

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Шлаки медеплавильного производства и их влияние на огнеупоры
Slag copper production and their impact on refractories
, ,
,
(Уральский федеральный университет, г. Екатеринбург).
Аннотация
За последние десятилетия огнеупорная промышленность освоила производство нового поколения огнеупорных материалов на основе чистого, обогащенного и синтетического сырья, высокообожженных и плавленых материалов, свойства которых заметно отличаются от аналогов, выпускаемых ранее. В связи с этим становятся актуальны исследования стойкости нового поколения огнеупоров к разрушающим факторам металлургического производства.
В настоящей работе исследованы хромитопериклазовые огнеупоры отечественного (ХП) и импортного (OX6RI, RHI AG) производства после службы в главном желобе шахтной медеплавильной печи. Установлено зональное строение отработанных изделий. Наибольшие изменения произошли в рабочей зоне, толщина которой составляет 110-160 мм, пропитанной железисто-силикатным и сульфидным расплавами. Уменьшение количества основных огнеупорных фаз (периклаза, хромшпинелида) в изделиях марки OX6RI составило менее 5%, в то время как в ХП – от 15 до 20 %, что предопределило стойкость изделий.
Изучены вязкость и химический состав медеплавильных шлаков, взятых в различный период работы печи. Определены температурные зависимости вязкости промышленных шлаков и исследованы возможности её регулирования. Установлено, что замещение в шлаке части SiO2 или дополнительное введение в состав расплава шлака оксида алюминия способствует повышению его вязкости, что снижает способность шлака пропитывать огнеупор и повышает стойкость футеровки.
Abstract
Over the last decade, the refractory industry has mastered the production of a new generation of refractory materials based on pure, enriched and synthetic raw materials, vysokoallergennyh and processed materials, whose properties differ markedly from analogues produced previously. In this regard, become relevant research durability of the new generation refractories to destructive factors of metallurgical production.
In the present work investigated magnesia-chromite refractories domestic (CP) and import (OX6RI, RHI AG) production after the use of them in the main chute of shaft smelting furnace have been investigated. Zone structure of waste products has been observed. The greatest changes occurred in the work area of a thickness of 110-160 mm, impregnated with iron-silicate and sulfide melts. A decrease in the number of basic refractory phases (periclase, chrome spinellid) in products of grade OX6RI is less than 5%, while in MC – of about 15-20%, which explains the stability of products.
The viscosity and chemical composition of copper smelting slags taken at different times of melting process have been studied. The temperature dependence of the viscosity has been bstitution of SiO2 or the additional introduction into the melt of aluminum oxide increases viscosity.
We studied the viscosity and chemical composition of copper smelting slags from different period of operation of the furnace. Determined the temperature dependence of the viscosity of industrial toxins and investigated the possibility of its regulation. It is established that the substitution in the slag part of SiO2 or the additional introduction of the molten slag of aluminum oxide contributes to the increase of its viscosity, which reduces the ability of the slag to saturate the lining and increases the durability of the lining.
Ключевые слова: огнеупоры, футеровка, периклазошпинелид, шлакоустойчивость, термостойкость, вязкость шлака
Key words: the refractory lining, magnesia-chromite, determination of resistance to attack by slag, thermal stability, viscosity of the slag
Большой ассортимент и технологий получения выплавляемых цветных металлов: медь, алюминий, цинк, свинец, никель, магний и другие обуславливают разнообразие конструкций промышленных печей, для футеровки которых используют различные по своей природе и температурному режиму эксплуатации, формованные и неформованные огнеупорные материалы и изделия. Поэтому в футеровке печей применяют шамотные, динасовые, периклазовые, периклазошпинельные и периклазошпинелидные огнеупоры. Процессы, протекающие в огнеупорах, в условиях службы в цветной металлургии применительно к каждому тепловому агрегату и пирометаллургическому процессу при многообразии сырьевых материалов (руды, концентраты, вторичные продукты) сложно анализировать и выбирать оптимальные варианты футеровок.
