

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Российской Федерации
Федеральное государственное автономное образовательное учреждение высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ УНИВЕРСИТЕТ ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ, МЕХАНИКИ И ОПТИКИ
Научно-исследовательская работа
"Разработка метода и технологии распыления жидкого металла с применением левитационной плавки при производствеметаллических порошков для применения в 3D-принтерах"
Выполнила:
магистрант 1 года обучения гр. W4135
каф."Технологии металлов и металловедения"
Научный руководитель:
д. т.н., профессор
Санкт-Петербург, 2016 год
Оглавление
Введение 3
1. Описание способов изготовления деталей методом аддитивных технологий 7
2. Основные требования, предъявляемые к порошкам для аддитивных технологий 10
3. Анализ современных методов производства металлических порошков для аддитивных технологий 12
5. Выбор метода получения металлического порошка для аддитивных технологий 19
6. Экспериментальная часть 21
Выводы 24
Список литературы: 25
Введение
Современное производство все шире опирается на перспективные технологии, основанные на широком применении новых материалов, информационных технологий и автоматизации технологических процессов. К числу таких производств, в первую очередь относятся авиа - и судостроение, двигателестроение и аэрокосмическая промышленность, медицина, производство изделий радиоэлектронного и военного назначения. При изготовлении изделий и деталей для таких производств в настоящее время на мировом промышленном рынке широким спросом начинают пользоваться аддитивные технологии, позволяющие с помощью трехмерной компьютерной модели путем послойной печати создать сложные изделия, затратив на это ровно то количество материала, которое необходимо для готового изделия.
Достоинствами аддитивных технологий также являются быстрота изготовления изделий, сложная геометрия и свободный дизайн этих изделий, а также возможность быстрой передачи трехмерной модели в любую точку мира и быстрого производства необходимой детали, например, при ремонте сложного объекта в «полевых» условиях.
Анализ рынка показывает, что по итогам 2015 г. лидерамив развитии аддитивных технологий являются США, Япония, Германия, Китай, а доля РФ едва превысила 1 % [1]:
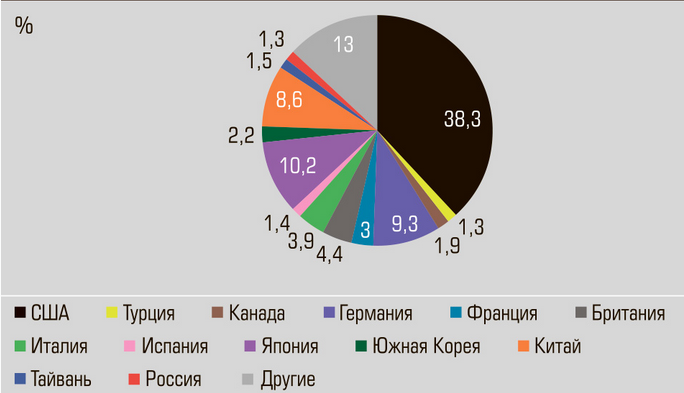
Рисунок 1. Анализ мирового рынка аддитивных технологий, 2015 год.
В 2012 году США открыли в Янгстоуне (Youngstown, Ohio) NationalAdditiveManufacturingInnovationInstitute (NAMII) – первый из 15 институтов технологической направленности, чей машинный парк включает различные аддитивные агрегаты, в том числе, умеющие синтезировать детали из металла. Мировой лидер отрасли – американская компания 3D-Systems имеет даже свой университет по подготовке кадров для работы с материалами и аддитивными технологиями. Американская компания Boeing уже сейчас ежегодно изготавливает более 20 тысяч деталей сотен наименований для десяти военных и коммерческих самолетов на основе аддитивного знания.
Также не отстает и Китай, где уже десятки НИИ и университетов нацелены на ЗD-разработки. На сегодняшний день, например, уже действует военно-полевой аппарат, с помощью которого можно оперативно изготовить пластину при черепно-мозговой травме и провести краниопластику в полевых условиях.
Россия пока находится в начальной стадии развития производства отечественных профессиональных и промышленных 3D-принтеров, что предопределяет использование чужих мощностей. Основная часть производителей изделий методом 3D-печати используют импортное оборудование и расходные материалы, в основном от производителей из США и Европы. Это, в частности, приводит к прямой зависимости успешного применения 3D-печати от стабильных поставок иностранными партнерами материалов в достаточном объеме и от колебаний курсов иностранных валют. Обычно каждая компания-производитель оборудования предлагает покупателю не только печатающую 3D-машину, но и определенный набор порошков. В настоящее время, особенно, с введением санкций проблема получения порошков для аддитивных технологий стала наиболее острой проблемой, сдерживающей развитие этого технологического направления в нашей стране [1,4].
