

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
После испытания образцы выдерживают на воздухе при температуре (20 ± 2) °С в течение 2 ч и осматривают внешний вид и цвет покрытия. Допускается незначительное изменение цвета покрытия.
Таблица 1.
№ | Наименование показателя | Норма для эмали | Метод испытания | |
Высший сорт | Первый сорт | |||
1 | Стойкость покрытия при температуре (20 красной, вишневой, черной остальных цветов | 10 10 | 2 2 | По ГОСТ 9.403 |
2 | Стойкость покрытия к статическому воздействию 0,5 %-ного раствора моющего средства, мин, не менее | 15 | 15 | По ГОСТ 9.403 |
3 | Стойкость покрытия при температуре (20 | 24 | 24 | По ГОСТ 9.403 |
Изменения, происшедшие с образцами (изменение блеска, изменение оттенка, побеление пленки, появление пузырей, отслаивание, сморщивание пленки, коррозия, время, через которое снова восстанавливается блеск или оттенок и т. п.), фиксируют.
Изменения покрытия определяют визуально. При осмотре сравнивают испытуемый образец с контрольным, применяя при необходимости лупу 4х увеличения.
Лабораторная РАБОТА № 4
ЭСТРУЗИЯ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ
Цель работы: определение основных технологических параметров процесса экструзии, получение навыков работы наэкструзионном оборудовании и выявление закономерностей влияния технологических параметров экструзии на свойства и качество отформованных изделий.
Материалы: полиэтилен низкой и высокой плотности
Методические указания
Экструзия - метод формования изделий путем непрерывного или периодического выдавливания пластичного материала через канал формующего инструмента - головки, конфигурация поперечного сечения которого определяет профиль изделия (труба, пруток и др.). При экструзии термопластов фиксация формы выходящего изделия достигается охлаждением расплава ниже температуры стеклования или кристаллизации.
Непрерывное выдавливание осуществляют на экструдерах шнекового типа - червячных прессах, или шнекмашинах; периодическое - на машинах поршневого типа.
В производстве различного рода длинномерных изделий из термопластов используют преимущественно шнековые экструдеры.
Непосредственно перед пуском экструдера необходимо проверить:
- наличие электроэнергии с параметрами, необходимыми для работы (проверяется по приборам заводской сети);
- наличие смазки во всех узлах экструдера;
- наличие заземления экструдера;
- обесточенность всех систем теплового контроля и электропривода экструдера;
- состояние внутренней поверхности корпуса экструдера и наружной поверхности шнека визуальным контролем;
- крепление всех узлов и деталей экструдера;
- прижатие нагревателей к обогреваемому корпусу. Необходимо исключить воздушный зазор между нагревателем и корпусом;
- плавность (без рывков и заеданий) вращения электродвигателей проворачивая вращающие части вручную;
- плавность (без рывков и заеданий) вращения шнека, проворачивая в ручную муфту электродвигателя, чтобы шнек совершил три – четыре оборота.
Принцип работы экструдера
Протянуть резьбовые соединения: фланцев экструдера, редуктора, крепления электродвигателя. При условии плавного вращения шнека без рывков и заеданий включить электродвигатель привода экструдера на минимальную частоту вращения на время не более 10 секунд и проверить направление вращения шнека. Шнек должен вращаться по направлению часовой стрелки, если смотреть со стороны где крепится фильера на материальный цилиндр экструдера. После этого вынуть шнек из шпоночного соединения и обкатать экструдер на холостом ходу в течении одного часа. После завершения обкатки экструдера на холостом ходу извлекается шнек из корпуса экструдера. С поверхности шнека, из корпуса экструдера и зоны загрузки удаляется смазка.
Обкатка экструдера под нагрузкой производится в последовательности:
- проверка уровня масла в редукторе;
- включение «Системы контроля и регулирования температуры», установка на приборах значения рабочих температур тепловых зон. При достижении заданных значений температуры по зонам и выдержке при этих температурах не менее одного часа производится протяжка соединений, которые могут ослабнуть от изменения температур (болтовые соединения корпуса экструдера, головки, фланцевые соединения деталей);
- включение электродвигателя привода экструдера на минимальную частоту вращения;
- произведение подачи материала в зону загрузки экструдера небольшими порциями до появления расплава на выходе головки. По мере появления расплава на выходе из головки частоту вращения шнека увеличивают, зона загрузки заполняется полностью полимерным материалом, при этом ток электродвигателя привода экструдера не должен быть более номинального значения.
Производится обкатка экструдера под нагрузкой в течение не менее одного часа. В процессе обкатки экструдера под нагрузкой проверяется :
- плавность вращения шнека и плавность регулирования частоты вращения шнека (не должно быть заеданий шнека в корпусе экструдера, дребезжания, рывков);
- работоспособность пульта управления электроприводом;
- работоспособность системы контроля и регулирования температуры, электронагревателей и вентиляторов в режиме разогрева и регулирования температуры;
- герметичность соединений и уплотнений.