За последние десятилетия огнеупорная промышленность в России и за рубежом освоила производство нового поколения огнеупорных материалов на основе чистого, обогащенного и синтетического сырья, высокообожженных и плавленых материалов (периклаза, шпинели, периклазохромита, корунда, реактивного глинозёма и других), свойства которых заметно отличаются от аналогов, выпускаемых ранее. Применение исходных материалов высокой чистоты при производстве огнеупоров исходит из того, что примесные компоненты располагаются в так называемой связующей части шихты («матрице»), по которой обычно происходит химическая коррозия огнеупора. В идеальном случае желательно полное отсутствие примесей, так как даже небольшое их количество, например 2-3 % существенно снижает огневые свойства материала и, особенно, коррозионную устойчивость [1]. Однако, целесообразность глубины обогащения огнеупорного сырья в каждом случае должна быть обоснована экономическими расчётами. Так, в производстве чёрных металлов использование высококачественного сырья в сочетании с углеродом и исследование физико-химических процессов взаимодействия огнеупоров с шлаками, позволило повысить стойкость футеровки конверторов в десять и более раз. При этом широко применяется корректировка шлака на поверхности огнеупора с помощью модификаторов и защита футеровки путём раздува шлака. [1, 2].
В производстве меди, как показали промышленные испытания, переход на высококачественные огнеупоры, позволили повысить стойкость в 2 раза [3], однако, при этом отсутствует экономическая оценка замены дешевых традиционных огнеупоров на более дорогие с большей стойкостью. При этом возможно говорить и о оптимизации приёмов использования высококачественных огнеупоров, с целью полного использования их потенциального ресурса. Так, например, плавленно-литые изделия целесообразно использовать в местах футеровки не подверженных резким колебаниям температур [4], несмотря на его высокую химическую стойкость.
Опубликованные работы [4-7] по службе огнеупоров в различных печах подтверждают, что основным разрушающим фактором служит пропитка огнеупора расплавами и образование зон. Предотвращение пропитки огнеупорных изделий расплавами шлака и металла способствует повышению стойкости футеровки в 1,2 – 1,5 раза.
Образование зональности в футеровке является одной из главных причин разрушения огнеупоров. Капиллярно-пористая структура огнеупорных изделий способствует глубокому проникновению шлакового расплава в футеровку и формированию зон с различным химическим и фазовым составом и структурой [8]. Следствием зонообразования является изменение термического коэффициента линейного расширения в разных зонах огнеупора и, впоследствии, термическое скалывание по границам зон, при изменении температуры футеровки в ходе процесса или перехода с одного штатного режима работы на другой.
Анализ отработанной футеровки показывает, что её износ неравномерный. В наибольшей степени разрушаются изделия, подверженные эрозионному воздействию: в конверторах – кладка фурменной зоны; в шахтных печах – сифонной устройство выпуска расплава из печи. Печные газы вспенивают расплав, делают его вблизи футеровки менее плотным, чем в других местах, поэтому у футеровки возле стен возникает сильное течение. Циркуляция штейна и шлака сопровождается химической коррозией кладки и эрозией, является основной причиной её износа [8].
Исследование изделий после службы
Для футеровки сливного желоба в шахтных медеплавильных печах в настоящее время используются хромитопериклазовые (ХП) и периклазохромитовые (ПХ) изделия отечественного и зарубежного производства.
Изделия после эксплуатации в сливном жёлобе шахтной печи имеют характерный износ в верхней части канала, в зоне движения шлака (Рис. 1).
|
|
Рис. 1. Изделия после эксплуатации в разливочном канале шахтной печи. Сверху – изделия марки OX6R1, снизу – изделие марки ПХ |


Петрографическим методом1 проведены исследования изделий марок ПХ (отечественного производства) и OX6R1 (производитель RHI AG).
Изделия марки OX6R1 после службы имеют остаточную толщину 210-215 мм (от исходной 345 мм) и чётко выраженную зональную структуру: рабочую зону мощностью 110-160 мм и неизменённую зону мощностью от 55 до 100 мм. На поверхности рабочей зоны расположена корка мощностью 0,5-2,0 мм, состоящая из продуктов кристабалитизации железо-силикатного состава и стеклофазы сложного состава.
