

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 669.184
, ,
ПРОГНОЗИРОВАНИЕ ТЕПЛОВОГО СОСТОЯНИЯ РАСПЛАВА ПРИ КОВШОВОМ ВАКУУМИРОВАНИИ
На Нижнеднепровском трубопрокатном заводе в мартеновском цехе установлен комплекс для ковшового вакуумирования стали. Комплекс включает печь-ковш, машину скачивания шлака и вакуум-камеру. Вакуумная камера состоит из двух частей: нижней части камеры, утопленной в полу цеха, и крышки камеры. Крышка, установлена на транспортной тележке, которая передвигается между рабочей позицией и позицией паркования. Вакуумная камера выполнена в виде жесткой сварной конструкции. Для установки ковша в камеру имеется опорная конструкция с направляющими. Днище и стенки вакуумной камеры имеют внутри огнеупорную футеровку. Уплотнение между камерой и ее крышкой осуществляется по фланцу камеры. На крышке установлено шлюзовое устройство для вакуумного ввода легирующих, фурма для отбора проб и замера температуры при атмосферном давлении, а также смотровое стекло и телевизионная камера для наблюдения за ходом процесса вакуумирования. Под крышкой подвешен теплоизоляционный экран, имеющий огнеупорную футеровку. Он защищает крышку от металлических брызг и от термической нагрузки. В рабочем положении крышки экран ложится на кромку ковша. Для возможности проведения замеров, контроля процесса вакуумирования, ввода добавок в защитном экране имеется отверстие.
Выплавку стали производят в мартеновских печах. Выпуск выполняют в два 100 т ковша. Из первого ковша скачивают шлак, нагревают и доводят сталь по химсоставу на установке «печь-ковш», а затем выполняют вакуумную обработку. Перед началом вакуумирования и сразу по завершении производят замеры температуры и отборы проб. При необходимости во время вакуумной обработки могут вводиться добавки с целью корректировки химсостава. По ходу вакуумирования металл для перемешивания продувается аргоном через пористую пробку в днище ковша. Во время нагрева первого ковша на печи-ковше второй ковш утепляют специальной смесью и ставят на стенд у печи.
Целью вакуумной обработки является получение содержания водорода в металле не более 2 ppm [1]. Температура металла после вакуумной обработки перед подачей ковша на разливку должна находиться в жестких пределах ±15°C. Поэтому для экономии сырьевых и энергоресурсов необходимо закончить процесс вакуумирования до достижения определенной температуры. Таким образом, температура является фактором, ограничивающим длительность вакуумирования. Поскольку контролировать температуру металла по ходу процесса вакуумной обработки технически невозможно, поэтому очень важной является возможность прогнозирования температуры.
Потери теплоты металлом происходят вследствие излучения, продувки аргоном и присадки легирующих элементов.
При присадке легирующих материалов следует учитывать следующие изменения энтальпии стали, отнесенные к единице массы:
нагрев и плавление присадок, происходящее с затратой теплоты ΔНН; разложение интерметаллических соединений, имеющихся в сплавах, с выделением теплоты ΔHР; смешение расплавленной присадки с жидкой сталью, при этом теплота смешивания ΔHМ в случае образования идеального раствора равна нулю; если образующийся раствор не является идеальным, то может происходить как выделение (ΔHМ < 0), так и поглощение (ΔHМ > 0) теплоты при смешении; взаимодействие между легирующей присадкой и кислородом, растворенным в стали, с выделением теплоты реакции ΔHВ.Если в стальной расплав вводится Х% сплава, а с – удельная теплоемкость стали, то изменение температуры расплавленной стали при легировании.
 (1)
(1)
В литературе [1, 2] приводятся расчетные данные, которые позволяют оценить изменение температуры жидкой стали при введении в нее 1% легирующего элемента. Поскольку масса металла в ковше составляет приблизительно 100 т и известны типы добавок, то выражение, определяющее падение температуры от массы вводимых добавок будет иметь вид:
ΔТДОБ = – 0,003 mAl – 0,05 mC – 0,02 mFeCr – 0,016 mFeMn – 0,005 mFeSi –
– 0,025 mCaO – 0,02 mCaF2 – 0,02 mSiMn – 0,027 mSiCa – 0,0215 mFeTi, (2)
где mi – масса вводимой добавки, кг.
В выражении приведены значения коэффициентов только для вводимых при вакуумировании добавок.
Анализ показал, что введение добавок по ходу процесса вакуумирования вызывает падение температуры на 1…7°С.
При расчете тепловых потерь, вызываемых продувкой аргоном необходимо сначала определить, до какой температуры нагреется газ при прохождении через слой металла толщиной 3,3 м с температурой 1600°С.