Отсюда следует, что дальнейшее развитие 3D-печати металлических изделий в РФ зависит от решения проблемы создания в стране самодостаточных комплексов производства порошков для аддитивных печатающих машин.
Порошковая металлургия, в частности, производство металлических порошков, достаточно распространена на территории России, но порошки, полученные на данных предприятиях невозможно применять в качестве исходного строительного материала для аддитивных технологий, так как эти порошки должны обладать жестко заданными характеристиками:сферическая форма частиц порошка, распределение размера частиц (обычно в пределах 20-40мкм, 40-60 мкм), возможность получения малых коммерческих партий, однородность состава порошка, высокая степень химической очистки. Однако, широко развитая научная и промышленная инфраструктура порошковой металлургии, и в частности, производства металлических порошков, которые, пусть и невозможно автоматически перенести на новую – аддитивную отрасль, могут быть использованы как исходная база для развития аддитивного порошкового производства.
Несмотря на активно растущий спрос на порошковую продукцию, мировой ассортимент промышленно выпускаемых порошков в настоящее время невелик, и, если число промышленно используемых сталей превышает в мире 1000 марок, каждая из которых предназначена для определенных условий службы, то число порошков, включая стали, жаропрочные и специальные сплавы, порошки цветных металлов и сплавов – едва перевалило за 50 [2,4].
Актуальность работы:
Общепризнанными методами производства металлических порошков для аддитивных технологий являются газовое распыление в атомайзерах, центробежное распыление и плазменное распыление в плазматронах.
Атомайзеры являются крупногабаритными установками, и применение их выгодно при производстве партий порошков в сотни и тысячи килограмм для больших предприятий. Для малых предприятий это оборудование мало пригодно из-за высокой стоимости, сложности эксплуатации, трудностей в переналадке при переходе от одной марки материала к другой.
Установки центробежного или плазменного распылении являются энергозатратными, весьма дороги и сложны в эксплуатации – их применение становится рентабельно при изготовлении сложных, например, жаропрочных порошков.
Поэтому была поставлена задача оценить возможность разработки менее энергозатратного метода получения металлических порошков, применимых для аддитивных технологий.
Анализ литературных данных позволил предположить, что таким методом может быть замена плазменного распыления на менее энергозатратный – метод индукционной левитационной плавки металла, с последующим дроблением расплава излучением сверхвысоких частот (СВЧ-излучением).
Цель работы: разработка установки для производства порошков из металлов и сплавов, применимых для аддитивных технологий.
Задачи научного исследования:
Изучить современные способы производства металлических порошков для аддитивных технологий. Оценить достоинства и недостатки этих способов. Оценить достоинства и недостатки левитационной плавки при производстве металлических порошков для аддитивных технологий. Разработать модель устройства для производства металлических порошков. Разработать метод получения металлических порошков на модельном устройстве. Провести анализ физико-механических свойства полученного порошка:гланулометрический состав порошка, геометрические характеристики формы частиц порошка, качество поверхности частиц, структура металлических частиц порошка.Научная новизна работы:
– разработка модели установки для производства порошков из металлов и сплавов, применимых для аддитивных технологий;
– разработка метода получения порошков для аддитивных технологий путем распыления жидкого металла с применением левитационной плавки.
Практическая значимость работы:
– разработка модели установки, позволяющей получить порошки необходимого гранулометрического состава и размера частиц, которые могут быть применены для производства изделий методом аддитивных технологий.
1. Описание способов изготовления деталей методом аддитивных технологий
В настоящее время на мировом промышленном рынке широким спросом начинают пользоваться аддитивные технологии, обеспечивающие создание изделий высокого уровня сложности, свободного дизайна, с возможностью интегрирования любых элементов в конструкцию по заданным 3D-моделям. Так называемая аддитивная технология основана на наслаивающемся производстве, которое заменяет прежнее выпиливание и отрезание материала, половина из которого потом выбрасывается (в металлургии, например, это крайне дорого и неэкономично). Применение данных технологий позволяет удешевить изделие, ускорить его проектирование и производство в машиностроении, приборостроении, аэрокосмической промышленности, медицине, электротехнике и электронике и др.
Сформировались 4 основных направления изготовления металлических изделий методами аддитивных технологий [4,11]:
– Селективное лазерное сплавление или SLМ-метод (SelectiveLaserMelting):
При селективном лазерном сплавлении сначала формируют базовый слой, например, насыпают на рабочую платформу порошок, который разравнивают с помощью ролика или «ножа», создавая таким образом ровный слой материала определенной толщины; затем выборочно (селективно) обрабатывают порошок в сформированном слое лазером или иным способом, скрепляя частички порошка (сплавляя или склеивая) в соответствии с заданным сечением исходной трехмерной компьютерной модели. Затем платформа опускается на 20–100 мкм, и так слой за слоем, после нескольких тысяч повторяющихся циклов формируется деталь (рис.2).