Рабочая зона изделия пропитана расплавом, основным компонентом которого являются сульфаты меди, цинка, железа и др., концентрация которых увеличивается по мере приближения к корке рабочей зоны. Структура пропитанной зоны приведена на рис. 2, а их химический и минеральный состав – в табл. 1 и 2. Интенсивная пропитка изделия OX6R1 сульфидным расплавом на большую глубину (до 110 мм) свидетельствует о его высокой капиллярной активности и хорошей смачиваемости минеральных фаз, слагающих структуру изделия; небольшой вязкости и невысокой температуры плавления расплава. Содержание силикатов (ларнит, мервинит) как в неизменённой, так и в пропитанной зонах изделия осталось постоянным.
|
|
|
Рис. 2. Пропитка в изделии марки OX6R1 после эксплуатации, 110 мм от рабочей кромки |
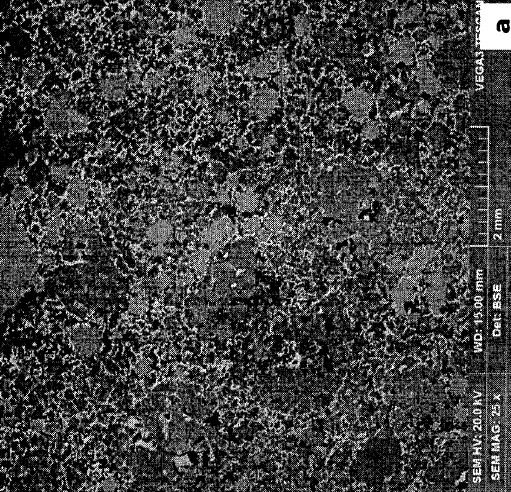

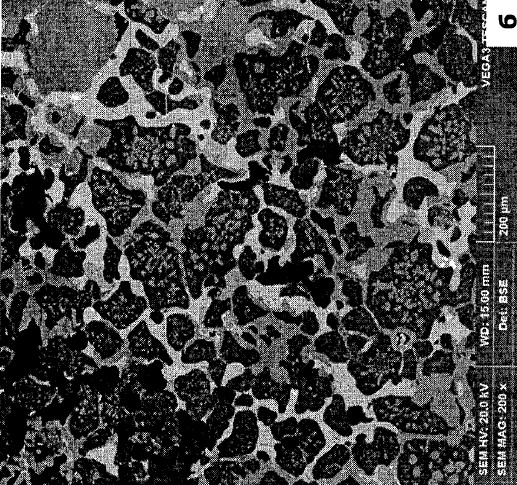

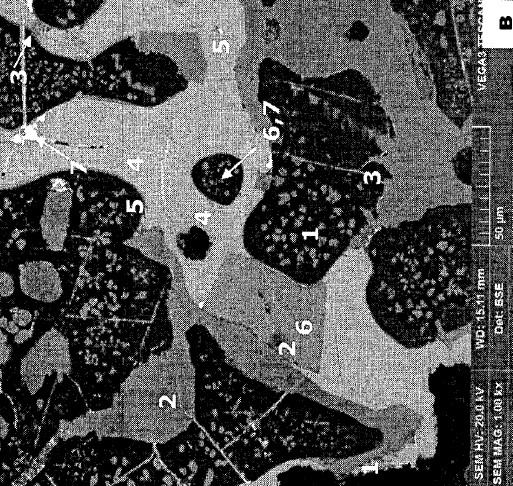

Табл. 1. Состав фаз периклазохромитового огнеупора марки OX6R1 (номера фаз по рис. 2)
Оксид | Мас. % | Элемент | Мас. % | |||||
1 периклазохромит | 2 хромшпинелид | 3 ларнит | 4 сульфид Cu | 5 сульфид Zn и Fe | 6 сульфид Са | 7 интерметаллид | ||
MgO | 73.52 | 22.55 | 7.14 | O | 1.98 | - | 3.78 | 1.41 |
Al2O3 | 3.33 | 12.71 | - | S | 24.21 | 32.0 | 0.14 | - |
SiO2 | 0.43 | 0.63 | 29.12 | Ca | 0.27 | - | 42.69 | - |
S | 0.37 | - | 0.15 | Mn | - | 0.89 | 52.40 | 0.42 |
P2O5 | - | - | 1.29 | Fe | 15.27 | 21.74 | 0.43 | 0.58 |
CaO | 0.55 | 1.19 | 53.63 | Ni | - | - | - | 32.06 |
TiO2 | 0.24 | 0.52 | 6.10 | Cu | 58.28 | 1.59 | 0.56 | - |
Cr2O3 | 9.44 | 36.32 | 1.68 | Zn | - | 43.78 | - | - |
MnO | 0.26 | - | 1.29 | As | - | - | - | 2.66 |
Fe2O3 | 11.29 | 26.07 | 0.89 | Sb | - | - | - | 62.86 |
Cu | 0.55 | - | - |
Таблица 2. Минеральный состав изделия марки OX6R1 после эксплуатации
Минерал | Содержание, % | ||
Холодный край | Пропитка сульфидами | Шлаковая корка | |
Периклаз | 59-64 | 56-58 | - |
