:
Металлический прут диаметром до 10 мм общей длиной 9,0 метра разрезается на отдельные отрезки:
- 4 отрезка по 0,90 м;
- 4 отрезка по 0,60 м;
- 4 отрезка по 0,30 м;
- 3 отрезка по 0,60 м.
Между собой пруты свариваются электросварочным аппаратом в виде короба с решетчатым дном из 3-х отрезков вдоль или поперек поддона. Конструкция поддона представлена на рисунке 1.17.
300 |
150 |
Рисунок 1.17 – Поддон под разгоночный прибор.
Под поддон устанавливается металлический лист толщиной до 5 мм для исключения попадания масла из разгоночного прибора на пол. Допускается изготавление контрукции с защитным листом, похожей на подставку под шкаф, с использованием полозьев.
Общий вид поддона, с продольным расположением прутьев решетчатого дна, установленного в кладовой бригады, представлен на рисунке 1.18.
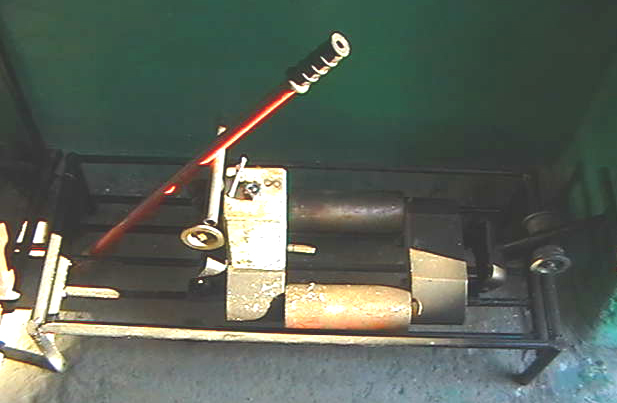
Рисунок 1.18 – Поддон под разгоночный прибор.

1.1.9 Рабочий стол со стулом
Рабочий стол со стулом предназначен для ведения и хранения документации и журналов установленной формы:
- Первая ступень контроля;
- Выдачи инструмента строгого учета;
а также для запаса письменных принадлежностей (бумага, шариковые ручки).
Рабочий стол на одно рабочее место является типовым и устанавливается по возможности в хорошо освещенном месте, но, не затрудняя доступ и проход к стеллажам и выходу
из помещения бытовой комнаты.
Рисунок 1.19 – Рабочий стол со стулом
Стул также является типовым, устанавливается в комплекте со столом. Рекомендуется использовать стул без спинки в виде табурета для возможности спрятать его под стол, освобождая пространство для работы.
Общий вид рабочего стола, установленного в кладовой бригадиры, представлен на рисунке 1.19.
1.2 Рекомендации по размещению комплекта стеллажей в комнате механизации (кладовой)
Стеллажи для хранения путевого и шанцевого инструмента следует располагать в помещении так, чтобы исключить их соприкосновение между собой, учитывая радиус действий работника при снятии со стеллажа инструмента или его установки на стеллаж.
Все стеллажи (за исключением приспособления для хранения поперечных перемычек) устанавливаются на твердую основу вдоль стен помещения бытовой, поэтому желательно перед установкой комплекта подготовить стены и полы. Стены помещения следует выкрасить в светлый цвет, отличный от цвета конструкций стеллажей и инструмента, для контраста. Места расположения неисправного инструмента можно выкрасить в желтый или красный цвет (руководствуясь Системой «5S»), что позволит визуально определить неисправный инструмент. Кроме выделения зоны неисправного инструмента, обязательно наличие таблички «неисправный».
В качестве примера на рисунке 1.19 представлена схема размещения комплекта стеллажей для хранения путевого и шанцевого инструмента в помещении кладовой бригадиры.
4000 |
Рисунок 1.20 – Вариант размещения комплекта стеллажей для хранения путевого и шанцевого инструмента
Панорамный вид помещения кладовой бригады представлен на рисунке 1.21.