После завершения обкатки экструдера под нагрузкой производятся следующие операции:
- прекращается подача перерабатываемого материала в зону загрузки экструдера;
- вырабатывается весь материал, находящийся в корпусе экструдера;
- отключается система контроля и регулирования температуры;
- отключается все электрооборудование;
- рабочие поверхности шнека, головки, корпуса экструдера и зоны загрузки, очищаются от остатков расплава в нагретом состоянии;
- производится осмотр узлов. Обнаруженные дефекты устраняются.
Предосторожности:
- не разрешается проталкивать материал к вращающемуся шнеку;
- чистку цилиндра, шнека и всех соприкасающихся с расплавом деталей производить только латунным или медным инструментом;
- в случае отключения экструдера, при наличии материала в цилиндре, включение электродвигателя привода производить после нагрева цилиндра до рабочей температуры и выдержки при этой температуре не менее одного часа.
После наладки экструдера оформляется протокол наладки. Ввод экструдера в эксплуатацию разрешается только после полного окончания всех монтажных и наладочных работ, при наличии актов ревизии электрооборудования, протоколов наладки.
В процессе экструзии гранулированный полимерный материал из бункера машины попадает в межвитковое пространство вращающегося шнека и перемещается им в направлении формообразующей головки, вследствие большей силы трения между материалом и внутренней поверхностью цилиндра экструдера по сравнению с силой трения между материалом и поверхностью шнека. При движении вдоль цилиндра экструдера материал уплотняется, постепенно нагревается от стенок цилиндра и за счет тепла, выделяющегося под действием внешнего и внутреннего трения, и переходит
в вязкотекучее состояние.
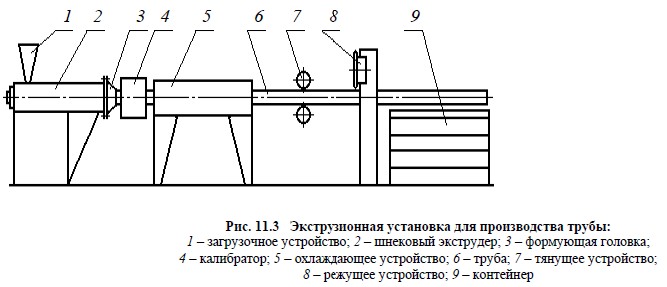
Рис. 1 Экструзионная установка для производства трубы:
Загрузочное устройство; 2- шнековый экструдер ; 3- формирующая головка; 4 – калибратор; 5- охлаждающее устройство; 6- труба; 7- тянущее устройство; 8- режущее устройство; 9- контейнерДавление в материале, находящемся в цилиндре экструдера, постепенно увеличивается от зоны загрузки к выходу из канала шнека. Если процесс осуществляется в изотермических условиях, а винтовой канал шнека имеет неизменный шаг и глубину, объемная производительность экструдера Q зависит от частоты вращения шнека п, перепада давления по длине шнека Др и эффективной вязкости з расплава полимера. Величина Q (в м3/с) определяется суммой прямого, обратного потоков и потока утечки (1):

(1)
где зк, зз - эффективная вязкость расплава в винтовом канале шнека и в зазоре между гребнем шнека и внутренней поверхностью цилиндра, б, в, и г - константы соответственно прямого (вынужденного), обратного (противодавления) потоков и потока утечки, рассчитываемые по формулам (2, 3, 4):
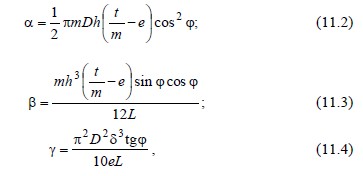 (2, 3, 4)
(2, 3, 4)
где т - число заходов шнека; t - шаг нарезки, м; h - глубина нарезки, м; D - диаметр шнека, м; д - зазор, м; ϕ – угол подъема винтовой линии; e - ширина гребня, м; L - длина нарезной части червяка, м.
Давление в формообразующей головке, объемная производительность экструдера, коэффициент сопротивления головки k и эффективная вязкость расплава полимера, находящегося в головке, связаны между собой зависимостью (5):
![]() (5)
(5)
На рис. 2 показаны типичные характеристики червяка 1 и головки 2, являющиеся графической интерпретацией уравнений. Точки пересечения характеристических кривых определяют режимы работы экструдера в паре с головкой, имеющей заданные размеры формообразующего канала.
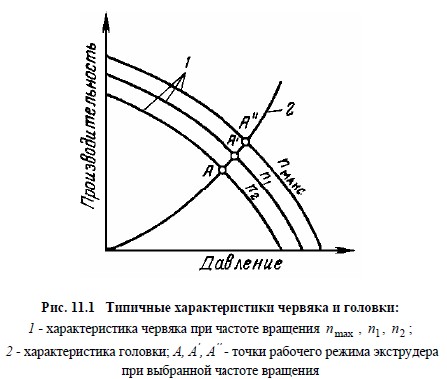
Рис. 2 Типичные характеристики червяка и головки
Характеристика червяка при частоте вращения nmax, n1 ,n2 Характеристика головки А, А,, А,, - точки рабочего режима экструдера при выбранной частоте вращенияКонтрольные вопросы
1 Перечислите технологические параметры процесса экструзии.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
