
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Теоретический материал. Модуль 4
16. Обработка деталей на токарных станках
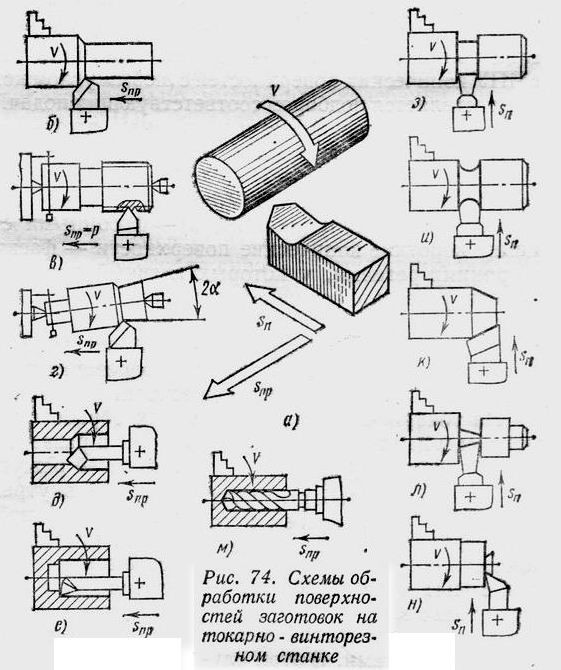
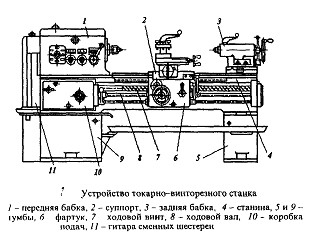
Токарные станки. Токарные станки являются самой многочисленной группой оборудования, встречаются на самых различных предприятиях и организациях (составляют до 30% оборудования). Объясняется это широким спектром работ, которые можно осуществлять на этих станках и преобладанием деталей вращения в машинах и механизмах. Это самый древний тип станка. Основные элементы станка: станина, передняя бабка, задняя бабка, суппорт, ходовой винт.
Основной вид инструментов: резцы про-ходные, подрезные, отрезные, упорные, оснащенные плас-тинками твёрдого сплава с напайкой или механическим креплением, а также СМП с механическим креплением.
На токарных станках выполняют обточку наружных (б) и внутренних (д, е) цилиндрических и конических (г, к) поверхностей, прорезку канавок (з, и), нарезание резьбы резцом (в), сверление отверстий (м) при установке сверла в заднюю бабку.
Кроме токарных выпускаются токарно-револьверные станки, у которых вместо задней бабки устанавливается револьверная (поворотная) головка, несущая 6 и более инструментов для обработки отверстий.
17. Обработка на сверлильных и расточных станках
Под сверлением понимают метод получения отверстий в сплошном материале с помощью особых инструментов - свёрл. Деталь при этом неподвижна, главное движение – вращение сверла.
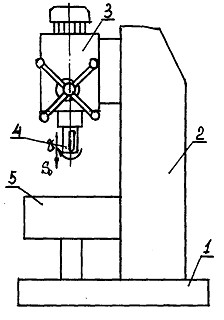
Наиболее широко распространены вертикальные сверлильные станки. На фундаментной плите 1 монтируется колонна 2. Рядом устанавливают стол 5. Вверху сверлильная головка 3 (бабка) несёт выдвижной шпиндель 4, в котором и крепится режущий инструмент. Деталь устанавливается и закрепляется неподвижно на столе 5.
В качестве режущих инструментов используют:
Свёрла диаметром ∅1-40 мм; их изготавливают из быстрорежущих сталей и твёрдых сплавов для получения отверстий в сплошном металле.
Зенкеры – используются для увеличения диаметра уже имеющего в заготовке или просверленного отверстия, изготавливаются цельными ∅6-30 и насадными ∅20-120 мм; имеют от 3х до 6-ти зубьев.
Развёртки – многозубый инструмент для чистовой обработки высокоточных отверстий ∅10-120 (Z=4-12) по 7-8 квалитету. Развёртки малого диаметра (до ∅20-80) изготавливают цельными с хвостовиком, а большого – насадные с отверстием. Материал развёрток - быстрорежущие стали и твёрдые сплавы.
Метчики – инструменты для нарезания резьбы в отверстиях сравнительно небольшого размера M4-M24.
18. Обработка деталей на фрезерных станках
Фрезерование – это универсальный и производительный способ предварительной и чистовой обработки горизонтальных, вертикальных и наклонных плоскостей, уступов, фасонных поверхностей и пазов различного профиля многозубым металлорежущим инструментом – фрезой. Для фрезерования характерно непрерывное главное движение резания – вращение инструмента вокруг своей оси и поступательное движение подачи заготовок.
Чаще всего фрезерование применяется для обработки плоских поверхностей. Открытые плоскости больших размеров обрабатывают обычно торцовыми фрезами на вертикально - и продольно-фрезерных станках. Для обработки относительно нешироких плоскостей используют цилиндрических и дисковые фрезы на горизонтально-фрезерных станках.
Режущий инструмент весьма многообразен и определяется видом производимых работ: а) фрезерование плоскости цилиндрической фрезой; б) фрезерование плоскости торцовой фрезой; в) фрезерование уступа дисковой фрезой; г) фрезерование паза дисковой фрезой; д) прорезание канавки пазовой фрезой; е) фрезерование уступа концевой фрезой; ж)фрезерование паза концевой фрезой; з) прорезание угловой канавки угловой фрезой; и, к) фрезерование фасонной поверхности фасонной фрезой.