Повышение температуры газа, инжектированного в расплав, происходит достаточно быстро. Температуру нагрева газа в сферическом пузыре можно определить из решения уравнения теплоотдачи [3]
![]() , (3)
, (3)
где ρГ – плотность газа при постоянном давлении, кг/м3;
сГ – удельная теплоемкость газа, кДж/(кг град) ;
VП и SП – соответственно объем и площадь поверхности пузыря, м3 и м2;
Т – температура газа в пузыре, °С;
ТМ – температура расплава, °С;
hC – коэффициент теплоотдачи от расплава к газу, Вт/(м2 град). В [4] приведена кривая зависимости коэффициента теплоотдачи от диаметра пузырей аргона, поднимающихся в расплаве при температуре 1600°С.
Интегрируя это выражение в пределах Т = ТНП при τ = 0 и Т = Тt при τ = t, получили
 , (4)
, (4)
где ТНП – начальная температура газа в пузыре;
Tt – температура газа в пузыре в момент времени t.
Для сферического пузыря его объем можно вычислить по формуле [5]
![]() , (5)
, (5)
а площадь
![]() , (6)
, (6)
где DП – радиус пузыря, м.
Время прогрева пузыря в значительной степени зависит от плотности газа в пузыре, которая в данных условиях будет определяться температурой газа в пузыре и внешним давлением. В полости пузыря аргона давление PП определяется статическим давлением металла, шлака и давлением над расплавом [6]
PП ≅ PАТ + PМ + PШ, (7)
где PAT – давление над металлом, Па;
PМ = ρM ⋅ g ⋅ HM – давление, создаваемое слоем металла толщиной HM с плотностью ρM, Па;
PШ = ρШ ⋅ g ⋅ HШ – давление, создаваемое слоем шлака толщиной HШ с плотностью ρШ, Па;
g – ускорение свободного падения, м/с2.
Поэтому для аргона, продуваемого через пористую вставку в днище ковша, плотность газа в образующемся пузырьке при постоянном объеме согласно уравнению состояния идеального газа будет определяться как
 (8)
(8)
где Р0 = 101325 Па – атмосферное давление при н. у.;
T0 = 273 К – температура газа при н. у.;
T – температура газа в пузыре, К.
![]() = 1,784 кг/м3 – плотность аргона при н. у.
= 1,784 кг/м3 – плотность аргона при н. у.
Поскольку толщина слоя шлака в ковше по ходу внепечной обработки не превышает 3% от общей толщины расплава, а плотность шлака..., то в расчетах давлением, которое оказывает шлак, можно пренебречь.
Размеры пузырей на выходе из продувочного блока связаны со скоростью истечения (расходом) газа, диаметром поры, физическими свойствами газа и металла. Полученная на основе волновой теории образования пузырей [7] формула имеет вид
 (9)
(9)
где d – диаметр поры, м;
CD – коэффициент сопротивления, CD ≈ 1;
β – угол наклона стенки (днища ковша) к горизонту, при донной продувке β = 0°;
ρM = 7000 кг/м3, плотность жидкой стали, кг/м3;
ρГ – плотность газа в данных условиях, кг/м3;
K – критерий Казанцева, который вычисляется по формуле
 . (10)
. (10)
где W – скорость истечения газа из продувочного блока, которую можно определить как
 , (11)
, (11)
S – площадь сечений отверстий продувочного блока, м2.
QМ – массовый расход газа, кг/с.
Массовый расход определяется плотностью газа ρ0 при нормальных условиях и объемным расходом QО
QM = QO ρ0. (12)
Подставляя значения K в формулу (9) и пренебрегая плотностью газа по отношению к плотности металла, получаем
![]() . (13)
. (13)
Результаты расчетов диаметров формирующихся пузырей при диаметре поры 0,8 мм для расхода аргона на продувку от 20 до 500 л/мин и давлений 300 Па и 0,1 МПа представлены на рис. 1.
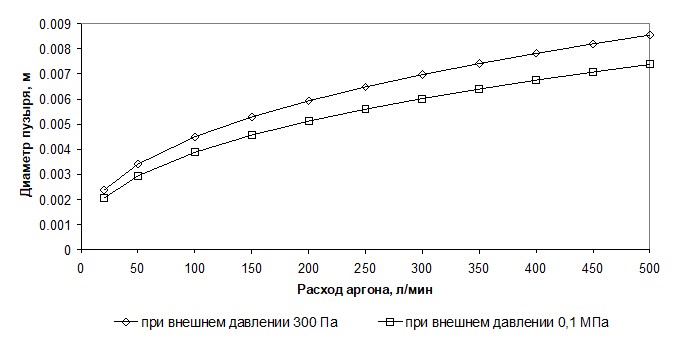
Рис. 1. Зависимость диаметров образующихся пузырей
от расхода аргона на продувку
Определим, за какое время пребывания в расплаве пузырь аргона прогреется до температуры металла. Предположим, что при давлении в вакуум-камере 300 Па и расходе аргона 500 л/мин образовался пузырь диаметром 8,6 мм и температурой газа 20°С. Используя формулу (4), рассчитаем за какое время пузырь прогреется до температуры расплава. Для расчетов примем удельную теплоемкость аргона сГ равной 0,523 кДж/(кг град) или 0,932 кДж/(м3 град) [8], а коэффициент теплоотдачи от расплава к газу hC для пузыря аргона диаметром 8,6 мм из [4] 41 Вт/(м2 град). На рис. 2 представлен график изменения температуры газа в пузыре, помещенного в расплав.