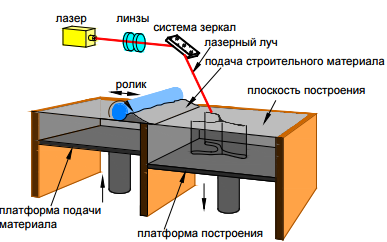
Рисунок 2. Селективное лазерное сплавление
– Электронное лучевое сплавление или EBM-метод (ElectronBeamMelting) [14]:
Данный метод основан на воздействии высокомощного электронного луча, который вырабатывает энергию, необходимую для высокой температуры плавления и высокой производительности. Электронный луч управляетсяэлектромагнитной катушкой, осуществляющий чрезвычайно быстрый и точный контроль луча. Сплавление изделия происходит под вакуумом (давление 1∙10-5mbar), при высокой температуре, что способствует разряжению компонентов сплавляемого изделия (рис.3). В результате, изделия, полученные EBM-методом практически не имеют остаточных напряжений и имеют структуру без мартенсита.
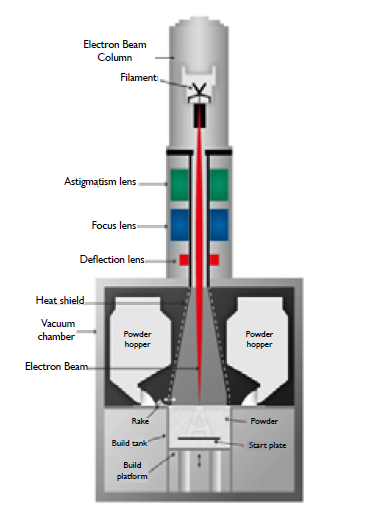
Рисунок 3. Электронное лучевое сплавление
– 3D-печать (3Dprinting).
Создание изделия методом 3D-печати осуществляется в 2 этапа (рис.4):
Первый этап: осуществляется подача порошка и формирование порошкового слоя на платформе построения, и дальнейшее его сцепление путем подачи связующего вещества через форсунку принтера. Операция повторяется, пока изделие полностью не будет напечатано. Затем, готовое изделие необходимо аккуратно убрать с платформы построения, для дальнейшей обработки, так как это "зеленая" стадия печати.
Второй этап: происходит затвердевание металлического изделия в процессе спекания.
3D-печать является более производительным методом, в сравнении с лучевым лазерным сплавлением и не требует сложного оборудования. С другой стороны, для получения хорошего качества поверхности готовое изделие необходимо подвергнуть следующим операциям: дробеструйное упрочнение (Ra 3 мкм) или суперфиниширование (Ra 1.0 мкм, ниже 1,0 мкм).
Ассортимент материалов для 3D-печати ограничен и получаемые механические свойства изделий могут быть ниже, чем при лазерном и электронном лучевом сплавлении.
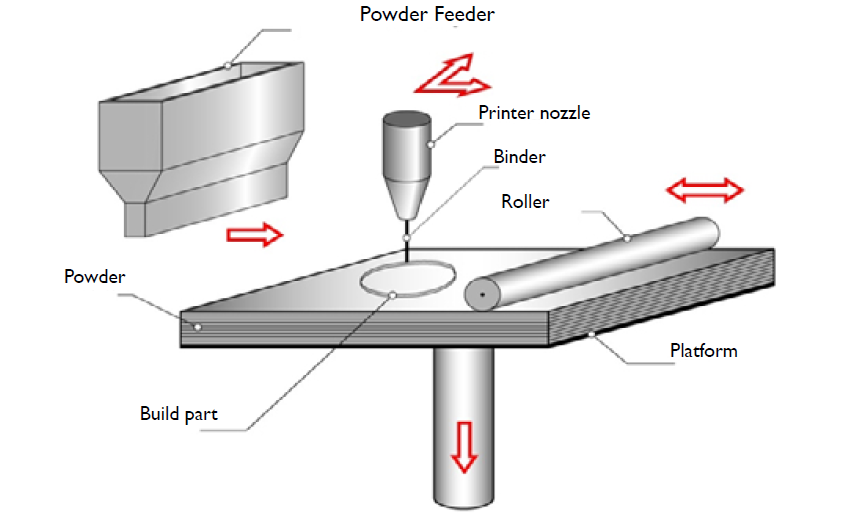
Рисунок 4. 3D-печать
– Прямое лазерное сплавление (DirectEnergyDeposition):
В отличие от первого метода, здесь не формируется порошковый слой, а происходит соосная подача порошка и энергии луча лазера, т. е. материал подается непосредственно в заданное место, куда одновременно подводится энергия и идет процесс формирования детали. Процесс подобен тому, как сварщик вводит материал (электрода) в то место, где за счет электрической дуги формируется зона расплава (рис.5).