Конструкции фрезерных станков весьма разнообразны. Наиболее часто встречаются следующие типы этих станков: 1) горизонтально-фрезерные с горизонтальной осью шпинделя; 2) вертикально-фрезерные, ось шпинделя расположена вертикально.
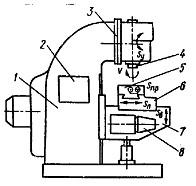
Вертикально-фрезерные станки состоят из массивной станины 1 Г-образного вида в верхней части которой крепится поворотная шпиндельная головка (бабка) 3. Фрезы торцевые, концевые закрепляются в шпинделе 4 и получают вращение вокруг своей оси со скоростью резания vр. Деталь устанавливается на стол станка 5, перемещающийся по направляющим салазок 6 с продольной подачей Sпр. Салазки 6 перемещаются в поперечном направлении по направляющим консоли 7 от электродвигателя 8.
19. Абразивная обработка на шлифовальных станках
Шлифованием называют процесс обработки заготовок резанием абразивными кругами. Каждое зерно при работе срезает тонкую серповидную стружку, оставляя след в виде царапины. Вращаясь с большой скоростью (до 50 м/с), шлифовальный круг срезает с поверхности заготовки очень большое количество стружек (до 100 млн за 1 мин). Этим самым достигается высокая точность (6-7 кв) и низкая шероховатость (Ra 0,1-1 мкм).
Шлифовальные круги работают при больших скоростях резания (30-50 м/с). Процесс резания каждым зерном осуществляется почти мгновенно. В зоне резания выделяется большое количество теплоты. Мелкие частицы (стружка) обрабатываемого материала разогреваются и, сгорая, образуют пучок искр, вылетающих из зоны обработки.
Шлифование является чистовым и отделочным методом обработки, позволяющим получить наивысшую точность обработки деталей и качество поверхности. Этому методу подвергаются любые материалы, а для закалённых сталей – это единственный метод обработки после закалки. Парк станков для абразивной обработки достигает 20% общего станочного парка, а в подшипниковой и некоторых других отраслях промышленности – 60%.
Наиболее часто встречается шлифование наружных плоских и цилиндрических поверхностей, а также внутренних цилиндрических поверхностей.

Шлифование выполняется за большое число проходов, поперечная подача круга на глубину (Sв или Sп) осуществляется по 0,002-0,005 мм за продольный ход (Sпр). Процесс выполняется достаточно медленно. Кроме того, абразивный круг постоянно изнаши-вается, и его надо править, т. е. восстанавливать режущую способность. Правка выполняется прямо на станке алмазным карандашом.
Наибольшее распространение получили кругло-шлифовальные, внутри-шлифовальные, плоскошлифовальные, бесцентро-шлифовальные, заточные, а также специализированные станки. Абразивные инструменты различают по геометрической форме: плоские параллельные (ПП), плоские с двойной выточкой (ПВД), чашка цилиндрическая (ЧЦ), чашка коническая (ЧК) и др.
20. Упрочняюще-чистовые методы обработки
Основное назначение обработки поверхностным пластическим деформированием (ППД) – снижение параметра шероховатости до Ra= 0,04-0,16 мкм. Дополнительным эффектом является упрочнение поверхностного слоя материала детали (повышение твёрдость и возникновение сжимающих остаточных напряжений). Этот метод отличается высокой производитель-ностью, рабочие инструменты сравнительно просты, а обработка осуществляется на обычных универсальных станках.
Все способы обработки ППД разделяются на две группы: 1) способы выглаживания (между инструментом и заготовкой имеет место трение скольжения); и 2) способы накатыания (между инструментом и заготовкой имеет место трение качения).
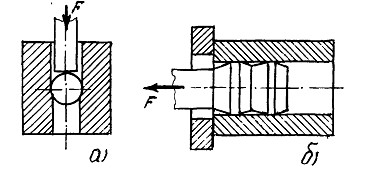
К способам выглаживания относится дорнование (калибрование). Осуществляется шариком, выглаживающей протяжкой или прошивкой, которую называют дорном. Основным параметром процесса является натяг N= Dи - Dд, где Dи >Dд, который может меняться от 0,01 до 0,1 мм. Но калибрование шариком имеет недостаток – малую стойкость шариков из-за малой площади контакта. Более стойкими являются дорны с калибрующими поясками и имеющими как один, так и несколько зубьев.
Наружные и внутренние поверхности подвергают операции алмазного выглаживания. Алмазная вставка на инструменте имеет радиус скругления от 1 до 3,5 мм. Подача инструменту сообщается небольшая (S=0,02-0,06 мм/об), но значительная скорость скольжения от 30-80 м/мин до 200-280 м/мин обеспечивает достаточно высокую производительность.
Обкатывание, раскатывание и накатывание поверхностей осуществляется как шариком, так и роликами. Данным способом можно обрабатывать как цилиндрические, так и плоские поверхности, а иногда канавки, галтели. Подачу назначают в пределах от 0,05 до 0,5 мм/об в зависимости от радиуса скругления ролика (больше, чем для шарика). Скорость же обработки достигает 150 м/мин. Радиальная сила прижима от 2-3 до100-200 кН.