Рисунок 1.21 – Панорамный вид помещения кладовой (вариант)
2. Комната механизации (кладовая), оборудованная комплектом стеллажей для хранения путевого механизированного инструмента
Стеллажи и шкафы для комнаты механизации (кладовой) во многом схожи со стеллажами и шкафами для бытовой комнаты, за исключением их габаритных размеров. В данном разделе рассматриваются лишь отличительные особенности и расположение стеллажей в комнате.
2.1 Комплект стеллажей для хранения путевого механизированного инструмента
В комплект стеллажей для хранения путевого механизированного инструмента входят:
- Стеллаж для хранения электрошпалоподбоек;
- Шкаф для хранения материалов и деталей;
- Поддон под ЖЭС;
- Стеллаж для хранения домкратов и рихтовщиков;
- Приспособление для хранения продольных перемычек;
- Стеллажи для хранения деталей и запчастей.
2.1.1 Стеллаж для хранения электрошпалоподбоек
Стеллаж для хранения электрошпалоподбоек предназначен для размещения и хранения электрошпалопобдоек ЭШП-9 в таком виде, при котором исключается падение инструмента. Благодаря такому способу хранения электрошпалоподбоек облегчается доступ к ним и быстрое их использование, что сказывается на уменьшении времени погрузки инструмента. В зависимости от особенностей помещения допускается изменение некоторых параметров стеллажа для компактного размещения всего комплекта.
Стеллаж для хранения электрошпалоподбоек изготавливается из следующих материалов:
- металлические пластины размерами 30 x 30 толщиной до 5 мм;
- уголок металлический шириной полки 75-100 мм;
- арматурный прут диаметром прута 18-20 мм
- проволока или арматурный прут диаметром 8-10 мм.
Потребность материалов на изготовление стеллажа для хранения электрошпалоподбоек:
Металлические пластины требуемого размера вырезается из стандартного листа газосваркой. Производится сверление отверстий по центру пластины под крепление к стене кладовой.
Прут диаметром 18-20 мм разрезается на отрезки определенной длины, исходя из длины изготовляемого стеллажа
Отрезки длиной до 0,15 мм диаметром прута 8-10 мм нагреваются и гнутся при помощи тисков и зажимов в определенную П-образную или С-образную форму, которые привариваются к одному из горизонтальных прутов диаметром 18-20 мм. Изготовленные отрезки свариваются между собой электросварочным аппаратом согласно рисунка 2.1.

Рисунок 2.1 – Стеллаж для хранения электрошпалоподбоек
Изготовление стеллажа для хранения электрошпалоподбоек занимает до 4 часов. Изгиб одного прута в П-образную форму производится за 5 минут. Приварка П-образных элементов к пруту занимает 30-40 минут. Соединение прутов в конструкцию сваркой занимает 60 минут.
После окончания работ по изготовлению производится установка приспособления креплением к стене кладовой винтами или дюбелями диаметром 10-12 мм
Общий вид стеллажа, установленного в комнате механизации (кладовой) дорожного мастера или бригадира, представлен на рисунке 2.2.