Рисунок 5. Прямое лазерное сплавление
2. Основные требования, предъявляемые к порошкам для аддитивных технологий
Промышленное применение современного оборудования для аддитивных технологий сдерживается тем, что для реализации этих технологий необходимо иметь исходные материалы (порошки), с жестко заданными характеристиками [5,6,11]:
Сферическая форма частиц порошка, потому что такая форма обеспечивает «текучесть» порошковой композиции в системах подачи материала с минимальным сопротивлением и позволяет формировать одинаковые по толщине и пористости слои порошка. Распределение размера частиц порошка– это индекс, определяющий, какой размер частиц присутствует и в какой пропорции, относительно общего количества полученного порошка (требуемый размер обычно в пределах 20-40, 40-60 мкм).
Распределение размера частиц является очень важной характеристикой для аддитивных технологий, так как оно влияет на такие аспекты, как:
– текучесть порошка и способность равномерно распределяться;
– плотность порошкового слоя;
– необходимое количество подводимой энергии для плавления частиц порошка;
– шероховатость получаемой поверхности.
Высокая степень химической очистки металла порошка от примесей и окисловХимические свойства порошков зависят от содержания основного металла или основных компонентов, входящих в состав порошка, содержания примесей, различных механических загрязнений и газов. Примеси в порошках могут быть в виде твердых растворов или химических соединений, входящих в структуру металла частиц, а механические загрязнения – в виде оксидов. Также, в металлических порошках содержится значительное количество газов разнообразного состава. Их присутствие увеличивает хрупкость порошков, затрудняет прессование и т. д. [2,4]
Высокая однородность состава порошка.Также, следует учитывать такие важные моменты, как[11]:
1) хранение и старение порошков;
2) возможность повторного использования порошка после аддитивных методов производства;
3) воздействие на здоровье человека, безопасность и экологию окружающей среды.
Таким образом, для развития аддитивных технологий ключевой проблемой является создание (базовых) исходных материалов. Поскольку от качества порошка, в первую очередь, зависит качество получаемых деталей.
Металлический порошок используют не только для аддитивных технологий, но и для других отраслей промышленности, таких как электроника, медицина, оптика, при нанесении покрытий и др. Проиллюстрировать требования, предъявляемые к порошкам можно на примере припоев для электронного приборостроения. При производстве серебряных, медь-цинковых припоев используются порошки, состоящие из мелких частиц, имеющих размер 20-40 мкм, сферическую форму, очищенные от случайных примесей.
3. Анализ современных методов производства металлических порошков для аддитивных технологий
Промышленные методы получения порошков для порошковой металлургии принято делить на физико-химические и физико-механические. Порошки, полученные этими методами, отличаются друг от друга фазовым составом, морфологией поверхности, микроструктурой частиц, физико-технологическими свойствами и конечной чистотой.
К настоящему времени известны следующие методы получения порошковых материалов:
– механические, например измельчение материала резанием, размол в шаровых, вихревых, молотковых и других мельницах, измельчение в инерционных дробилках. Данные методы позволяют измельчать металл в больших объемах, но полученные порошки имеют неправильную, в основном игольчатую, форму частиц, что не позволит применить его для аддитивных технологий. Кроме того, в процессе механического измельчения возможно засорение порошка продуктами износа мельничного агрегата, а сами порошки могут не отвечать необходимым технологическим требованиям [2,3].
– физико-химические, к которым относятся восстановление оксидов твердыми восстановителями и газами, электролиз расплавленных сред или водных растворов, диссоциация карбонилов, метод испарения и конденсации.
Большое достоинство физико-химических методов – возможность получения порошков высокой чистоты, основной недостаток – высокая стоимость порошков из-за низкой производительности процесса и большой затраты электроэнергии [2,3].
– центробежное распыление расплава металла[4,10]:
Наибольший интерес представляют технологии, которые позволяют получать порошки реактивных и тугоплавких металлов, являющихся наиболее ценными для аддитивных технологий.
Технологии центробежной атомизации весьма разнообразныСуществуют технологии, которыепредполагает распыление расплава при попадании его на быстро вращающийся диск, либо с быстровращающейся цилиндрической заготовки, торец которой оплавляют посредством плазменной струи (рис.6).

Рисунок 6. Центробежное распыление расплава
ТехнологияREP – RotatingElectrodeProcess – предполагает распыливание расплава, создаваемого электрической дугой между прутком (обычно 15–75 мм в диаметре) материала и вольфрамовым электродом (рис.7). Главным достоинством технологии является полное исключение контакта расплава с тиглем и разливочными устройствами.
