

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Сварочный Аппарат Инверторный (САИ) – предназначен для ручной электродуговой сварки (Сварка электродами - это самый распространенный вид сварки).
Принцип работы инверторного сварочного аппарата.
Принцип работы сварочного аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция высокочастотного напряжения.
Проще говоря, сетевое (переменное) напряжение и ток преобразуются в высокий сварной постоянный ток и невысокое сварное напряжение. Инверторный сварочный аппарат дает идеальные выходные характеристики для любого способа сварки.
Модель | САИ 140 | САИ 160 | САИ 190 | САИ 220 | САИ 250 |
Диапазон рабочего напряжения, В | НОВЫЕ 220 (+10%; -30%) (от 242В до 154В) СТАРЫЕ 220 (+10%; -10%) (от 242В до 198В) Смотреть в паспорте!!! | ||||
Максимальный потребляемый ток, А | 20 | 22 | 25 | 30 | 35 |
Максимальна мощность, Вт | 4400 | 4840 | 5500 | 6600 | 7700 |
Напряжение холостого хода, В | 75 | 80 | 80 | 80 | 80 |
Напряжение дуги, В | 25 | 26 | 27 | 28 | 29 |
Диапазон регулирования сварочного тока, А | 10-140 | 10-160 | 10-190 | 10-220 | 10-250 |
Продолжительность включения, % | НОВЫЕ 70% 140А СТАРЫЕ 40% 140 А | НОВЫЕ 70% 160А СТАРЫЕ 40% 160 А | НОВЫЕ 70% 190А СТАРЫЕ 40% 190 А | НОВЫЕ 70% 220А СТАРЫЕ 40% 220 А | НОВЫЕ 70% 250А СТАРЫЕ 40% 250 А |
Максимальный диаметр электрода, мм | 3,2 | 4 | 5 | 5 | 6 |
Класс защиты | IP21 | ||||
Масса, кг | 4,3 | 4,5 | 4,7 | 4,9 | 5 |
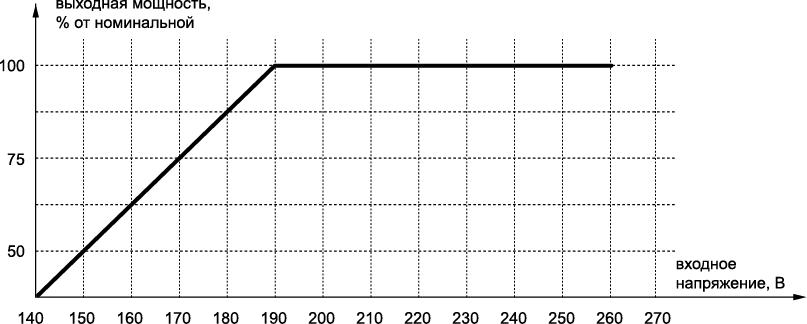
ПОМНИ!!! Паспортные характеристики сварочный аппарат сможет выдать при напряжении в сети 220В (+10%; -10%). Если напряжение в сети ниже, то рекомендуется брать аппарат с запасом сварочного тока. Например: 1. клиент хочет работать электродом 3мм, напряжение в сети 220В (+10%; -10%), предлагаем САИ 160. 2. клиент хочет работать электродом 3мм, но напряжение в сети 180В, советуем САИ 190.
Устройство САИ
Включает в себя сварочный аппарат, на передней панели которого расположен:
регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода. Смотри таблицу ниже. силовые разъемы для подключения сварочных кабелей. В силовые разъемы подключаются, соответственно, на минус кабель который идет на массу (свариваемую деталь), на плюс кабель, зажим которого держит электрод. индикаторы «сеть». Индикатор сеть загорается при включении прибора. индикатор «перегрев». Индикатор перегрев загорается на несколько секунд при включении САИ (в это время аппаратом не получится варить, т. к. плата должна охладиться до нужной температуры) и при перегревании прибора и выключается после его остывания до рабочей температуры. Аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях не оснащенных защитой.Величина тока сварки в зависимости от диаметра электрода.
Диаметр электродов (мм) | Ток (А) |
1,6 | 25-50 |
2 | 50-70 |
2,5 | 60-90 |
3,2 | 90-140 |
4 | 130-190 |
5 | 160-220 |
6 | 200-300 |
Защита от перегрева. Аппарат имеет защиту от перегрева - в случае срабатывания защиты (загорится желтая лампочка на передней панели) НЕ выключайте аппарат и НЕ отключайте его от сети, а просто ждем когда 2 кулера охладят плату. После этого можно работать. Для примера, САИ 160 электродом 4 мм, при температуре окружающей среды +13 градусов мы варили 12 минут с остановками на замену электрода. Защита не сработала.