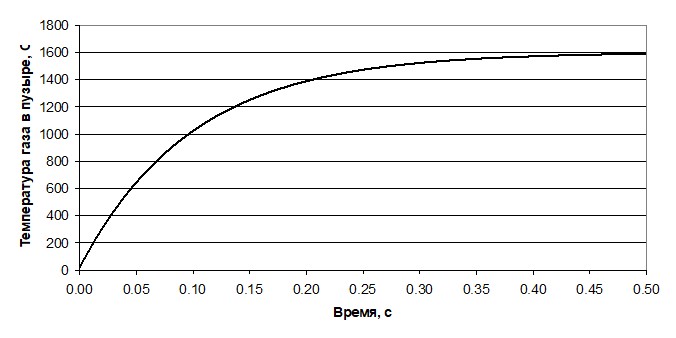
Рис. 2. График прогрева пузыря аргона диаметром 8,6 мм
Согласно полученным результатам вычислений, с погрешностью расчетов не более 1% можно утверждать, что в данных условиях пузырь аргона прогреется от температуры 20°С до температуры 1600°С не более, чем за 0,5 с. По данным [3] во время формирования пузыри могут прогреваться до температуры 800 К, а значит и время прогрева будет значительно меньше. Определим при данных условиях, на какую высоту поднимется пузырь за время прогрева 0,5 с.
Для сферического пузыря в [9] приводится формула скорости всплытия пузыря
 , (14)
, (14)
согласно которой скорость всплывания пузырей в зависимости от величины их диаметра находится в пределах от 0,26 до 0,51 м/с.
Таким образом, поднимаясь со скоростью 0,51 м/с за время 0,5 с пузырек с отрывным диаметром 8,6 мм поднимется на высоту 0,25 м. По данным [10] скорость подъема пузыря аргона в потоке может достигать 1 м/с. В таком случае, он успеет подняться на высоту 0,51 м. Т. е. в любом случае к моменту достижения поверхности металла пузырь аргона будет иметь температуру расплава.
Рассчитать потери тепла на нагрев инертного газа и определить вызванное этим снижение температуры стали можно, используя уравнение [8]
![]() (15)
(15)
где ΔТМ – изменение температуры металла;
ΔТГ – изменение температуры газа;
VГ – объем газа, м3;
![]() – масса расплава, кг;
– масса расплава, кг;
![]() кДж/(кг град) – удельная теплоемкость расплава.
кДж/(кг град) – удельная теплоемкость расплава.
Тогда расчетное снижение температуры при вводе в 100 т расплава 1 мі аргона с начальной температурой 20 єС согласно выражению (15) составит ![]() = 0,018 °С. Поскольку при вакуумировании в нормальном режиме на продувку идет до 5 мі, то падение температуры расплава на нагрев аргона не будет превышать 0,1 єС.
= 0,018 °С. Поскольку при вакуумировании в нормальном режиме на продувку идет до 5 мі, то падение температуры расплава на нагрев аргона не будет превышать 0,1 єС.
Приведенные расчеты показывают, что потери теплоты на нагрев аргона незначительны и ими можно пренебречь.
При статистическом анализе обработанных на вакууматоре ковшей были отобраны первые ковши с одним и тем же временем вакуумирования и различными значениями расхода аргона. Установить зависимость между расходом аргона и падением температуры при вакуумировании не удалось (рис. 3).
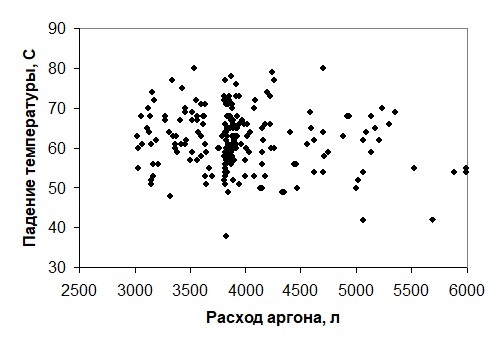
Рис. 1. Поле корреляции между расходом аргона на обработку ковша и падением температуры
Наибольшее количество потерь тепла металлом происходит за счет излучения с поверхности расплава. Во время вакуумирования часть поверхности металла покрыта шлаком. Доля покрытой шлаком поверхности зависит от режима вакуумирования и интенсивности продувки металла аргоном. Кроме того, во время вакуумной обработки ковш накрыт защитным футерованным экраном, который аккумулирует теплоту. Также определенная часть теплоты идет на прогрев футеровки ковша. Поэтому определение суммарных тепловых потерь расчетным путем вызывает затруднение.