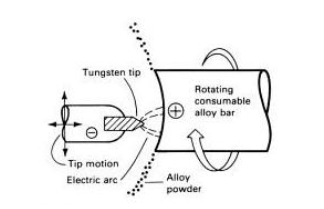
Рисунок7.СхемапроцессаRotatingElectrodeProcess
Форма частиц получаемого порошка при центробежном распылении зависит от состава газовой среды и перегрева расплава. В среде с кислородом при небольших перегревах расплава частицы имеют нитевидную форму (рис. 8 а) и с большой удельной поверхностью. В случае, если содержание кислорода мало, а перегрев достаточно высок (более 5%) форма частиц получается сферической (рис.8 б) [11]:

Рисунок 8 – Формы частиц гранул алюминия, полученные центробежным распылением: а – в среде воздуха; б – в азоте.
Отмеченные недостатки центробежного распыления – это большие энергозатраты, высокая стоимость оборудования, сложность в эксплуатации, их применение становится рентабельно при изготовлении сложных, например, жаропрочных порошков.
– распыление жидких металлов водой или газами [4,12]:
Распыление (atomization) – получение металлических порошков диспергированием расплава под действием инерционных сил струей газа, жидкости или плазмы. Производственные этапы, используемые для получения порошков, включают плавление, распыление и затвердевание соответствующих металлов и сплавов. Расплавление металлов и сплавов может быть выполнено в плавильных печах различного типа, под действием электрической дуги или плазмы, а распыление осуществляется высоконапорным потоком воды, инертными и нейтральными газами. Методы распыления являются ведущей технологией в производстве высококачественных металлических порошков, к которым предъявляются требования по сферической форме частиц; чистота их поверхности от окислов и объема металла от посторонних примесей; и однородности микроструктуры.
Распыление жидких металлов является одним из наиболее производительных методов получения порошков. Распыление расплава является относительно простым и дешевым технологическим процессом производства порошков металлов с широким интервалом температур плавления
Процесс распыления металлической струи потоком газа осуществляется в атомайзерах с индукционной/вакуумно-индукционной плавкой металла, и возможен по нескольким схемам [11,13]:
– газовая атомизация:
Металлические порошки для аддитивных технологий в основном производят, используя метод газовойатомизации. Процесс начинается с подачи расплава непосредственно в форсуночное устройство (распылитель) из ванны плавильной печи или подачи через промежуточный обогреваемый металлоприемник. Далее происходит распад струи расплава, под действием потоков инертного газа (аргон, азот), на мелкие капли, которые охлаждаются и затвердевают опускаясь по распылительной колонне (рис.9).

Рисунок 9. Атомайзер
Данный метод распыления расплавов используют в основном для получения порошков из сталей, сплавов алюминия, драгоценных металлов и др.
– газовая атомизация с вакуумно-индукционной плавкой металла:
Этот метод отличается от обычной газовой атомизации тем, что индукционная плавка металла происходит в вакуумной камере. Такую плавку желательно применять для жаропрочных сплавов, чтобы избежать образование оксидных пленок на частицах порошка, при работе с такими металлами, как титан, алюминий (рис. 10).
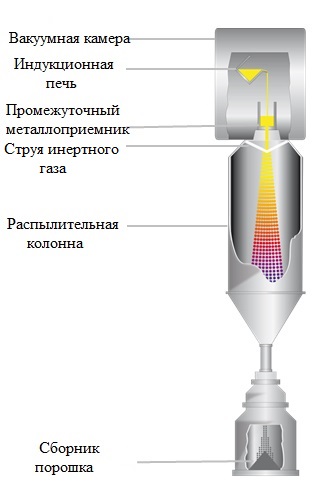
Рисунок 10. Атомайзер с вакуумно-индукционной плавкой
– вакуумная атомизация:
Процесс вакуумной атомизации в зарубежной литературе часто называют solublegasatomization, т. е. атомизация за счет растворенного в расплаве газа. Суть его состоит в следующем: атомайзер состоит и двух камер – плавильной и распылительной. В плавильной камере создаются избыточное давление газа (водород, азот, гелий), который растворяется в расплаве. Во время атомизации металл под действием давления в плавильной камере поступает вверх к сопловому аппарату, выходящему в распылительную камеру, где создают вакуум. Возникающий перепад давлений побуждает растворенный газ к выходу на поверхность капель расплава и "взрывает" капли изнутри, обеспечивая при этом сферическую форму и мелкодисперсную структуру порошка (рис.10).
