

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3D-принтер — устройство, использующее метод послойного создания физического объекта на основе виртуальной 3D-модели.
3D-печать может осуществляться разными способами и с использованием различных материалов, но в основе любого из них лежит принцип послойного создания (выращивания) твёрдого объекта.
Применяются две технологии формирования слоёв:
Лазерная
Лазерная печать — ультрафиолетовый лазер постепенно, пиксель за пикселем, засвечивает жидкий фотополимер, либо фотополимер засвечивается ультрафиолетовой лампой через фотошаблон, меняющийся с новым слоем. При этом жидкий полимер затвердевает и превращается в достаточно прочный пластик.
Лазерное спекание — при этом лазер выжигает в порошке из легкосплавного пластика, слой за слоем, контур будущей детали. После этого лишний порошок стряхивается с готовой детали.
Ламинирование — деталь создаётся из большого количества слоёв рабочего материала, которые постепенно накладываются друг на друга и склеиваются, при этом лазер вырезает в каждом контур сечения будущей детали.
Струйная
Застывание материала при охлаждении — раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика. Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта.
Полимеризация фотополимерного пластика под действием ультрафиолетовой лампы — способ похож на предыдущий, но пластик твердеет под действием ультрафиолета.
Склеивание или спекание порошкообразного материала — похоже на лазерное спекание, только порошковая основа (подчас на основе измельченной бумаги или целлюлозы) склеивается жидким (иногда клеющим) веществом, поступающим из струйной головки. При этом можно воспроизвести окраску детали, используя вещества различных цветов. Существуют образцы 3D-принтеров, использующих головки струйных принтеров.
Густые керамические смеси тоже применяются в качестве самоотверждаемого материала для 3D-печати крупных архитектурных моделей.
Биопринтеры -- печать 3D-структуры будущего объекта (органа для пересадки) производится стволовыми клетками. Далее деление, рост и модификации клеток обеспечивает окончательное формирование объекта.
Также известны две технологии позиционирования печатающей головки:
Декартова, когда в конструкции используются три взаимно-перпендикулярные направляющие, вдоль каждой из которых двигается либо печатающая головка, либо основание модели.
При помощи трёх параллелограммов, когда три радиально-симметрично расположенных двигателя согласованно смещают основания трёх параллелограммов, прикреплённых к печатающей головке. Принцип действия относительно прост. Исходная 3D модель объекта (например, созданная в CAD-пакете или любом 3D-редакторе) делится специальным ПО на множество поперечных слоёв (slices), и затем аппарат «выпекает», с помощью ультрафиолетового лазера, каждый такой слой на подвижной платформе, погружаемой в ванну с фотополимеризующейся композицией (после формирования каждого слоя платформа погружается на высоту одного слоя, лазер принимается за запекание следующего слоя).
Стереолитографические аппараты (SLA) отличаются, с одной стороны, очень высокой точностью — толщина слоя может находиться в пределах 0,025–0,05 мм и при этом создавать достаточно крупные образцы (до 75 см по максимальному габариту), — с другой стороны, такие аппараты очень медлительны (скорость работы не превышает нескольких миллиметров в час), крайне громоздки, и к тому же дорогостоящи. Немалых денег стоят и расходные материалы: стоимость полимеров, используемых для такой печати, колеблется от 300 до 800 долларов за галлон (т. е. примерно за 4,5 литра).
Впрочем, дешёвых коммерческих 3D-принтеров на рынке пока что днём с огнём не сыщешь.
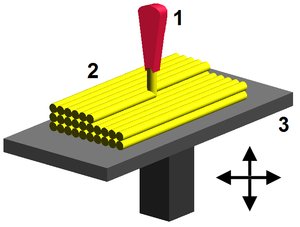
Вариациями на тему стереолитографии можно назвать технологии Solid Ground Curing («запекание сплошной поверхностью») и Fused Deposition Modelling. Вторая из них особенно напоминает «обычную» печать на струйном принтере: на поддерживающую платформу через специальное сопло подаётся тонкая нить разогретого термопластичного материала, который наносится вертикальными слоями с постепенным получением объёмной фигуры (см. иллюстрацию).
Материал твердеет практически сразу.
Принцип действия технологии Solid Ground Curing.