Из практических наблюдений известно, что скорость остывания металла по ходу вакуумирования в первом ковше выше, чем скорость остывания металла во втором ковше, поскольку значительная часть тепловой энергии аккумулируется защитным экраном и крышкой вакуум-камеры. Поскольку, по результатам статистического анализа среднее время между окончанием обработки 1-го ковша и началом обработки 2-го ковша составляет около 50 мин, то, очевидно, что температура защитного экрана будет оказывать определенное влияние на тепловые потери при обработке 2-го ковша. Этот вывод подтверждает анализ периодичности вакуумной обработки плавок. Минимальное время между окончанием обработки 2-го ковша предыдущей плавки и 1-го ковша следующей составило 26 мин, т. е. 1-й ковш следующей обработки вакуумировался в «горячей» вакуум-камере, а значит, были меньше и тепловые потери. При этом, в ходе промышленного эксперимента установлено, что время остывания крышки и защитного экрана составляет примерно 8 часов. Для исключения влияния температуры экрана на тепловые потери при вакуумировании были отобраны данные о плавках, в которых первые ковши обрабатывались не менее чем через 8 часов после окончания предыдущей обработки. Для отобранных ковшей были определены введенные добавки и рассчитаны по формуле (2) поправки на температуру ΔТД. Полученные данные были аппроксимированы линейным уравнением [11] ДT = a⋅t + b. Выполненная по критерию Стьюдента проверка степени влияния коэффициентов регрессионного уравнения на выходную величину показала, что коэффициент b незначим. Поэтому было принято уравнение вида ДT = a⋅t. Достоверность аппроксимации составила 0,712. На рис. 2 приведены исходные данные и регрессионное уравнение.
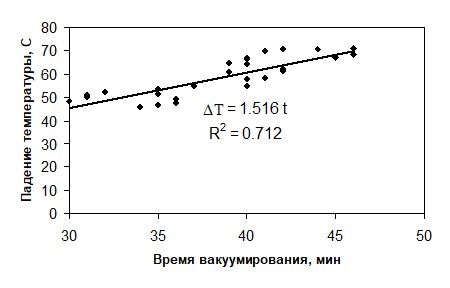
Рис. 2. Зависимость падения температуры расплава
от времени вакуумной обработки
В результате получено уравнение, описывающее зависимость падения температуры расплава от времени его вакуумирования и количества введенных добавок
ДT = 1,52⋅t + ΔТД. (16)
Полученное уравнение тепловых потерь, учитывающее влияния вводимых добавок, при вакуумировании позволит прогнозировать изменение температуры по ходу вакуумной обработки. Для более полного прогноза падения температуры расплава при вакуумировании также следует учитывать влияние начальной температуры защитного экрана на тепловые потерь.
Библиографический список
, , и др. / Динамика поведения концентрации водорода при вакуумировании колесной стали // Металлургическая и горнорудная промышленность. 1998. № 4. С. 15 – 17. Внепечная обработка стали: Учеб. пособие / , , . – К.: УМК ВО, 1988. – 52 с. , Яковлев -химия в металлургии. (Термодинамика. Гидродинамика. Кинетика): Учебное пособие для вузов. – М.: МИСИС, 2001. – 320 с. Аргон в металлургии. Перев. с немецк. – М.: Металлургия, 1971. – 120 с. , Мордкович : Справ. материалы: Кн. для учащихся. – М.: Просвещение, 1988. – 416 с. Мастрюков металлургических процессов: Учебник для вузов. – М.: МИСИС, 1996. – 268 с. Охотский процессы в сталеплавильных системах. // Вестник Приазовского государственного технического университета. – 1999. – №7. – С. 40-51. , , Вишкарев обработка стали: Учебник для вузов. – М.: МИСИС, 1995. – 256 с. Касаткин процессы и аппараты химической технологии. – М.: «Химия»,1973. – 752 с. Величко и практика внепечной обработки металла: Учеб. пособие. – Днепропетровск: ГМетАУ, 1998. – 103 с. бработка сигналов: цифровая обработка дискретизированных сигналов. Учебник. Под ред. проф. – К.: Либiдь, 1995. – 320 с.