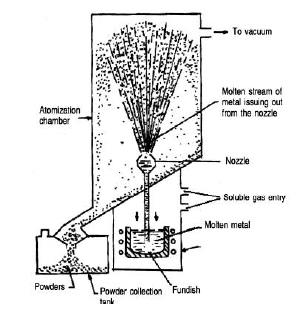
Рисунок 10.Схема процесса soluble gas atomization
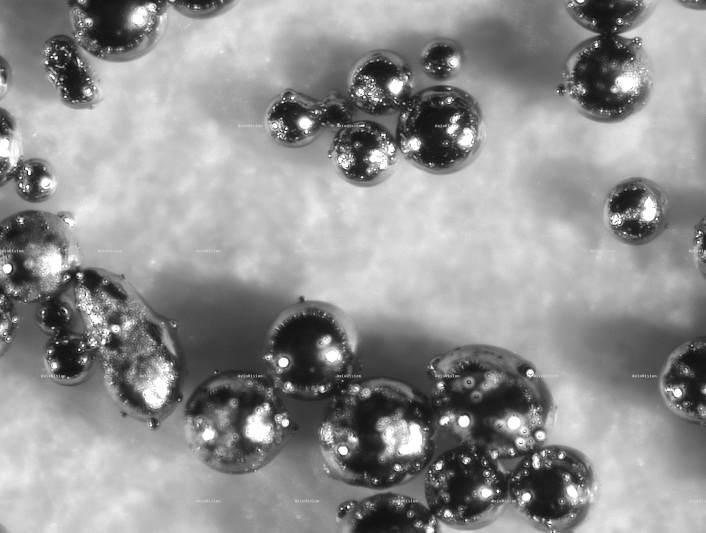
Газовая атомизация – это наиболее часто используемый способ производства металлических порошков для аддитивных технологий, потому что порошки, полученные методами имеют правильную сферическую форму и хорошую насыпную плотность, благодаря правильной сферической форме и равномерному распределению частиц по размеру (рис. 11).
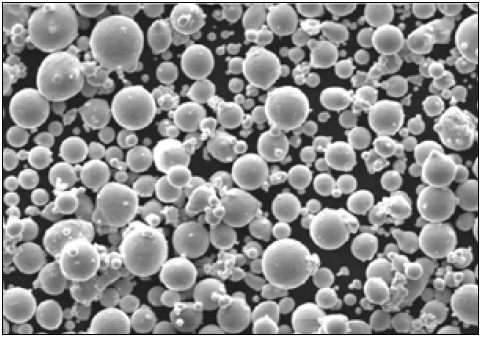
Рисунок 11. Сферическая форма частиц порошка, полученная методами газовой атомизации
Размер получаемых частиц металла варьируется, как правило, от 10 до 100 мкм. Но выход порошка необходимого размера, например 20-40 мкм, составляет всего лишь 30% от общего числа переработанного материала [11]. Также, можно отметить, что атомайзеры являются весьма крупногабаритными установками, и применение их выгодно при производстве партий порошков в сотни и тысячи килограмм для больших предприятий. Для малых предприятий это оборудование мало пригодно из-за высокой стоимости, сложности эксплуатации, трудностей в переналадке при переходе от одной марки материала к другой.
– плазменное распыление:
Разновидностью газовой атомизации является технология PlasmaAtomization, позволяющая получать высококачественный особочистый порошок сплавов на основе Mo, Ti, Ni, Taи Co-Crв широком и управляемом диапазоне фракционного состава [4,11]. Плазменное распыление осуществляют на специальной установке, которая содержит несколько плазматронов – генераторов потока ионизированного газа, сфокусированных в точку, куда подводят металл в виде прутка (рис. 12).
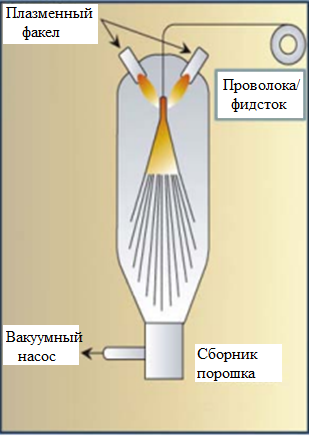
Рисунок 12. Плазматрон
Эта технология предназначена для изменения морфологии порошков, полученных не методами диспергирования расплава, либо "исправления" геометрии некондиционных порошков (технология сфероидизации). Суть процесса (рис.13) состоит в том, что исходный "неправильный" порошок дообрабатывают в струе плазмы, в результате чего частицы порошка приобретают правильную сферическую форму (рис.14)[9].
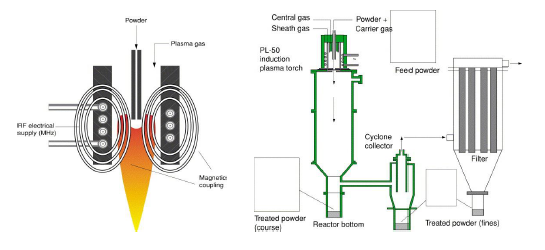
Рисунок 13. Схема процесса плазменной обработки порошка.