Рисунок 2.2 – Стеллаж для хранения электрошпалоподбоек
2.1.2 Шкаф для хранения материалов и деталей
Шкаф для хранения материалов и деталей предназначен для размещения и хранения материалов и деталей для механизированного инструмента в раздельном состоянии. Благодаря такому способу хранения облегчается учет элементов, материалов и деталей, доступ к ним и быстрое их использование. В зависимости от особенностей помещения допускается изменение некоторых параметров шкафа для компактного размещения всего комплекта.
Конструкция шкафа такая, как и шкафа для хранения скреплений и деталей в бытовом помещении. Изготовление, вид и размещение шкафа для хранения материалов и деталей представлено в пункте 1.1.5 и 1.1.6.
2.1.3 Поддон под ЖЭС
Поддон под ЖЭС предназначен для безопасного размещения ЖЭС, что исключает повреждения полов в комнате, а также достаточную фиксацию агрегата. Поддон изготавливается из металлического прута диаметром до 10 мм приваркой отрезков между собой в виде параллелепипеда перекрытого понизу конструкции металлическим листом толщиной до 5 мм.
Потребность материалов на изготовление поддона под ЖЭС:
Металлический прут диаметром до 10 мм общей длиной 9,0 метра разрезается на отдельные отрезки:
- 4 отрезка по 1,20 м;
- 4 отрезка по 0,80 м;
- 4 отрезка по 0,20 м;
- 3 отрезка по 0,80 м.
Между собой пруты свариваются электросварочным аппаратом в виде короба с решетчатым дном из 3-х отрезков вдоль или поперек поддона. Конструкция поддона представлена на рисунке 2.3.
200 |
100 |
Рисунок 2.3 – Поддон под ЖЭС
Под поддон устанавливается металлический лист толщиной до 5 мм для исключения попадания масла и прочих загрязнителей с ЖЭС на пол. Допускается изготовить контрукцию с защитным листом, похожую на подставку под шкаф для хранения скреплений и деталей, с использованием полозьев из швеллера, изображенных на рисунке 1.14.
2.1.4 Приспособление для хранения продольных перемычек
Приспособление для хранения продольных перемычек предназначено для размещения и хранения продольных перемычек в свернутом в кольцо виде, что исключает изгибание и запутывание. Благодаря такому способу хранения перемычек облегчается использование их в работе, а также продлевает срок их использования. В зависимости от особенностей помещения и размеров перемычек допускается изменение некоторых параметров приспособления для более компактного размещения всего комплекта (стеллажей).
Приспособление для хранения продольных перемычек изготавливается из следующих материалов:
- 2 металлических листа размерами 150 x 180 толщиной до 15 мм;
- арматурный прут диаметром прута не менее 10 мм.
Потребность материалов на изготовление приспособления для хранения перемычек:
Металлический лист требуемого размера вырезается из стандартного листа газосваркой. Производится сверление отверстий по углам листа под крепление к стене кладовой. Привариваемый к уголку элемент изготавливается из арматурного прута длиной 180 мм. На каждый лист требуется 1 элемент. Прут нагревается и гнется при помощи тисков и зажимов в определенную форму крюка. Изготовленный элемент привариваются к листу электросварочным аппаратом по центру листа согласно рисунка 2.5.
180 |
90 |
40 |
Рисунок 2.5 – Приспособление для хранения перемычек
Изготовление приспособления для хранения перемычек занимает 30 минут. Изгиб одного прута производится за 10 минут. Соединение элемента с арматурой занимает 5 минут.
После окончания работ по изготовлению производится установка 2-х элементов креплением к стене кладовой саморезами или дюбелями диаметром 10-12 мм на расстоянии друг от друга от 0,8 до 1,0 метра в зависимости от размеров помещения.
Общий вид приспособления, установленного в комнате механизации дорожного мастера, представлен на рисунке 2.6.

Рисунок 2.6 - Приспособление для хранения перемычек
2.1.5 Стеллажи для хранения деталей и запчастей
Стеллаж для хранения деталей и запчастей представляет собой типовой стеллаж формы параллелепипеда. Служит для размещения отдельных частей, элементов, деталей, запчастей, их сортировки и удобного хранения. Благодаря использованию дополнительного стеллажа под детали и запчасти рационально распределяется время работы с механизированным инструментом и его ремонтом.
2.1.6 Разметка исправного и неисправного инструмента

Рисунок 2.7 - Разметка для исправного и неисправного инструмента
Разметка красным цветом неисправный инструмент, разметка синим - исправный инструмент.
2.1.7 Присвоение наименований местам хранения инструмента
Весь инструмент сортируется по видам, каждому месту хранения инструмента определенного вида присваивается наименование. Наименования должны быть выполнены корпоративным шрифтом, на табличках, сделанных из твердого пластика, фанеры или ДВП.
Размеры табличек устанавливаются в зависимости от местных условий. Цвет табличке – белый, цвет шрифта – красный.

3 Эффект после оборудования бытовых помещений и комнаты механизации
Бытовое помещение и комната механизации, оборудованные комплектом стеллажей для хранения путевого, путевого механизированного и шанцевого инструмента, представляют собой помещения для компактного расположения инструмента, его безопасного хранения, оперативного использования.
Выполнение пунктов Методики «5S» позволяет обеспечить порядок в помещении кладовой и механизации, что сказывается на стабильной быстрой, безопасной работе с инструментом работниками пути, и, следовательно и на качестве путевых работ.
Начальник службы пути