Если сравнивать стереолитографию и FDM, то первая однозначно выигрывает в степени точности: минимальная толщина слоя у FDM-машин составляет 0,12-0,17 мм. Зато FDM позволяют получать разноцветные прототипы, чем SL-аппараты похвастаться не могут.
В своё время, а именно, в 2006 году, Forbes обозначил FDM как наиболее популярный метод 3D печати, что, вероятнее всего, связано с его относительно невысокой ценой: модели начального уровня стоят меньше 20 тысяч долларов, а недавно компания Stratasys, выпускающая FDM-принтеры Dimension анонсировала «домашнюю» версию такого устройства с заявленной ценой ниже 15 тысяч долларов.
Ещё один метод «струйной» печати — Polyjet – разработан израильской фирмой Objet Geometries.
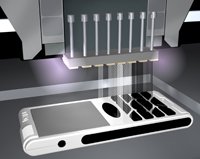
Принцип действия технологии Polyjet Matrix.
Принцип работы сходен с технологиями FDM, но только в качестве основного расходника применяется жидкий фотополимер, который послойно наносится на поддерживающую поверхность, а затем сразу же отверждается ультрафиолетовым светом. Принтеры Polyjet Eden могут печатать с точностью, определяемой минимальной толщиной слоя в 16 мкм (0,16 мм). Скорость работы — около 20 мм/час.
Также Objet Geometries разработали более, так сказать, прогрессивную технологию — Polyjet Matrix: при печати используются два различных фотополимера в заранее заданной комбинации: можно использовать два различных твердых материала, два различных эластичных и любую комбинацию с прозрачным материалом. Таким образом технический прототип, например, может иметь ту же фактуру, какая должна быть у конечной продукции.
Стоимость 3D принтеров — 60-100 тысяч долларов.
Стоит отметить, что именно разработки Objet использовались для создания многочисленных материальных образов Коралины из мультфильма «Коралина в стране кошмаров», - с помощью 3D-принтеров израильской компании удалось за несколько месяцев проделать ту же работу, которую десяток скульпторов делали бы вручную четыре года.

Прототип, напечатанный с помощью разработок Z Corporation.
Несколько лет назад Массачусетский технологический институт разработал, а компания Z Corporation коммерциализовала способ полноцветной печати: суть его заключается в склеивании порошка твердого материала - гипса, целлюлозы, керамики, крахмала и т. д. - компаундом, выдавливаемым из печатающей головки.
Толщина слоя получается около 0,1 мм, скорость работы — до 50 мм/час, что весьма и весьма немало, при этом, правда, получающиеся модели могут требовать определённой обработки закрепляющим составом или гибкими полимерами для обеспечения большей прочности или эластичности.
Но зато полноцветная трехмерная печать...
Не нужно особо богатого воображения, чтобы понять, насколько широкое применение могут найти (и находят) 3D-принтеры. Наиболее развитая область — быстрое прототипирование (или, точнее, быстрое создание прототипов — rapid prototyping). 3D-принтеры используются как подспорье в конструкторской работе в авиационной, машиностроительной и автомобильной промышленности, в медицине (для моделирования протезов или органов) и даже в ювелирной отрасли. Естественно, скульпторы и художники тоже к ним присматриваются, и чем дальше, тем активнее.
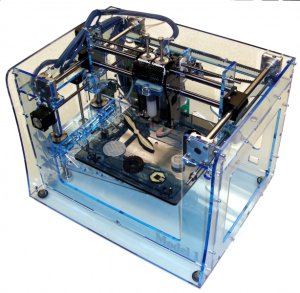
3D-принтер Fab@Home.
Ещё несколько лет назад выдвигались совершенно фантастические, казалось бы, идеи: дескать, по мере совершенствования технологий, с помощью 3D-принтеров удастся печатать целые микросхемы, и даже биологические ткани. Но это пока что остаётся, что называется, за гранью фантастики.
Так или иначе, широкому распространению этих устройств пока мешает их высокая цена: трехмерные модели базового уровня по-прежнему стоят от 15 тысяч долларов, то есть остаются в корпоративном ценовом диапазоне.
Пару лет назад пошли многочисленные слухи о скором падении цен на трёхмерную печать — так, что принтеры такого рода подешевеют раз в 10-20, а то и более, и станут доступны людям со средним достатком без особых хлопот.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