5. Выбор метода получения металлического порошка для аддитивных технологий
Форма частиц получаемого порошка зависит от состава газовой среды и перегрева расплава. Наиболее эффективно распыление при температуре газового потока, совпадающей или превышающей температуру расплава, т. к. вязкость и поверхностное натяжение распыляемого материала при этом не претерпевают изменений в процессе дробления струи из-за отсутствия переохлаждения расплава [9]. Однако создать такие условия при газовом распылении расплавов, имеющих высокую температуру плавления (свыше 1500°С), очень сложно из-за трудностей нагрева газового дутья и значительного усложнения и удорожания распылительных установок. В этом случае наиболее перспективным представляется путь распыления струей газа, нагретого до сверхвысоких температур – плазмой. Форма частиц порошка, прошедшего плазменную обработку имеют правильную сферическую форму и необходимое распределение частиц порошка. (рис. 14):
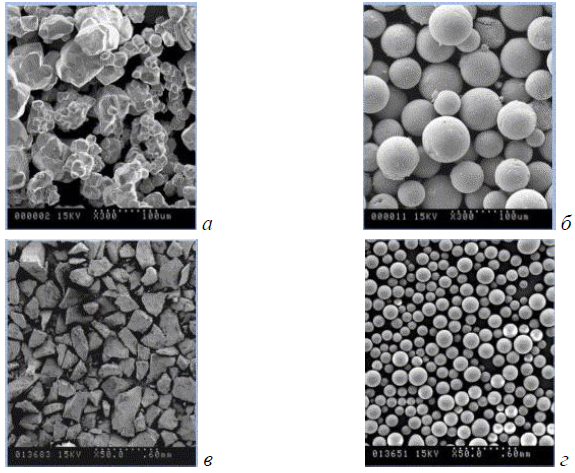
Рисунок 14. Сравнение морфологии исходного порошка и порошка, прошедшего плазменную обработку [9]:а – вольфрам до обработки; б – вольфрам после обработки d50=50 мкм; в–SiO2до обработки; г – SiO2после обработки
При таком распылении возможен широкий спектр регулирования энергетических параметров потока плазмы. Так, повышение температуры дутья и кинетической энергии газового потока, приводит к дроблению струи расплава на более мелкие частицы [4,9].
Поэтому, для широкого регулирования параметров расплава предлагается создать установку для производства порошка с широким диапазоном регулирования температуры, магнитных полей и скорости подачи плазмообразующего газа – это система левитационной плавки металла, совмещенная с распылением на мелкие частицы расплава материала.
При левитационной плавке с учетом закона Фарадея и правила Ленца хорошо проводящий образец ведет себя как сверхпроводник, помещенный в неоднородное магнитное поле, создаваемое специально подобранной геометрией индуктора (рис.15), которая обеспечивает необходимый градиент внешнего магнитного поля.

Рисунок 15. Левитационная плавка металла
Данный метод плавки удобен при проведении эксперимента в лабораторных условиях, что позволит визуально контролировать агрегатное состояние металла и исключить его механический контакт с нагревателем, предотвратить тепловые потери и перегрев расплава выше нормы. Также, будет возможно исследовать различные методы воздействия на расплав металла. Таким образом, возможно получить нужные характеристики режимов воздействия на каплю расплава для распыления металла с различной степенью дисперсности[7,8].
6. Экспериментальная часть
В ходе научно-исследовательской работы были проведены опыты по распылению и сфероидизации порошков металлов на модельной, маломощной установке – индукционном безэлектродном плазматроне, на которой можно было разово произвести минимальные объемы порошков, необходимых для научных исследований.
В данной работе было проверено влияние температуры плавления распыляемого материала на качество и форму получаемого порошка. С этой целью на установке плазменного распыления, разработанной и изготовленной в Санкт-Петербургском политехническом университете Петра Великого, было проведено распыление проволок диаметром 3 мм из следующих сплавов; железо техническое – температура плавления ~1536 0С, медь М1 ~1083 0С, сплав ПМФ7 ~ 850 0С, сплав ПСр62 ~ 715 0С, алюминий А7~ 658 0С, олово О2 ~ 230 0С. Температуры плавления металлов и сплавов даны ориентировочно – в соответствии с данными по температурам плавления чистых металлов. Режим распыление порошков был неизменен для всех распыляемых материалов и соответствовал следующим условиям - распыление осуществлялось в дуге косвенного действия: U – 60 B, I – 115 A, продувка аргоном – 260 л/час, угол подачи проволоки – 900 к направлению газо-плазменного потока, скорость подачи проволоки – 8 см/мин.
Как показали исследования (рис.16) – температура плавления распыляемого материала, при постоянном режиме распыления, оказывает решающее влияние на форму и размеры получаемых частиц. Так, доля сферических частиц, полученных при распылении железа, составила 92-94%, а оставшаяся часть представляла собой, так называемые «сателиты» - то есть сварившиеся при соударениях друг с другом частицы исходной сферической формы. При понижении температуры плавления доля сферических частиц снижается до 72-76% у медных порошков и 45-50 и 35-40% у сплавов ПМФ7 ~ 850 0С и ПСр62соответственно. Одновременно возрастает число частиц неправильной формы, хорошо видимые на рис.16.б-г.