Хромшпинелид | 20-25 | 18-20 | 2-3 |
Хромит | 10 | 8 | - |
Мервинит, ларнит | 2-3 | 2-3 | - |
Сульфид меди | 2-3 | 8-10 | 5 |
Сульфид кальция | - | 1 | |
Сульфид цинка и железа | 1 | 1-2 | 10-15 |
Соединений свинца (сульфид, оксид) | - | 1 | 2-3 |
Интерметаллид (Ni-Sn-Zn) | - | 1 | 1 |
Сложный силикат (SiO2-Al2O3-CaO-FeO-ZnO) | - | - | 20-25 |
Кирштейнит (CaO-FeO-SiO2) | - | - | 35-43 |
Гематит | - | . | 5-10 |
Фаялит | - | - | 5-10 |
ПХ изделия отечественного производства разрушаются шлаком также путём химического растворения; в составе пропитанной зоны у него также отмечается повышенное содержание сульфидов и силикатов сложного состава. Оксиды железа в основном концентрируются в рабочей зоне. Фазовый состав изделий после эксплуатации приведён в табл. 3.
Таблица 3. Фазовый состав изделий ПХ после эксплуатации в сливном желобе шахтной печи
Зона образца | Фазовый состав, % | ||
Минералы (соединения) | Формула | Количество | |
Малоизмененная зона | Периклаз | MgO | 45-50 |
Хромшпинелид | (Mg, Fe)(Cr, Al, Fe)2O4 | 45-50 | |
Форстерит+монтичеллит | Mg2SiO4 + CaMgSiO4 | 5-6 | |
Феррохром | FeCr | 1 | |
Рабочая зона | Магномагнетит | (Fe, Mg)Fe2O4 | 75-80 |
Хромшпинелид | (Mg, Fe)(Cr, Al, Fe)2O4 | ||
Форстерит | Mg2SiO4 | 8-10 | |
Куприт | Cu2O | 4-6 | |
Тенорит | CuO | 1-2 | |
Стеклофаза | 3-5 | ||
Медь | Cu | 3-4 | |
Феррит меди | Cu2O·Fe2O3 | <1,0 |
Следует отметить, что снижение количества основных огнеупорных фаз (периклаза, хромшпинелида) в изделиях марки OX6R1 составило менее 5 %, в то время как в ПХ изделиях снижение этих фаз составило от 15 до 20 %, что соответственно и отразилось на стойкости огнеупоров.
Изучение вязкости шлака
Измерение вязкости шлаков выполнено с использованием вибрационного вискозиметра [9]. Состав исходных шлаков, взятых в различный период работы печи, представлен в табл. 4, а температурные зависимости вязкости – в табл. 5.
