

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Цель работы: Научиться самостоятельно выполнять измерения для проверки точности станка и анализировать результаты
Задание:
1 Ознакомиться с приемами проверки геометрической точности станка
2 Ознакомиться с измерительными средствами для контроля точности станка
3 Проверить точность геометрической формы и взаимного расположения узлов станка
Оборудование и инструмент:
1 Станки: 1К62, 6Н81
2 Индикатор или индикатор со стойкой
3 Проверочные линейки и угольник
4 Проверочный уровень
5 Щуп
6 Контрольные оправки
7 Универсальный мостик
8 Набор плоскопараллельных концевых мер
9 Жесткие центра
Порядок проведения работы
1 Ознакомиться с измерительными приборами и инструментами
2 Изучить схемы замеров
3 Составить схемы замеров
4 Произвести замеры согласно схем замеров
5 Заполнить таблицу (см. пример оформления отчета)
6 Произвести анализ результатов проверки и сделать вывод
42
Пример составления отчета
Лабораторная работа
Проверка геометрической точности токарно-винторезного станка модели 1К62
Цель работы: Научиться самостоятельно выполнять измерения для проверки точности станка и анализировать результаты
Задание:
1 Ознакомиться с приемами проверки геометрической точности станка
2 Ознакомиться с измерительными средствами для контроля точности станка
3 Проверить точность геометрической формы и взаимного расположения узлов станка
4 Составить отчет и сделать вывод о годности станка
Порядок проведения работы
1 Ознакомиться с измерительными приборами и инструментами
2 Изучить схемы замеров
3 Составить схемы замеров
4 Произвести замеры согласно схем
5 Заполнить таблицу (см. пример оформления отчета)
6 Произвести анализ результатов проверки и сделать вывод
Выполнение работы
Оборудование: Станок токарный модели 1К62
Инструмент:
- Индикатор
- Поверочная линейка
- Угольник
- Контрольные оправки
- Щуп
Результаты работы заносятся в таблицу
43
Таблица 1 – Основные виды проверки параметров токарного станка на точность (1, с. 212)
№ п/п | Наименование проверяемого параметра | Эскиз и метод измерения | Допус. откл. мм | Факт. откл. мм |
1 | 2 | 3 | 4 | 5 |
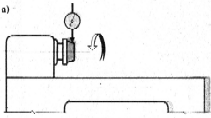
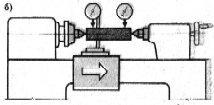
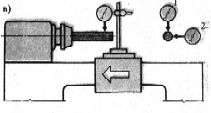
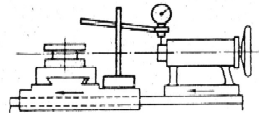
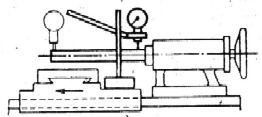
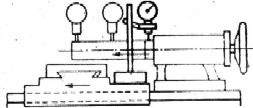
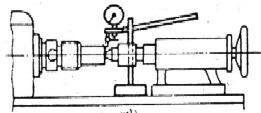
1 2 3 4 | Радиальное биение центрирующей шейки шпинделя передней бабки, рис. а) Соосность осей шпинделя передней бабки и пиноли задней бабки Рис. б) Параллельность оси шпинделя передней бабки направлению продольного перемещения суппорта - в вертикальной плоскости - в горизонтальной плоскости Рис. в) Параллельность направления оси пиноли задней бабки направлению движения каретки Рис. г) |
Измерительный штифт индикатора устанавливается на шейке шпинделя. Шпиндель приводится во вращение
Между центрами зажимается точная оправка, длина которой должна быть не менее 1/3 наибольшего расстояния между центрами. Индикатор закрепляется на суппорте так, чтобы его штифт касался образующей. Суппорт перемещают вперед-назад
В отверстие шпинделя устанавливается точная цилиндрическая оправка. Индикатор устанавливается на каретке так, чтобы его штифт касался поверхности оправки -по его верхней образующей -по ее боковой образующей Каретку медленно перемещают Г)
Пиноль вдвигается в заднюю бабку, которая закрепляется в станине. Индикатор закрепляется на каретке так, чтобы штифт его касался образующей пиноли. Пиноль выдвигается, а каретка - перемещается | 0,006..0,015 0.1 - 0,03 - 0,015 На Длине 300мм 0,01 на длине 100мм |
44
Продолжение таблицы 1 – Основные проверки токарного станка на точность
1 | 2 | 3 | 4 | 5 |
5 6 7 | Параллельность оси конического отверстия пиноли задней бабки направлению движения каретки Рис. д) Параллельность пиноли задней бабки движению каретки Рис е) Перпендикулярность торцовой поверхности буртика шпинделя передней бабки относительно оси вращения шпинделя Рис. ж) |
д) В коническое отверстие пиноли устанавливается оправка. Индикатор закрепляется на каретке, его штифт касается поверхности оправки в точке - верхней образующей -боковой образующей Каретку перемещают вдоль станины
е) Пиноль вдвинута в корпус задней бабки и зажата. Индикатор закреплен на каретке, его штифт касается поверхности на конце пиноли. Освободить пиноль, выдвинуть на Ѕ величины наибольшего ее перемещения, зажать. Перемещать по направляющим каретку пока штифт индикатора не займет первоначального положения на поверхности пиноли
Ж) В отверстие шпинделя передней бабки устанавливается оправка, торцовая поверхность которой должна быть перпендикулярна оси. Штифт индикатора касается центра торца оправки. Шпинделю сообщить медленное вращение | 0,03 На Длине 300мм 0,03 На 100мм Длины 0,01 На 100мм длины |
Вывод:
45
Литература
1 “ Лабораторные работы по курсу металлорежущие станки” М:
Машгиз 1963
2 «Станки с программным управлением» М., Машиностроение, 1979г.
3 «Сборник задач по настройке металлорежущих станков». М.: «Машиностроение», 1972
4 и др. «Устройство, наладка и обслуживание металлообрабатывающих станков и автоматических линий». М., «Машиностроение», 1995
5 Черпаков станки. М: Академия, 2003
6 , Вереина оборудование, М: Академия 2005
7 Сибикин оборудование, М: ФОРУМ: ИНФРА-М, 2005
46

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