Горячий старт (HOT START). Для обеспечения лучшего поджига дуги в начале сварки, инвертор РЕСАНТА производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех САИ РЕСАНТА.
Антизалипание (ANTI STICK). При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все САИ РЕСАНТА оснащены данной функцией
MOSFET (мосфет) и IGBT (ай джи би ти) – в чем разница?
В настоящее время на рынке присутствуют сразу две технологии производства инверторных сварочных аппаратов – MOSFET и IGBT. MOSFET – это технология примерно 60-х годов, поэтому данные инверторы называют аппаратами первого поколения. IGBT – технология более современная, имеет множество преимуществ по сравнению с MOSFET. Все без исключения инверторы РЕСАНТА изготовлены на IGBT-транзисторах.
В чем именно заключаются преимущества IGBT? Для начала - эти инверторы экономичнее. В Европе, где действуют очень жесткие нормативы по энергопотреблению, MOSFET уже вышли из употребления, уступив IGBT. Пониженное потребление энергии также означает, что для работы инверторов IGBT нужны менее мощные генераторы. (Смотри приложение №1)
Аппараты IGBT компактнее – у них всего одна плата с транзисторами. У MOSFET таких плат три, располагаются они горизонтально, одна над другой, и на них быстро накапливается пыль в больших количествах, что может привести к пробою. У IGBT плата расположена вертикально, пыль на ней не оседает.
Также в технологии IGBT используется меньшее количество транзисторов по сравнению с платой Mosfet, что позволяет установить дополнительный кулер на плату. Если на плате Mosfet выходит из строя один транзистор, то по цепочке выгорают все 8-12 штук, стоимость одного транзистора в среднем 350 рублей (т. е. ремонт может обойтись от 3000р до 4000р). На плате IGBT стоят 4-6 транзистора (у РЕСАНТЫ 4 транзистора) и если выходит из строя, то только один транзистор (особенность конструкции).
У IGBT-транзисторов температура срабатывания термозащиты 90 °С, а у MOSFET – всего 60 °С. Кстати, эта особенность, а также более эффективная вентиляция напрямую влияют на производительность – ведь от них зависит один из наиболее важных для любого инвертора параметров - рабочий цикл, или ПВ (продолжительность включения) при заданном сварочном токе.
ПВ (продолжительность включения). Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Допустим, в паспорте указан ПВ=70% для тока 160 А. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу. Если на аппарате скрутить сварочный ток, то ПВ – увеличится. Так если на САИ 160 выставить сварочный ток 100А, то ПВ=100% т. е аппарат может работать без перерыва неограниченное время (подсказка на задней панели аппарата).
Еще один момент – сварочный ток достигает установленного максимума только в момент розжига дуги. А дальше для ее поддержания достаточно значительно меньшего тока. Например, для электрода - «четверки» это всего 80-120 А. Кроме того, в реальной работе никто не варит непрерывно по 5-10 минут. Гораздо больше времени уходит на проверку шва, очистку и шлифовку, общий контроль хода работы, замену электрода, переход к другому месту сварки… словом, все те работы, которые неразрывно связаны со сваркой. За это время инвертор успевает остыть, и снова готов работать дальше. Так что даже аппарат с ПВ=40% может работать так долго, что устанет скорее сам сварщик, а не инвертор. А при ПВ=70% сваривать можно круглосуточно и бесконечно)))
Напряжение холостого хода. Чем выше напряжение холостого хода, тем легче зажечь дугу. У инверторов РЕСАНТА оно равно 75 В (САИ140) и 80В (САИ160,190,220,250), дуга зажигается легко, есть возможность варить цветные металлы.
Класс защиты IP21. Чтобы предотвратить порчу недешевого оборудования, защитить жизнь и здоровье людей, ко всем промышленным электронным компонентам и оборудованию предъявляют особые требования по пыле - и влагозащите. Эти требования оговорены в стандарте DIN EN 60529. В соответствии с ним класс защиты обозначается IP (International Protection) и переводится как «международная защита». Сразу за ним идут две цифры: первая — класс защиты от твердых веществ; вторая — класс защиты от воды. У САИ РЕСАНТА Класс защиты IP21: цифра «2» означает защита от твердых тел диаметром более 12 мм и защита от проникновения пальцами (это означает, что аппарат не защищен от пыли), а цифра «1» — защита от вертикально падающих капель. ВНИМАНИЕ!!! ЗАПРЕЩАЕТСЯ проводить сварочные работы под дождем. Помимо того что это запрещено правилами техники безопасности, при попадании влаги внутрь инвертор может выйти из строя.