Таблица 4. Химические составы исходных шлаков шахтных печей
Шлак № | Содержание компонентов, мас. % | |||||||
Сu | Zn | FeO | Sn | Pb | SiO2 | CaO | A12O3 | |
1 | 0.60 | 6.20 | 32.50 | 0.14 | 0.33 | 31.40 | 11.90 | 7.30 |
3 | 0.47 | 5.70 | 34.80 | 0.14 | 0.30 | 30.30 | 10.20 | 6.80 |
4 | 0.43 | 5.90 | 36.50 | 0.15 | 0.36 | 33.90 | 10.60 | 6.28 |
Таблица 5. Температурная зависимость вязкости исследуемых шлаков
Шлак № | Вязкость, Па⋅с, при температуре, 0С | ||||||
1300 | 1250 | 1200 | 1150 | 1100 | 1050 | 1000 | |
1 | 0.12 | 0.13 | 0.18 | 0.24 | 0.36 | 0.66 | тв |
3 | 0.09 | 0.11 | 0.12 | 0.15 | 0.19 | 0.40 | 1.58 |
4 | 0.10 | 0.12 | 0.14 | 0.21 | 0.35 | тв | тв |
Теоретические предпосылки снижения агрессивности высокожелезистых шлаков в кинетической стадии их взаимодействия с огнеупором изложены в [10]. Снижение доли свободного кислорода путём введения в шлак комплексообразующих катионов, например Al3+, увеличивает вязкость расплава.
Влияние Al2O3 на вязкость силикатных расплавов связано с особенностью структурного состояния в них катиона алюминия. В зависимости от основности расплава катион алюминия может находиться либо в структурном состоянии [AlO4]5-, либо – в [AlO6]9- [2].
Оценка влияния катиона Al3+ на вязкость шлака проведена на расплаве шлака № 3 (табл. 3). Температурная зависимость вязкости шлака состава 3 от содержания введенного Al2O3 приведена в табл. 5.
Таблица 5. Температурная зависимость вязкости шлака 3 от добавки Al2O3
Количество введенного Al2O3, мас. % | Вязкость, Па⋅с, при температуре, 0С | ||||||
1300 | 1250 | 1200 | 1150 | 1100 | 1050 | 1000 | |
1 | 0.11 | 0.13 | 0.21 | 0.26 | 0.037 | 0.64 | тв. |
5 | 0.10 | 0.12 | 0.17 | 0.26 | 0.37 | 0.57 | тв. |
10 | 0.13 | 0.20 | 0.32 | 0.71 | 5.24 | 21.1 | тв. |
20 | 0.26 | 17.4 | 33.8 | тв. | тв. | тв. | тв. |
Замещение части SiO2 или дополнительное введение в состав расплава оксида алюминия способствует увеличению доли ковалентной связи и повышению поверхностного натяжения расплава и его вязкости [10].
Если на рабочей поверхности огнеупора, контактирующей с расплавом шлака, повысить его вязкость (путем растворения огнеупора или охлаждением) до 3.5 Па⋅с и более, то взаимодействие или растворение футеровки прекращается [2]. Это так называемый, гарнисажный режим работы футеровки печи.
Формирование герцинитового или магнетитового гарнисажа на поверхности огнеупорной футеровки связано с образованием минеральных фаз (герценита или магнетита) путём химического взаимодействия и последующего осаждения из расплава твёрдых фаз на рабочей поверхности футеровки [5]. Показано, что замена FeO на MgO в железосиликатных расплавах практически не оказывает влияния на вязкость [12], в то время как Al2O3 существенно изменяет вязкость расплавов (табл. 5).
Таким образом, регулируя содержание Al2O3 в расплаве, возможно повышать его вязкость и тем самым ограничивать взаимодействие и пропитку шлаком периклазошпинелидного огнеупора.
На практике повышение содержания Al2O3 в расплаве, пропитывающем огнеупор, предлагается реализовать путём введение Al2O3 через водные растворы солей, содержащих алюминий, в пористую структуру огнеупорных изделий.
Выводы
Исследованы периклазохромитовые огнеупоры марок OX6R1 и ПХ после службы в сливном жёлобе шахтной медеплавильной печи. Показано, что в процессе эксплуатации наблюдается размытие и пропитка шлаком на глубину до 200-215 мм и образование зон с различным химико-минеральным составом. Снижение содержания основных минеральных фаз (периклаза и хромшпинелида) в изделиях марки OX6R1 составило 5 %, в то время как в изделиях марки ПХ содержание этих фаз снизилось от 15 до 20 %.