Также изменяется содержание в порошке частиц, размеры которых соответствуют требованиям, предъявляемым к порошкам, используемым в аддитивных машинах. Если у порошка железа – основной фракцией - до 50% от общей массы сферических частиц - были частицы, размерами 20-60 мкм, то у меди – около 30%, а в сплаве ПСр62 - менее 10% от общей массы сферических частиц.
Распыленные порошки легкоплавких металлов – алюминия и олова представляли собой частицы неправильной, в основном, оскольчатой формы, причем, если у алюминия основной фракцией (до 45% массы порошка) составляли частицы размерами 60-80 мкм, то разноразмерность частиц олова не позволила выделить наиболее весомую фракцию порошка, что хорошо соответствует данным, приведенным в работе[11], и показывает, что распыление легкоплавких металлов в воздушной среде не позволяет получить порошки, с требуемой формой частиц.
Таким образом, было установлено, что температура плавления распыляемого металла является основополагающим фактором при разработке технологического режима распыления порошков различных металлов – при понижении температуры плавления металла необходимо уменьшение силы тока и увеличение скорости и объема распыляющего газа.
|
|
А. Железо. Содержание сферических и приближающихся к сферическим частиц порошка – 92-94% | Б. Медь. Увеличивается разноразмерность частиц, доля сферических частиц не более 76% |
|
|
В. Сплав ПМФ7. Увеличивается разноразмерность частиц, растет доля частиц неправильной формы. Доля сферических частиц – ок.50% | Г. СплавПСр62. То же. Доля сферических частиц – ок.40% |
|
|
Д. Алюминий. Частицы оскольчатой формы. Основная фракция порошка 60-80 мкм. | Е. Олово. Частицы оскольчатой формы. Высокая разноразмерность. |
Рисунок 16. Распыленные порошки |





Выводы
Установлена возможность использования левитационной плавки для ограниченных объемов металла. Показана возможность применения методов индукционной левитационной плавки и индукционного плазменного распыления, для тугоплавких металлов в газо-воздушной среде факела плазмотрона. Определено, что выход годной фракции частиц порошка материала на железной основе правильной сферической формы с размерами 20-60 мкм составил около 50%, причем эта величина напрямую зависит от температуры плавления распыляемого материала и снижается при понижении температуры его плавления. Подтверждена необходимость использования защитных сред (например распыления в камере с аргонной или другой инертной средой) при распылении легкоплавких алюминиевых порошков.
Список литературы
Аддитивные технологии и изделия из металла [Электронный ресурс].– Режим доступа:http://nami. ru/uploads/docs/centr_technology_docs/55a62fc89524bAT_metall. pdf – Аддитивные технологии и изделия из металла. – (Дата обращения 23.02.2016). , , Абдалиев материалы - Алма-Ата: Изд-во Гылым, 1991. - 344 с. Ермаков, и металловедение технологических процессов в машиностроении / – СПб.: Университет ИТМО, 2013. – 312 с. , , Мутылина технологии в машиностроении. – СПб.: Изд-во Политехнического ун-та, 2013. – 222 с. Компания Raymor. Интернет-сайт компании Raymor. [Электронный ресурс]. – Режим доступа:http://www. . – (Дата обращения 20.04.2016). Компания НЕТРАММ. Интернет-сайт компании НЕТРАММ [Электронный ресурс]. – Режим доступа: http://. – (Дата обращения 20.04.2016). Ячиков, исследование положения тела во взвешенном состоянии в цилиндрическом высокочастотном индукторе с обратным витком / , // Электротехнологии в промышленности. – 2015.–№2(27). – С.39–43. Ячиков, равновесия тела во взвешенном состоянии в высокочастотном индукторе с обратным витком / // Электротехнологии в промышленности. – 2014.–№3(24).–С. 66–72. Boulos M. Plasma power can make better powders / M. Boulos // Metall powder report.–2004. – Vol.59 – Issue 5.– P. 16–21. Donachie, M. peralloys: A Technical Guide, 2nd Ed. / M. J. Donachie, S. Donachie. – ASM International, 2002. – 438 p. Erasteel. Metal powders for additive manufacturing [Электронныйресурс].–Режимдоступа: http://www. – Introduction to additive manufacturing technology.– (Датаобращения 10.02.2016). Fngelo H. C. Powder Metalurge: Science, technology and application / H. C. Fngelo, bramanian. – New Dehli, 2009. Liu Lujia Atomization mechanism of a charged viscoelastic liquid sheet / Liu Lujia, Liu Yingjie, Lu Lipeng // Chinese Journal of Aeronautics. – 2015.–№28(2).–P.403–409. Murr, L. E. Metallurgy of additive manufacturing: Examples from electron beam melting / L. E. Murr // Additive manufacturing.–2015.–№5.–P.40–53.