Система охлаждения. Эффективное охлаждение достигается за счет цельной тоннельной компановки корпуса (воздух входит с тыльной стороны, проходит внутрь аппарата и выходит с лицевой стороны). Аппарат РЕСАНТА имеет два вентилятора. Один располагается внутри на задней панели, второй – на плате. Это позволяет лучше охлаждать плату, что приводит к долговечности сварочного аппарата.
Вес и габариты. Аппараты РЕСАНТА самые легкие в своем классе и имеют наименьшие размеры. Можно продолжительное время работать с аппаратом висящем на плече, не испытывая при этом дискомфорта. Это очень важный параметр для работы в трудно доступных местах.
Длина кабелей САИ и работа с удлинителем. Кабель держателя и массы длинной 2 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30см. Итого 4 метра рабочего пространства. Для более удобной работы достаточно обычного удлинителя нужного сечения. (Смотри таблицу ниже)
Внимание!!! Удлинение кабелей держателя и массы может привести к потере мощности.
Модель САИ РЕСАНТА | Сечение токопроводящей жилы, кв. мм | |
Медные жилы, проводов и кабелей | Алюминиевые жилы, проводов и кабелей | |
САИ 140 | 2,5 | 2,5 |
САИ 160 | 2,5 | 2,5 |
САИ 190 | 2,5 | 2,5 |
САИ 220 | 2,5 | 4 |
САИ 250 | 2,5-4 | 4-6 |
Температурный режим эксплуатации. Сварочный аппарат можно эксплуатировать при температуре от -20 до +40 градусов С.
САИ и стабилизатор напряжения. Если в сети имеют место большие отклонения напряжения, например, просадка до 150В, то есть необходимость использования стабилизатора напряжения. Стабилизатор берем мощностью не меньше 10кВт, т. к. при сварке возникают большие скачки напряжения, и при пониженном напряжении стабилизатор работает не на полную мощность (Смотри таблицу ниже). Предпочтительнее электромеханического типа, но можно и электронного.
Например: - Стабилизатор АСН-10 000 /1-ЭМ – электромеханический стабилизатор
- Стабилизатор АСН-12 000/1-Ц – электронный (цифровой) стабилизатор
Таблица зависимости мощности стабилизатора от входящего напряжения.
Выбор сварочного инвертора.
Диаметр электрода. Первый и важный параметр при выборе САИ - диаметр электрода, которым собирается работать человек. Для бытовых нужд, как правило, достаточно «тройки» иногда «четверки». Это САИ 140, 160 и 190. Напряжение в сети. Второй важный параметр – какое напряжение в сети, где будут проводиться работы. Если напряжение в пределах 220 (+10%; -10%) т. е. от 198В до 242В, то запас можно не делать. Если напряжение в сети пониженное, то делаем запас. Предлагаем следующий по мощности аппарат. ПВ (продолжительность включения). Узнаем как долго и часто собираются варить аппаратом. Если для краткосрочной работы, то запас можно не делать. Если для долгосрочной, то есть смысл сделать запас по сварочному току. Если на аппарате скрутить сварочный ток, то ПВ – увеличится. Так если на САИ 250 выставить сварочный ток 160А, то ПВ=100% т. е аппарат может работать без перерыва неограниченное время (подсказка на задней панели аппарата).
Сервисный центр в Тамбове по адресу: , ГСК «Гелиос»
Тел. 8(4752)56-02-01
Приложение .
Рекомендуемый генератор к САИ (сварочный аппарат инверторный)
САИ «РЕСАНТА» | Максимальный потребляемый ток, А | Максимальная мощность САИ, Вт | Генератор HUTER | Номинальная мощность генератора, Вт |
САИ 140 | 20 | 4400 | DY 6500L\LX | 5000 |
САИ 160 | 22 | 4840 | DY 6500L\LX | 5000 |
САИ 190 | 25 | 5500 | DY 6500L\LX (При редком использовании) DY 8000LX (при постоянной работе) | 5000 6500 |
САИ 220 | 30 | 6600 | DY 8000LX | 6500 |
САИ 250 | 35 | 7700 | нет | Нет |
Максимальная мощность САИ рассчитывается по формуле: Максимальный потребляемый ток умножаем на 220 Вольт.
Пример: Максимальная мощность САИ 160 равна 22А*220В=4840Вт