Определены химический состав шлаков и зависимость их вязкости от температуры. Установлено, что вязкость медеплавильных шлаков повышается с увеличением концентрации Al2O3, что вызывает их загустевание и снижение активности.
Библиографический список
1. Кащеев технология огнеупоров [текст]/ , , // - М.: Интермет Инжиниринг, - 2007, -752 с.
2. Кащеев для промышленных агрегатов и топок. Справочник. Т.1, Т.2. [текст]/под ред. // - М.: Интермет Инжиниринг, -2000, -663 с., -2002, -656 с.
3. Готенко огнеупоров в фурменной зоне конверторов [текст]/ , , // Сборник материалов научно-практической конференции «Создание высокоэффективных производств на предприятиях горно-металлургического комплекса», - Екатеринбург: Уральский Рабочий, - 2013, -260 с.
4. Кащеев -промышленные испытания огнеупоров в отражательной печи [текст]/ , , // Цветные металлы, -2014, № 1, с. 41-44.
5. Словиковский применение СВС-материалов в футеровках тепловых агрегатов цветной металлургии [текст]/ , // Новые огнеупоры, - 2012, № 2, - с. 4-7.
6. Словиковский горизонтальных медно-никелевых конверторов повышенной стойкости [текст]/ , // Новые огнеупоры, -2013, № 11, - с. 39-42.
7. Словиковский углеродсодержащие футеровки для высокотемпературных агрегатов цветной металлургии [текст]/ , // Новые огнеупоры, - 2013, № 4, - с. 43-46.
8. Кащеев футеровки печей цветной металлургии [текст]/// Цветные металлы, -2004, № 10, - с. 69-71.
9. Штангельмайер методики измерения вязкости расплавов вибрационным вискозиметром [текст]/, , // Заводская лаборатория, -1985, - т.51, № 9, - с. 56-57.
10. Кащеев огнеупорные материалы для металлургических производств [текст]/// Автореферат дис. На соискание учёной степени доктора технических наук, - Екатеринбург: Изд-во УПИ, - 1996, - 52 с.
11. Фадеев защитного покрытия огнеупорной футеровки медеплавильных конверторов [текст]/ , , // Огнеупоры, -1981, № 5, - с. 29-33.
12. Ермолаева данные о свойствах железных расплавов [текст]/, // УкрНИИО Бюлл. Научно-технической информации, - Харьков: Металлургиздат, -1959, № 6, - с. 95-101.
Авторские карточки
1. Фамилия Имя Отчество.
2. Должность.
3. Ученая степень, звание.
4. Организация (место работы).
5. Контактные телефоны. (Могут быть указаны при публикации в статье).
6. E-mail.
7. Почтовый адрес (можно организации).
1.
2. зав. кафедрой Химической технологии керамики и огнеупоров
3. Д. т.н., профессор
4. ФГАОУ ВПО "УрФУ имени первого Президента России "
5. Т. (343) 375-44-32, ф. (343) 375-94-20
6. e-mail *****@***ru
7. 620002, Екатеринбург, К-2, а/я 3
1.
2.
3.
4.
5.
6.
7.
1.
2. доцент кафедры Химической технологии керамики и огнеупоров
3. к. т.н.
4. ФГАОУ ВПО "УрФУ имени первого Президента России "
5. т. (343) 375-44-32, ф. (343) 375-94-20
6. e-mail *****@***ru
7. 620002, Екатеринбург, К-2, а/я 3
1.
2. доцент кафедры Теории металлургических процессов
3. к. т.н.
4. ФГАОУ ВПО "УрФУ имени первого Президента России "
5. т. (343) 375-44-65
6. e-mail *****@***ru
7. 620002, Екатеринбург, К-2, а/я 3
1.
2.
3. нет
4. Магнезит, г. Сатка, Челябинская обл.
5.
6.
7.
1.
2. студент каф. Металлургии тяжелых цветных металлов
3. нет
4. ФГАОУ ВПО "УрФУ имени первого Президента России "
5. Тел: +7 9024458194
6. e-mail: *****@***ru
7. 620002, Екатеринбург, К-2, а/я 3
1 Исследования проведены (ООО "Группа Магнезит", г. Сатка)
