

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ СВАРНОГО ШВА НА УЧАСТКЕ МАГИСТРАЛЬНОГО ГАЗОПРОВОДА.
студент, студент
Национальный исследовательский томский политехнический университет
Научный руководитель -
Целью данной работы является моделирование напряженно - деформированного состояния сварного шва на участке магистрального газопровода в программе ANSYS. Основным технологически процессом при строительстве, реконструкции, капитальном ремонте и техническом обслуживании на магистральных нефте-газопроводах является сварка. Одним из определяющих требований, предъявляемым к магистральным, является обеспечение их надежного, безопасного функционирования при длительных сроках эксплуатации. При сварке в каждой точке сварного соединения или конструкции возникают напряжения и деформации.
Ключевые слова: напряженно-деформированное состояние, нефтепровод, шов, напряжения.
Целью данной работы является моделирование напряженно-деформированного состояния сварного шва на участке магистрального газопровода в программе ANSYS.
ANSYS является универсальным расчётным программным комплексом, основанном на методе конечных элементов, предназначенным для моно - и многодисциплинарных расчётов.
Угловой шов — сварной шов углового, таврового и нахлестанного соединений.
Сварные швы могут быть непрерывными, прерывистыми, одно - и многослойными, одно - и двусторонними. Сварные швы, применяемые для фиксации взаимного расположения, размеров и формы собираемых под сварку элементов, называются прихватками.
На рис. 1 показаны основные положения швов в пространстве.
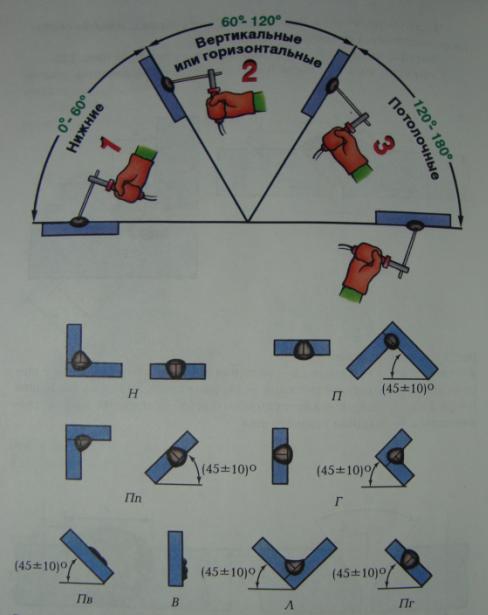
Рис. 1. Классификация и обозначение сварных швов по их положению в пространстве:
H — нижние; П — потолочные; Пп — полупотолочные; Г — горизонтальные; Пв — полувертикальные; В — вертикальные; Л — в "лодочку. Пг — полугоризонтальные
Сварка трубопроводов – основной и наиболее ответственный этап в технологическом процессе строительства трубопроводов, определяющий надежность всей трубопроводной системы в период эксплуатации.
В зависимости от условий применения используют различные методы сварки, такие как:
- Ручная электродуговая сварка Полуавтоматическая сварка труб процессом STT Автоматическая сварка труб в среде защитных газов комплексом CRC-Evans AW
Ручная дуговая сварка является универсальным методом и может выполняться в разных пространственных положениях. Ручная дуговая сварка имеет меньшую производительность в отличии от автоматической сварки.
Полуавтоматическая сварка труб процессом STT предназначена для односторонней полуавтоматической сварки корневого слоя шва неповоротных и поворотных стыков труб проволокой сплошного сечения в среде углекислого газа труб. Он представляет собой одну из разновидностей процесса переноса короткими замыканиями, который реализуется при дуговой сварке в среде защитных газов с одним важным отличием – расплавленный металл переносится за счет сил поверхностного натяжения сварочной ванны, которая втягивает в себя жидкую каплю с конца проволоки.
В автоматической сварке комплексом CRC-Evans AW реализован процесс сварки тонкой электродной проволокой сплошного сечения в среде защитных газов.
Для решения поставленной цели взят магистральный газопровод диаметром 720мм и толщиной стенки 10мм.
Техническая характеристика МГ основная нитка DN720, рабочее давление – 7,45 МПа; диаметр трубопровода – 720 мм; фактическая толщина стенки – 10 мм; тип трубы – прямошовная; тип изоляции – битумная, весьма усиленная (не менее 3 мм); глубина залегания трубопровода 1,2 м; грунт – суглинок.
Технические характеристики трубы: марка стали – 09Г2С; класс прочности трубопровода – К52; временное сопротивление разрыву – 400 МПа; предел текучести – 355 МПа.
Напряженно-деформированное состояние любого несущего элемента линейной части магистрального трубопровода однозначно определяется характеристиками воздействующих на него нагрузок. На подземные трубопроводы, проложенные в траншее, воздействуют постоянная нагрузка от веса грунта засыпки (![]()
![]() ) и длительная нагрузка от внутреннего давления перекачиваемого продукта. Температурные воздействия и воздействия, вызывающие искривление продольной оси трубопровода, в работе не учитываются.
) и длительная нагрузка от внутреннего давления перекачиваемого продукта. Температурные воздействия и воздействия, вызывающие искривление продольной оси трубопровода, в работе не учитываются.
Расчетная схема представлена на Рисунке 4.
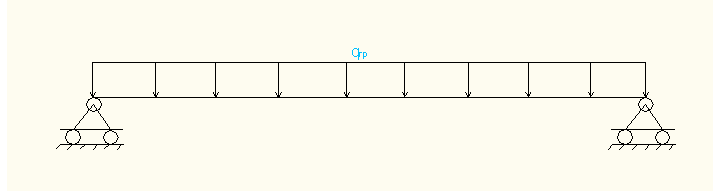
Рис. 3. Расчетная схема трубопровода
Из полученных результатов можно сделать следующие выводы:
1. Наибольшие напряжения возникают на сварном шве;
2. Пики напряжений в сварном шве находятся на кромках;.
3. Суммарные перемещения по длине трубопровода несущественны.
Список литературы
Таран магистральных трубопроводов и конструкций. — М. : Недра, 1970. — 384 с. Мустафин трубопроводов. – Москва.: Недра, 2002. –347 с. СНиП 2.05.06-85. Магистральные трубопроводы. – М.: Стройиздат, 2000 СП 105 – 34 – 96. Производство сварочных работ и контроль качества сварных соединений. – М.: ИРЦ Газпром, 1996. ВСН 012 – 88. Строительство магистральных и промысловых трубопроводов. – М.: ВНИИСТ, 1989. РД 153 – 006 – 02. Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов. – М.: АО ВНИИСТ, 2002. ВСН 006 – 88. Строительство магистральных и промысловых трубопроводов. Сварка. – М.: ВНИИСТ, 1989 Березин трубопроводов и конструкций: Учебник для вузов. 2-е изд. – М.: Недра, 1983. , , Ansys для инженеров: Справ. пособие. –М.: Машиностроение 1, 2004.-512с.
